
柠檬酸浸出废三元锂电池中有价金属的研究*
2023-03-02 03:03王嘉懿苏建元王榕熠
广州化工 2023年19期
王嘉懿,黄 魁,苏建元,王榕熠,韦 睿,黄 歌
(广西大学资源环境与材料学院,广西 南宁 530004)
近些年,国内清洁能源行业迅速成长,清洁能源汽车在未来具有极大的发展趋势[1],三元电池装机量占比逐渐增加[2]。三元动力电池,一般特指采用镍钴锰酸锂(LiNixCoyMnzO2)[3]作为正极材料的动力电池,与其他电池比较,具备放电量大、循环特性好、热稳定性好、结构稳固等优势[4]。而废弃后的三元电池(LiNixCoyMnzO2)由于其中的有价金属含量大,浓度高,具有极高的回收价值,如果处理不当,会造成有价金属材料(Li、Co等)的大量丧失,同时这些金属元素如果进入环境,还会对水、土地和人类身体健康产生巨大环境污染和重大影响。因此,回收是废旧三元电池唯一出路,也是固体废弃物循环利用的主要目标。
无论从保护环境的角度还是经济发展的角度出发,采用合适的工艺对废旧三元电池正极材料进行回收利用,都具有十分重大的意义。目前,湿法冶金是废旧锂离子电池的主要回收工艺。起初,多数研究的浸出剂选择无机酸,Wang等[5]采用HCl浸出三元锂电池,在HCl浓度4 mol/L、固液比20 g/L、温度 80 ℃的条件下浸出 1 h,Ni、Co、Mn 均实现了99%以上的浸出率。Li等[6]采用 H2SO4+H2O2混合浸出NCM,发现在H2SO4浓度6 mol/L、液固比8∶1、温度 60 ℃条件下浸出 2 h,Ni、Co、Mn 的浸出率均大于95%。但无机酸浸出过程中容易产生有害气体,而且腐蚀性强[7],废液又会对废水处理带来新的挑战。随着工艺研究的深入,使用有机酸作为浸出剂逐渐成为目前废旧锂电池回收的关注重点[8-9]。Golmohammadzadeh等[10]比较了4种有机酸从正极材料中浸出锂和钴的能力,结果表明最佳序列是柠檬酸>DL-苹果酸>乙酸>草酸。Aaltonen等[11]研究了在室温下(25 ℃)的柠檬酸浸出,浸出了97%的Co、89%的Li和98%的Ni与无机酸相比,有机酸的生物降解性好、腐蚀性小,使用过程中不会产生有毒气体。Li等[12]介绍了一种柠檬酸和双氧水回收金属的湿法冶金工艺:使用1.25 mol/L的柠檬酸和1%的H2O2、在90 ℃下浸出30 min,固液比为20 g/L,可以浸出90%的钴和100%的锂。在不同的温度下,浸出效率会有所不同。本研究以柠檬酸为浸出试剂,在不添加任何还原剂的情况下,可成功浸出废旧三元锂离子电池中的有价金属Li、Ni、Co、Mn,并获得较高的浸出效率。
1 实 验
1.1 废三元锂离子电池预处理
实验原料为从市面回收的型号为18650型的电动车用废旧三元动力电池。手工拆解分离正负极材料后,由于粘附剂的作用使正极活性材料LiNixCoyMnzO2(NCM)粘在铝箔上[13],因此将阴极活性材料在1 mol/L的NaOH溶液中浸泡30 min后,铝箔完全溶解并与正极材料分离如式(1)所示。
相关化学反应式:
2Al+2H2O+2NaOH=2NaAlO2+3H2↑
(1)
1.2 试剂、仪器
主要试剂有氢氧化钠、柠檬酸。主要设备有电热恒温鼓风干燥箱、电子天平、恒温水浴振荡器。
1.3 试验方法
采用柠檬酸溶液浸出废三元锂离子电池中的有价金属,分别探究柠檬酸浓度(0.5~2.5 mol/L)、反应温度(40~90 ℃)、固液比(10~130 g/L)、反应时间(30~180 min)对Li、Ni、Co、Mn浸出效率的影响。首先,取一定量的废三元锂离子电池样品和柠檬酸置于150 mL锥形瓶中,放入恒温水浴振荡器中充分进行浸出反应,反应完成后过滤、定容并将浸出液稀释一定倍数。通过电感耦合离子发射光谱仪(ICP-OES,Optima 8000DV)测定浸出液中各金属的含量。
2 结果与讨论
2.1 正极材料的成分分析
本实验所用的三元锂离子电池的正极材料的XRD谱如图1所示。正极材料的主要物相组成为LiNi0.6Co0.2Mn0.2O2。通过酸消化法确定本研究所用的正极材料中各金属含量如表1所示,其中Li、Ni、Co、Mn的含量分别为:6.97%、39.26%、12.88%和14.05%。

表1 正极材料中LiNi0.6Co0.2Mn0.2O2各金属成分组成

图1 正极材料的XRD谱
2.2 影响因素分析
2.2.1 柠檬酸浓度
在温度为80 ℃、固液比为50 g/L、浸出时间为120 min,柠檬酸浓度对各金属的浸出效率关系如图2所示。随着柠檬酸浓度从0.5 mol/L上升至1.5 mol/L,浸出效率显著增高,这是由于酸浸反应中的氢离子量随着柠檬酸浓度的增加而增大,所以浸出效率随之提高。浓度达到1.0 mol/L之后,浸出效率分别为:Li 95.64%、Ni 92.05%、Co 90.40%、Mn 88.86%,浓度超过1.5 mol/L变化趋势趋于平缓,柠檬酸初始浓度过高则会导致酸浸反应后大量氢离子剩余,这将严重抑制柠檬酸阴离子的生成,进而影响金属离子与柠檬酸阴离子之间的配位结合[7],对酸浸产生不利的影响。且1.5 mol/L和1.0 mol/L的柠檬酸状态下的金属浸出效率相差不大,为了节约成本,考虑浸出效率,因此选择柠檬酸浓度为1.0 mol/L。柠檬酸电离方程式如下:

图2 酸浓度对浸出率的影响
H3Cit=H2Cit-+H+,pKa1=3.13
(2)
H2Cit-=HCit2-+H+,pKa2=4.76
(3)
HCit2-=Cit3-+H+,pKa3=6.40
(4)
2.2.2 反应温度
在柠檬酸浓度为1.0 mol/L、固液比为50 g/L、浸出时间为120 min的条件下,探究反应温度对废三元锂离子电池浸出效率的影响如图3所示。试验结果表明,随着反应温度从40~70 ℃,浸出效率提升较快,Li的浸出效率从34.39%升至90.90%,Ni从34.83%升至87.11%,Co从33.63%提升至89.32%,Mn从44.96%提升至85.78%,众所周知,升高化学反应的温度可以提高活性分子的百分比,从而提高化学反应的速率,因此,浸出效率随反应温度的升高而增大。70~90 ℃浸出趋势较为缓慢,金属的浸出效率均在90%左右。其中,在80 ℃的时候,Li、Ni、Co、Mn的浸出效率分别为95.64%、92.05%、90.40%、88.86%,产生拐点,为了回收更多的金属Li,我们选择最适宜的反应温度为80 ℃。
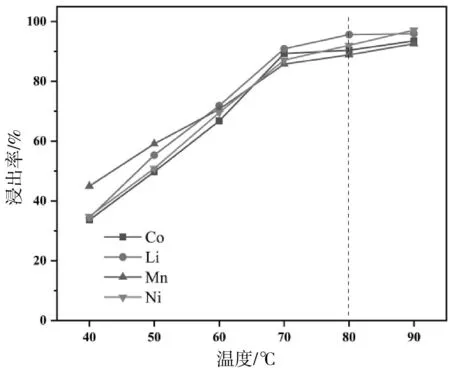
图3 温度对浸出率的影响
2.2.3 固液比
在柠檬酸浓度为1.0 mol/L、反应温度为80 ℃、浸出时间为120 min的条件下,固液比对各金属浸出效率影响如图4所示。为进一步探究金属浸出效率,改变固体和酸的体积比,尝试不同的固液比,比较浸出效率。在50 g/L固液比的时候,浸出金属含量达到最高,超过50 g/L固液比,金属浸出率开始下降,为了一次回收更多的废三元锂离子电池,需要尽可能更高的固液比,综合考虑浸出率和运行成本,设定固液比为50 g/L是较理想的选择。

图4 固液比对浸出率的影响
2.2.4 反应时间
在柠檬酸浓度为1.0 mol/L、反应温度为80 ℃、固液比为50 g/L的条件下,反应时间对浸出效率的变化关系如图5所示。从图5可以看出,随着反应时间的延长,浸出效率逐步提高,所有金属浸出效率基本达到90%,在反应时间为150 min时出现拐点,Li、Ni、Co、Mn浸出效率达到100%、95.90%、97.73%、92.44%。超过150 min之后浸出效率基本没有太大变化。综合考虑,选取150 min为最佳反应时间。

图5 时间对浸出率的影响
3 结 论
(1)通过NaOH碱浸的正极材料,可成功使其与铝箔分离。提出了柠檬酸从废旧锂离子电池中浸出有价金属的简单方法,该方法采用有机酸,绿色环保无污染,不需要添加任何还原剂,即可达到高效浸出金属的目的。
(2)我们探究得知最佳的试验条件柠檬酸浓度为1.0 mol/L,温度80 ℃,固液比50 g/L,反应时间为150 min。
(3)废三元锂离子电池最佳的柠檬酸浓度(1.0 mol/L)、固液比(50 g/L)下反应温度为80 ℃反应150 min,达到最佳的浸出效果,Li的浸出率100.00%,Ni的浸出率95.90%,Co的浸出率97.73%,Mn的浸出率92.44%。
猜你喜欢
上海航天(2022年2期)2022-04-28
江苏调味副食品(2021年1期)2021-04-01
科学(2020年1期)2020-08-24
广东饲料(2016年1期)2016-12-01
化工进展(2015年3期)2015-11-11
应用化工(2015年2期)2015-07-13
应用化工(2014年1期)2014-08-16
长江大学学报(自科版)(2014年4期)2014-03-20
汽车电器(2014年5期)2014-02-28
河南科技(2014年16期)2014-02-27
