设计纳滤和超滤组合膜系统优化牛奶组分
2023-05-19 12:24叶俊华
现代食品 2023年4期
◎ 叶俊华
(洁翼流体技术(上海)有限公司,上海 201401)
膜系统在乳品行业有着广泛的应用[1-2]。在国外,膜过滤常用于奶酪用奶的处理,以及奶酪副产物乳清液的深加工[3-4]。近年来,国内外一些以鲜奶和酸奶为代表的低温乳制品,以丰富的营养和新鲜的口感得到更多消费者的认可。其中,以膜过滤工艺来提高牛奶蛋白含量,以及优化牛奶营养成分的乳制品[5],更是占据乳制品的高端市场。
为了降低牛奶中单价盐和乳糖的含量,生产更健康的低温乳制品,设计了含纳滤和超滤的组合膜系统,在浓缩牛奶蛋白的同时,按设定的优化组分要求去除部分盐分和乳糖。
1 设计数据基础
1.1 组分截留率
其中:CP表示组分在膜透过液中的浓度;CR表示组分在膜产品侧的浓度;R 为组分截留率。设计使用了科氏乳品专用纳滤和超滤膜,对牛奶组分截留率数据见表1。
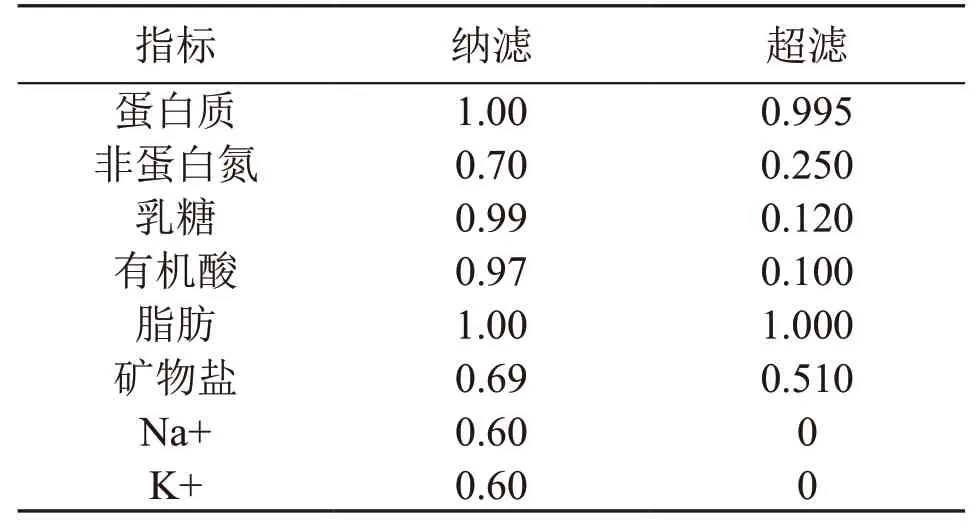
表1 乳品纳滤膜和超滤膜对牛奶组分的截留率表
1.2 物料平衡方程
其中:CF为组分在进料中的浓度;QF为膜系统的进料流量;CR为组分在截留液中的浓度;QR为截留液的流量;CP表示组分在膜透过液中的浓度;OP为透过液的流量。
1.3 通量标准曲线
通量标准曲线,指物料浓缩过程中,在一定温度和压力工况下,透过液的通量随产品浓度不断下降的关系曲线,如图1 和图2 所示。
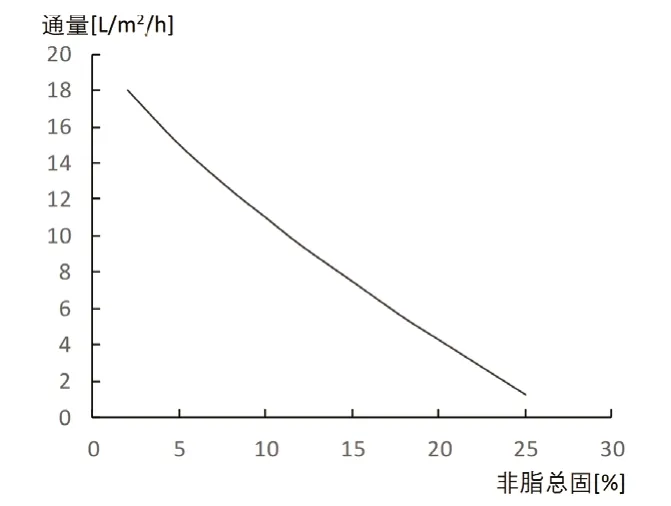
图1 纳滤通量标准曲线图(进料脱脂奶,10 ℃-21 bar)
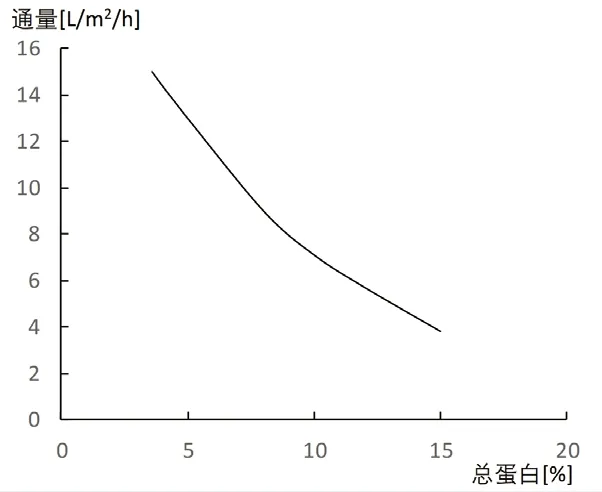
图2 超滤通量标准曲线图(进料脱脂奶,10 ℃-1.5 bar)
通量标准曲线对清液通量进行量化,截留率对组分浓度分配进行量化,结合物料平衡方程,可以计算出物料平衡的能力和指标结果,其是膜设计的数据和理论基础。
2 组合膜系统设计
2.1 条件和要求
原料脱脂奶,组分指标见表2。生产进料能力10 000 Kg·h-1,要经过组合膜系统的分离和浓缩,要求蛋白指标≥11.0%,乳糖去除率≥40%,钠钾离子去除率≥60%。
2.2 物料平衡计算
纳滤用于去除脱脂奶中的Na+、K+,超滤用于去除乳糖。考虑到超滤膜对牛奶蛋白有更高的耐受上限,且所需工作压力较低,产品对膜的粘附较小,因此,采用了先纳滤再超滤的组合膜工艺。
纳滤和超滤对牛奶蛋白几乎全部截留,组合膜的累计浓缩倍数决定了产品的蛋白指标。根据计算累计浓缩倍数为11÷3.1 ≈3.55。累计浓缩倍数要合理分配在纳滤和超滤工序。如果纳滤浓缩倍数过大,则乳糖去除率不达标,反之,乳糖去除过多。
根据组分截留率和物料平衡方程,计算出膜工艺处理前后的组分参数,按照每小时的物料量做衡算,结果见表2。
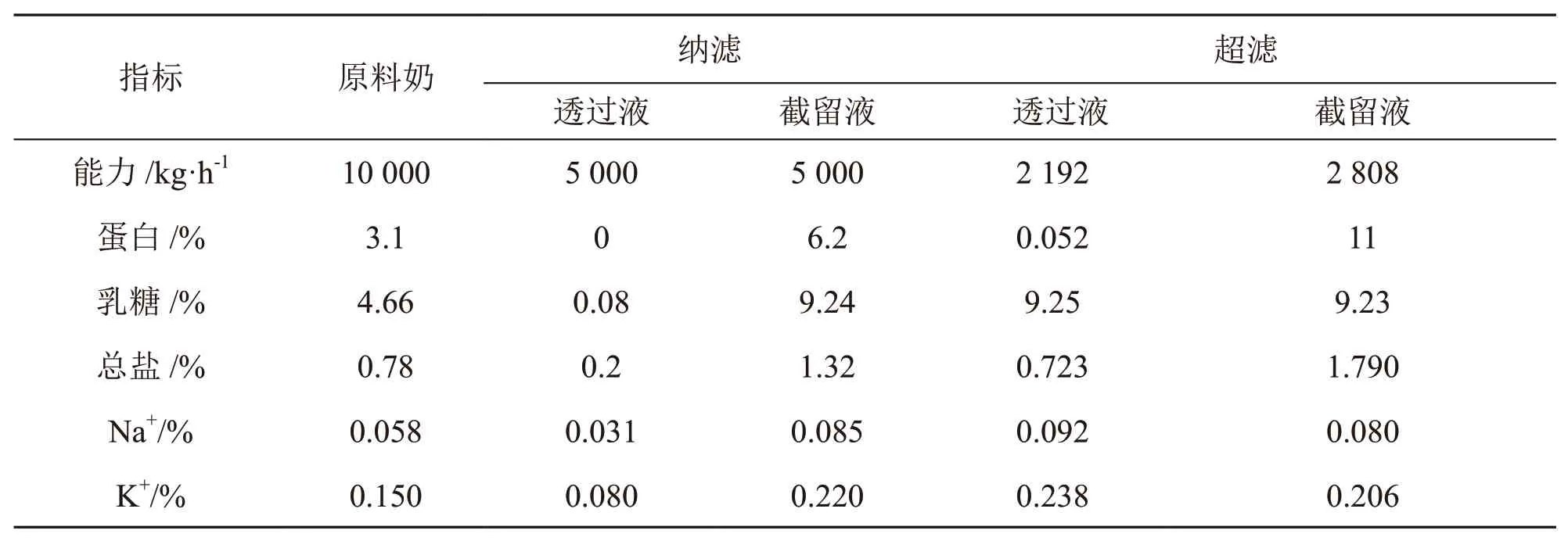
表2 纳滤和超滤工艺过程的物料平衡表
计算按照纳滤浓缩2 倍,超滤浓缩约1.8 倍,累计浓缩3.56 倍,目标牛奶蛋白11%。根据膜处理前后的组分质量(kg),作出膜处理前后的对比图,如图3 所示。
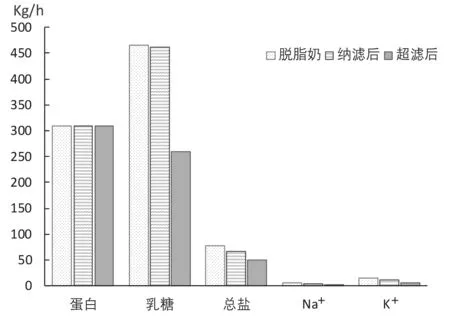
图3 组合膜处理前后脱脂奶关键指标的对比图
由图3 可以看出,经纳滤和超滤组合膜处理后,蛋白得率99.6%,处理过程中基本没有损失。乳糖收得率55.6%,折算成脱除率44.4%。Na+和K+的脱除率均在60%以上。对牛奶的营养组分起到非常好的优化。
2.3 纳滤和超滤的系统配置
膜系统的模式通常有批次式和连续式2 种,工业生产常采用连续式,有利于设备的周转和产品品质的稳定。连续式系统设计时,又常采用多级连续式逐步浓缩。
理论上连续式设计的级数越多,平均通量越大,也越接近于批次式的平均通量。不过每增加一级,对应的循环泵、过程监控仪表、管路制作、自动化控制等都要增加,也就是级数越多,设备成本越高。实际应用时,会考虑膜的通量和设备投资的平衡。纳滤设计为两级配置如图4 所示。
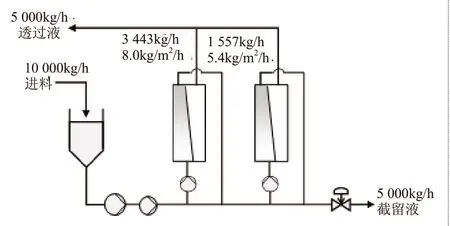
图4 纳滤系统的配置和流量分配图
纳滤系统需要10~30 bar 工作压力,供料线上串联多台离心泵,叠加压头实现高压。为实现膜表面足够的剪切力,防止膜表面污染,每一级配置大流量循环泵。计算出一二级膜的生产通量分别为8kg·(m2·h-1)-1和5.4 kg·(m2·h-1)-1,可以求出相应膜面积,两级共累计排出清液5 000 kg·h-1,使脱脂奶逐步浓缩到2 倍,即5 000 kg·h-1的纳滤浓缩奶,供给联动的超滤系统。
超滤系统同样配置两级。一二级膜的生产通量分 别 为6.8 kg·(m2·h-1)-1和5.3 kg·(m2·h-1)-1,两级共累计排出清液2 192 kg·h-1,浓缩1.78 倍,即2 808 kg·h-1的超滤浓缩奶,组合膜系统累计浓缩3.56倍。
2.4 纳滤和超滤的能力适配调节
在设计膜系统时,需要留有一定余量面积,用来补偿生产过程中膜的污染造成的能力损失。单个膜系统的能力调节,相对来说比较容易。纳滤通过系统压力的调节,可以维持恒定的生产能力。超滤在设计能力富余时,通过将部分透过液溢流或输送到产品平衡缸,使再循环的透过液占用富余的能力,来维持超滤系统恒定的生产能力。
超滤的物料平衡缸,接受来自纳滤的浓缩牛奶,其是2 个系统的中间缓冲。纳滤能力和超滤能力的对应关系,会体现在超滤的物料平衡缸的液位上。前者能力大液位升高,后者能力大液位降低。两者均达到设计能力时,液位不变。把液位设定为50%,对应于纳滤的能力是10 t·h-1。如果液位升高,则希望上游纳滤的能力下降,液位升到100%时,纳滤的能力期望值降为0,生成根据液位值转化的纳滤能力方程:
其中:X 表示超滤平衡缸的过程液位。
实际上随着液位的上升,组合系统的能力不断下降,通常在8~10 h 的生产过程中,能力下降10%~30%,即达到新的平衡。所以,正常的液位介于50%~75%,更高的液位作为预留区间,用于容纳极端的工况,如图5 所示。
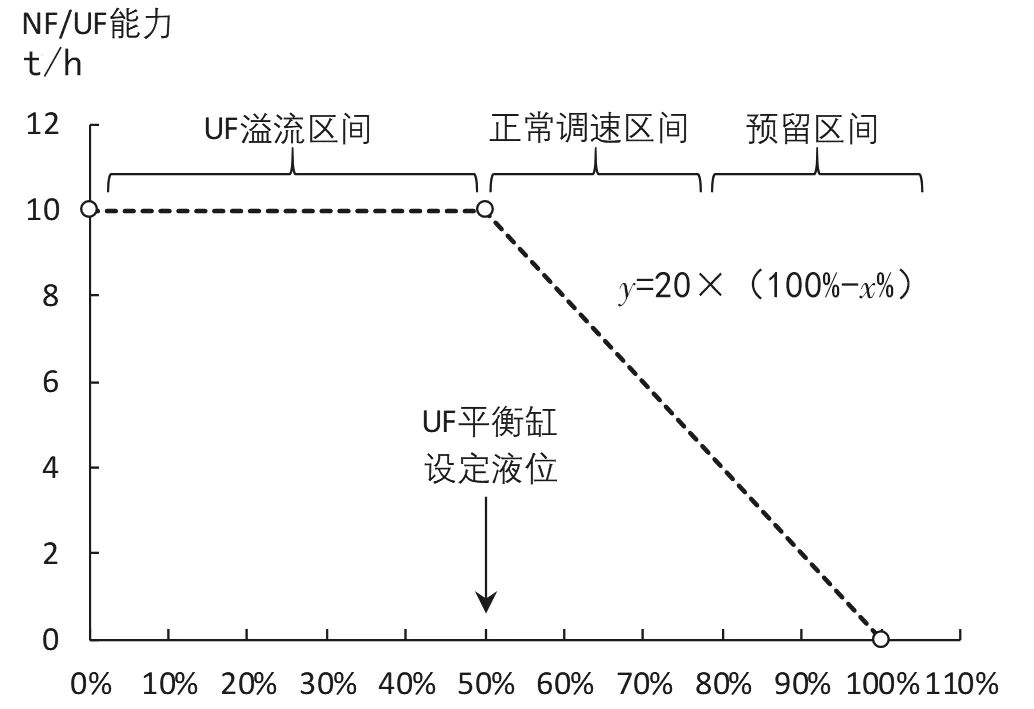
图5 超滤液位转化纳滤能力的关系曲线图
2.5 设备的独立和联动运行模式
纳滤和超滤系统有时需要独立运行。只运行纳滤能脱除部分单价盐,而使乳糖得到最大保留;相反,只运行超滤,提高蛋白的同时使乳糖得到最大限度的脱除。这是组合系统生产得到的产品指标范围的上限和下限。大部分情况下,组合膜系统配合运行。
系统配置了两套全自动旁通阀组,可以旁通纳滤系统或者旁通超滤系统,如图6~图9 所示,图中虚线表示产品流经的管路,膜系统的虚线框表示该系统参与生产。
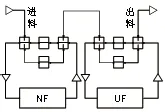
图6 组合膜系统的初始状态图
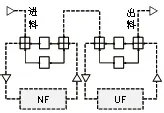
图7 组合膜系统的联动状态图
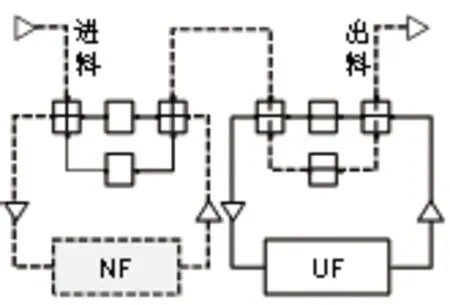
图8 组合膜系统的仅NF 运行状态图
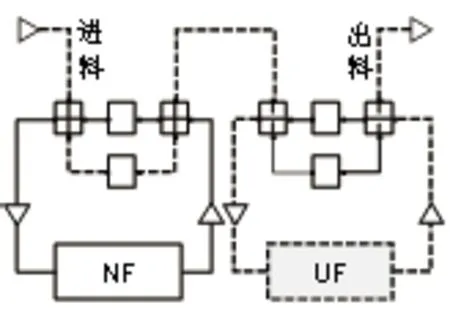
图9 组合膜系统的仅UF 运行状态图
产品指标的需求是多样化的,且会随市场的变化提出更多新的要求。仅纳滤实现99%最大的乳糖保留;仅超滤在浓缩4 倍时,乳糖脱除约75%。在实际操作中,设定纳滤和超滤不同的浓缩上下限之间的任何指标。
3 结语
(1)纳滤和超滤组合膜系统处理脱脂奶,分别浓缩2 倍和1.78 倍,实现蛋白含量11%,蛋白保留率99.5%,乳糖脱除率44%,Na+、K+脱除率61%。
(2)纳滤配置为两级系统,通量分别为8 kg·(m2·h-1)-1和5.4 kg·(m2·h-1)-1,平均通量6.94 kg·(m2·h-1)-1,比单级系统提高28%;超滤两级通量分别为6.8 kg·(m2·h-1)-1和5.3 kg·(m2·h-1)-1,平均通量6.14 kg·(m2·h-1)-1,比单级系统提高16%。
(3)组合膜系统的能力适配,通过超滤平衡缸的液位,转化为纳滤系统的能力设定值。
(4)配置纳滤和超滤系统的旁通阀组,能够实现组合膜的联动运行、纳滤的独立运行、超滤的独立运行3 种工作模式。
(5)纳滤和超滤组合膜系统分别设定不同的浓缩倍数,可实现设定的蛋白指标和多种乳糖指标。
猜你喜欢
江苏卫生保健(2022年5期)2022-05-24
幸福(2018年33期)2018-12-05
测控技术(2018年9期)2018-11-25
石油化工自动化(2018年5期)2018-11-14
中成药(2018年2期)2018-05-09
中成药(2017年12期)2018-01-19
中成药(2017年6期)2017-06-13
中国卫生标准管理(2015年25期)2016-01-14
饮食科学(2015年4期)2015-11-28
汽车维护与修理(2015年2期)2015-02-28