
PE 管材用双轴取向拉伸装置
2023-03-21 11:29张友新冯金茂周庆国曹世雄王迪
橡塑技术与装备 2023年3期
张友新,冯金茂,周庆国,曹世雄,王迪
( 浙江伟星新型建材股份有限公司,浙江 临海 317000)
0 引言
随着塑料管材的需求量大幅提高,塑料管材的应用领域也不断拓宽。各国对塑料管材的性能也提出了更高的要求,如节省材料,提高管材的各方面性能必将是塑料管材研究的一个重要方向。取向拉伸增强技术是近年发展的一种新的塑料管材生产技术, 即在生产过程中将管材沿轴向和环向都进行拉伸取向 , 从而使管材轴向和环向的力学性能均得以增强。目前, 能够进行取向的塑料制品都已采用取向拉伸技术 , 如双向拉伸薄膜 ,拉伸中空容器,吹塑薄膜等[1],塑料管材的双向拉伸技术,其采用的生产方式是扩张法双向拉伸 , 经过不同的分段温控处理, 使管材温度达到扩张温度, 然后在牵引力的作用下通过一个与挤出机相连的扩张装置 , 使管坯扩张而成型。但是,现有技术的取向拉伸装置,对管胚的外冷却靠室内自然冷却,由于PE 聚合物的导热性能较差,在连续生产时产生的热量不能够及时被带走,不能有效控制对管胚的外表面进行冷却,冷却效果不佳,不能保证管材整体扩胀的均匀性,使得拉伸后的管材存在壁厚不均匀,严重影响了管材的使用强度。另外,取向拉伸装置通常为一种规格,配备一个取向头,并且取向装置整体不能前后移动,这就这给更换规格和取向拉伸在最佳的温度下拉伸位置带来了困难。针对现有技术的不足,改进提供了一种PE 管材用取向拉伸装置,对管胚冷却设置了可移动外冷却风环,在取向装置的移动方面,设有外螺纹套管,是取向装置能够在螺纹上旋转进行前后移动,是取向装置和冷却装置, 能够比较精确地控制管胚的各工艺参数, 缩短了拉伸温度的控制时间,保证了对PE 管材的径向和轴向的均匀拉伸,从而提高了管材强度,实现了一个取向装置,生产不同规格的产品。通过大量实验证明,开发双轴取向拉伸PE管材作为一种新型先进技术, 在提高管材性能的同时,可节约材料, 具有非常好的竞争优势[2]。同时,双向拉伸在增强管材的强度、耐热性、模量以及抗冲击性等方面具有显著提高, 使其具有广阔的开发应用前景。
1 取向拉伸的成型工艺分析
在PE 管材挤出成型取向拉伸过程中,最好在结晶开始熔融、分子链能够运动的温度下进行拉伸。在这外力的作用下 ,分子从无序排列到有序排列的过程分子链由于实现了有序排列, 材料由各向同性转变为各向异性, 即材料沿分子取向方向的强度大幅增加。因此,对于取向拉伸温度的控制尤为重要,直接影响到管材的质量,现有技术,对PVC-O 管材的轴向拉伸是容易实现的。并且取向拉伸装置通常为一个取向装置,一种产品规格尺寸对应一种取向装置,更换产品规格,需要变换整体取向拉伸装置,生产效率比较低,而且,微调取向装置不能前后移动,冷却的最佳位置难以确定。对于PE 的取向拉伸时,由于PE 聚合物的导热性能较差,在管胚拉伸时使之管胚内径贴紧温度较低的扩张头时,会形成较大的温度梯度,制品的表层会快速冷却,产生较低的结晶度。同时,管胚的外径冷却为自然冷却,冷却较慢,结晶度较高,在连续生产时产生的热量不能够及时被带走,是内外冷却不能得到平衡,冷却效果不佳。并且,现有的取向拉伸装置在扩胀头和冷却方面存在自身结构设计上缺陷,取向头为圆锥体形状,管胚与圆锥体接触面积比较小,内冷却效果比较差,不能保证管材整体扩胀的均匀性,使得拉伸后的管材存在壁厚不均匀,严重影响了管材的使用强度。
2 PE 管材用取向拉伸装置
PE 管材用取向拉伸装置的整体包括风环、进风管连接口、依次连接在外螺纹套管上的锥体弧形扩胀头、支撑板、过渡冷却套、螺纹堵头,还包括依次连接的连接套管、外螺纹连接套管、内螺纹连接套管、加长外螺纹连接杆、堵头、中心出风管和进风堵头,以及由外螺纹连接套管与中心出风管构成的进风通道和中心出风管的中心出风通道,以及依次与锥体弧形扩胀头连接不同管径的变径弧形扩胀头、变径支撑板和变径过渡冷却套。该取向拉伸装置,通过移动风环吹风和调节风量大小和对管胚进行冷却,以及通过外螺纹连接套管对取向拉伸装置进行旋转前后移动,实现了对管坯取向扩张前、扩张取向后温度的有效控制,解决了快速对PE 管材取向拉伸温度控制难的问题。在弧形扩胀头径向设有多道出风微孔,管胚拉伸时与弧形扩胀头接触面积比较大,缩短了拉伸温度的控制时间,保证了对PE 管材的径向和轴向的均匀拉伸,从而提高了管材强度。
3 结合PE 管材用取向拉伸装置附图做进一步的介绍
3.1 PE 管材用取向拉伸装置的部件组成
如图1,图2 所示,PE 管材用取向拉伸装置的部件组成有风环1、进风管连接口2、锥体弧形扩胀头3、支撑板4、过渡冷却套5、螺纹堵头6、连接套管7、外螺纹连接套管8、出风通孔9、内螺纹连接套管10、出风微孔11、 加长外螺纹连接杆12、堵头13、中心出风管14、进风管堵头15、进风通道16、出风通道17、18 变径弧形扩胀头、19 变径支撑板、20 变径过渡冷却套。
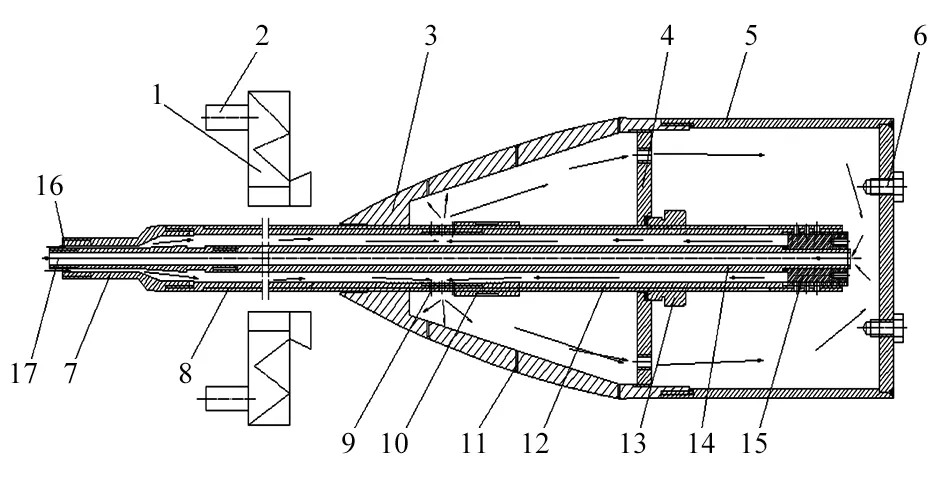
图1 PE 管材用取向拉伸装置结构示意图
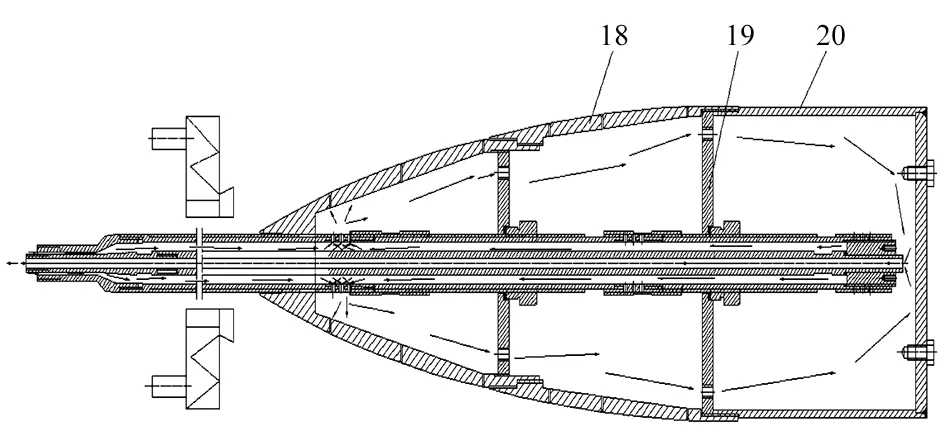
图2 为图1 的基础件上的变径取向拉伸装置结构示意图
3.2 风环
如图1 所示件中的风环,为移动式冷却风环,风环设有2~6 个进风管连接口,进风管连接口连接来源于进风软管上,软管在连接与风机出风口上,通过移动式冷却风环的调节吹风量的大小对管胚在取向拉伸时的温度控制,是管胚的外表面冷却在最佳的温度位置节点上冷却,实现了快速均匀冷却。同时,应注意风环大小应与管胚直径相适应,一般风环内径为机头直径的1.5~2.5 倍[3]。
3.3 管胚的内冷却
如图1 所示件中的进风通道的内冷却由来源鼓风机的冷风,通过挤出机头设有的内进风通道进入锥体弧形扩胀头内腔,穿过支撑板设有的进风孔到过渡冷却套的内腔进行管胚冷却、然后通过出风通道设有的中心出风管与连接机头的出风管将连续的热风排出。通过调节鼓风机的吹风量的大小,实现外冷却和内冷却对管胚双面冷却的平衡。
3.4 取向拉伸装置的移动
如图3 所示,外螺纹连接套管两端设有外螺纹,其一端螺纹径向设有相同间隔3~8 个出风通孔,通过出风通孔将冷却风进入锥体弧形扩胀头和过渡冷却套5 型腔里。为了使取向拉伸装置可以前后的移动,在螺纹连接套管的螺纹上连接着锥体弧形扩胀头、支撑板、过渡冷却套构成连接的一体式,沿着外螺纹连接套管上的螺纹,通过旋转构成连接的一体式取向拉伸装置进行前移或后退,是取向装置能够精确地控制管胚的各工艺参数。同时,外螺纹套管连接的加长外螺纹连接杆,可以实现更换不同规格的管材,其将过渡冷却套拆卸,依次连接变径弧形扩胀头、支撑板、变径过渡冷却套,便实现了变径后取向拉伸装置的前后移动。
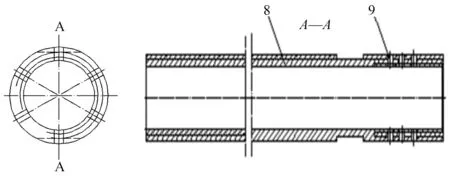
图3 外螺纹连接套管结构示意图
3.5 锥体弧形扩胀头
如图4 所示,锥体弧形扩胀头的圆弧上设有相同间隔2~6 并列圆弧槽,每列圆弧槽设有6~36 个出风微孔,出风微孔见图5 放大示意图,出风微孔直径小于圆弧槽。所述的锥体弧形扩胀头为圆弧形,在管胚拉伸时与弧形扩胀头接触面积比较大,冷却效果比较好,同时,多道出风微孔的设计起到对管胚进一步的冷却,并且在管胚与取向拉伸装置的外径之间形成了一层冷却风膜,缩短了拉伸温度时间,保证了对PE管材的径向和轴向的均匀拉伸,从而提高了管材强度。

图4 体弧形扩胀头结构示意图
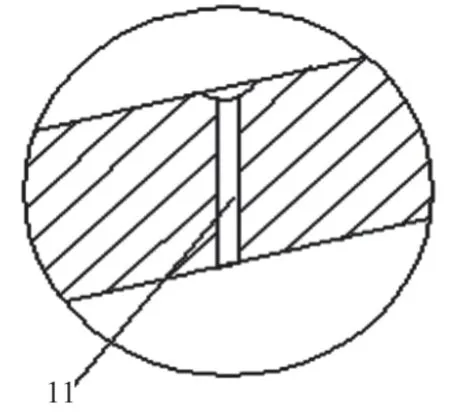
图5 为图4 的出风微孔放大示意图
3.6 变径弧形扩胀头
如图6 所示,变径弧形扩胀头的两端设有内螺纹,内螺纹的一端连接着锥体弧形扩胀头,另一端连接着变径支撑板和变径过渡冷却套,变径过渡冷却套的一端平面上均布设有2~4 个的螺纹堵头。所述的变径弧形扩胀头的圆弧上设有间隔相同2~6 个圆弧槽,每个圆弧槽内设有6~38 个出风微孔,出风微孔的直径小于圆弧槽。多道出风微孔起到对管胚进一步的冷却,缩短了拉伸温度时间。在更换不同管材规格时,将连接在过渡冷却套拆卸,依次连接变径弧形扩胀头,变径支撑板和变径过渡冷却套,从而实现不同规格的变径取向拉伸PE 管材。
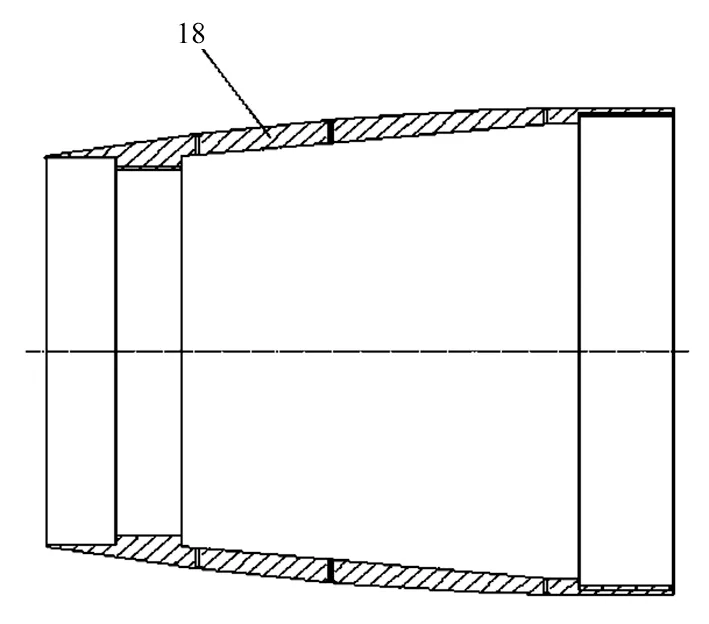
图6 变径弧形扩胀头的结构示意图
4 取向拉伸装置的实施过程及原理
PE 管材用取向拉伸装置的实施过程及原理,如图1,图2 所示。实施时,物料从机头口模挤出管胚,管胚经过取向拉伸装置的内部进风通道和外部风环的吹风对管坯外表面冷却,是管胚的内、外温控得到冷却平衡,并通过外螺纹连接套管两端设有的内螺纹,一端连接套管,另一端带有出风通孔连接着内螺纹连接套管,内螺纹连接套管连接外螺纹连接套管和加长外螺纹连接杆。加长外螺纹连接杆另一端连接着内螺纹堵头和进风管堵头,进风通道通过外螺纹连接套管的出风通孔将风充满型腔,充满型腔后的冷却风通过中心出风管的中心设有通孔,从出风通道与连接设置来源的机头出风口排出。出风通道其一端设有卡槽,卡槽在螺纹堵头和加长外螺纹连接杆之间匹配连接构成进风通道和出风通道。在更换不同管材规格时,将过渡冷却套拆卸,依次连接变径弧形扩胀头,变径支撑板和变径过渡冷却套,从而实现不同规格的变径取向拉伸PE 管材。为了制得理想的高质量的取向拉伸管材,在拉伸取向过程中,温度、拉伸比、拉伸速度等工艺参数的控制非常重要。在控制对于管胚的取向拉伸通常在玻璃化转变温度Tg至熔融温度Tm之间进行,在给定的拉伸比和拉伸速度下,适当降低拉伸温度,分子伸展形变会增大,黏性会减小,有助于提高取向度,但温度过低会降低分子链段的活动能力,不利于取向,而过的高温度容易拉断。另外,取向拉伸之后的管材应迅速降温,以保持高分子链的定向程度。
5 结束语
(1)通过风环的吹风和调节风量大小,是管胚的外表面冷却能控制的在最佳的温度位置节点上冷却,缩短了冷却时间,实现快速冷却,内冷却由来源鼓风机进行对取向装置冷却,实现了管胚的双面均匀冷却。
(2)外螺纹套连接套管和加长外螺纹连接杆,使取向拉伸装置实现前后移动,使外冷却和内冷却对管坯取向扩张前、扩张取向后温度能够有效控制,解决了快速对PE 管材取向拉伸温度控制难的问题。
(3)取向拉伸装置的弧形扩胀头的设计,是管胚拉伸时与弧形扩胀头接触面积比较大,提高了冷却效果,多道出风微孔的设计是管胚得到了进一步冷却,缩短了拉伸温度时间,保证了对PE 管材的径向和轴向的均匀拉伸,从而提高了管材强度。
(4)不同规格的更换,以锥体弧形扩胀头为基础连接件,将过渡冷却套拆卸,安装上变径弧形扩胀头、变径支撑板和变径过渡冷却套,变实现了变径取向拉伸PE 管材。
猜你喜欢
科学大众(2021年8期)2021-07-20
汽车实用技术(2021年12期)2021-07-03
装备制造技术(2020年1期)2020-12-25
好孩子画报(2020年10期)2020-11-02
哈尔滨理工大学学报(2019年2期)2019-06-03
重庆理工大学学报(自然科学)(2017年8期)2017-09-12
黑龙江科技大学学报(2016年3期)2016-11-03
中国新技术新产品(2015年19期)2015-09-02
河北遥感(2015年2期)2015-07-18
锻压装备与制造技术(2015年2期)2015-06-26
