小直径螺旋缝埋弧焊管焊缝修补装置设计和应用
2023-05-27 06:09张云龙王树祥
钢管 2023年2期
张云龙,王树祥,李 悦,张 俊
(辽阳石油钢管制造有限公司,辽宁 辽阳 111000)
小直径螺旋缝埋弧焊管在生产过程中经常会出现断弧、烧穿、夹渣、气孔等焊接缺陷,需按照相关标准要求对缺陷处进行补焊。由于小直径钢管的直径小,人无法进入到钢管内部对内焊缝进行修补,只能采用单面焊双面成型技术在钢管外部对焊缝进行修补,但该工艺对操作水平要求较高,经常会在内焊缝形成不易清理的焊瘤,且补焊后的焊缝形貌、质量也不稳定,经常会出现二次补焊,补焊一次通过率较低,严重影响生产效率[1-2]。当切除小直径钢管缺陷位置后,若钢管的长度能够满足交货长度要求,经常会采用“以割代补”方式,这也严重影响了成材率。补焊焊缝的质量直接影响着钢管质量和管道安全。目前,相关技术规格书对补焊焊缝的质量和形貌要求也越来越严格。因此,提高小直径钢管补焊焊缝质量和补焊一次通过率就显得尤为重要[3-4]。
为解决上述问题,辽阳石油钢管制造有限公司(简称辽阳钢管)在生产Φ323.9 mm×6.4 mm 规格L360M 螺旋缝埋弧焊管时,设计了一套小直径焊管用补焊装置,采用熔化极活性气体保护电弧焊(Metal Active Gas Arc Welding,MAG)进行补焊。现介绍该小直径焊管补焊装置及其应用情况。
1 补焊装置设计思路
设计的小直径焊管补焊装置由衬垫托举小车和钢管内表面监控系统组成,主要通过制作专用的衬垫托举装置来保证衬垫紧贴在钢管补焊焊缝处,对熔池金属形成限制,金属液不会因重力作用而下垂形成焊瘤,这会使得内焊缝外观较好,且不需修磨,大大减少了焊工的工作量,降低了岗位员工的劳动强度[5]。为了便于观察内焊缝缺陷是否清除彻底和坡口的加工情况,使用内壁监控小车运行至坡口处进行观察,确定内焊缝清除质量和坡口角度是否符合焊接要求,对钢管焊缝缺陷处进行补焊。补焊结束后,使用内壁监控小车对修补的内焊缝外观质量进行检查。
2 补焊装置主要结构
小直径焊管补焊装置按结构分为衬垫、衬垫托举小车装置和钢管内表面监控装置。小直径焊管补焊装置实物如图1 所示。
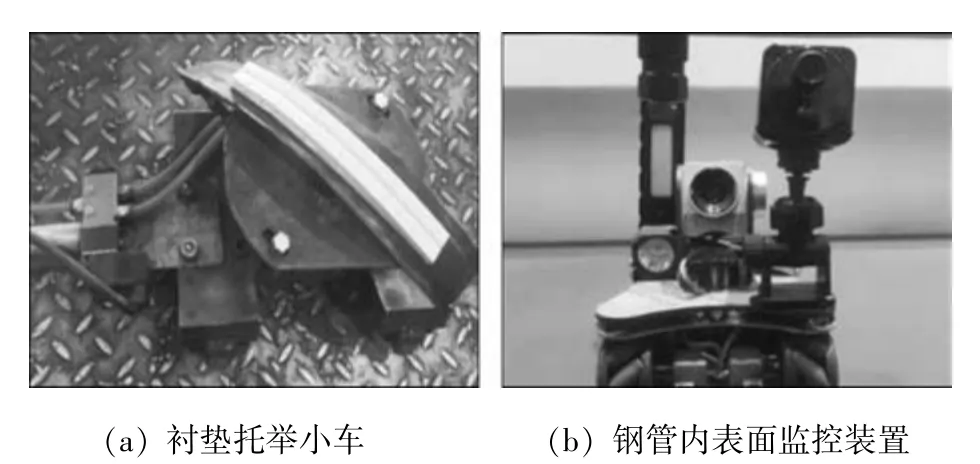
图1 小直径焊管补焊装置实物
2.1 衬 垫
衬垫尺寸规格相对较多,辽阳钢管通过大量试验,根据焊管曲率半径,选择了B5 型陶瓷衬垫。B5 型陶瓷衬垫参数见表1。从表1 可以看出,小直径焊管的曲率大,而B5 型陶瓷衬垫的单片长度小,可以很好地贴在小直径焊管的内表面,从而提高焊接质量。经过反复试验,认为B5 型陶瓷衬垫能够满足Φ323.9 mm 螺旋缝埋弧焊管内焊缝的修补。

表1 B5 型陶瓷衬垫参数mm
2.2 衬垫托举小车
为解决陶瓷衬垫焊接时能够沿焊管焊缝轮廓紧贴内表面,安装位置如图2 所示,设计制作了专用衬垫托举小车装置。该装置主要由气缸、弧形仿形板底座、弧形仿形板、车轮、车架、送车杆等组成。将气缸安装在小车上,衬垫粘贴在托板上,送车杆与小车固定连接。在对小直径焊管内焊缝进行补焊时,首先将小车放入焊管内,推动小车,将陶瓷衬垫送至待补焊处下方,并使红线处于焊缝的正中间,确认位置无误后开启气缸开关,气缸工作,将衬垫顶升,直至紧贴在焊管内壁。使用该装置安装衬垫,解决了人员无法进入小直径焊管内进行补焊的问题,且衬垫紧贴管壁,与焊管之间的空隙极小。衬垫托举小车装置结构如图3 所示。

图2 陶瓷衬垫安装位置

图3 衬垫托举小车装置结构示意
2.3 内表面监控装置
内表面监控装置主要由车体、照明灯、监控摄像头等组成。设计该装置的初衷主要是为了查看焊管内焊缝缺陷是否彻底清除,观察缺陷清除后坡口加工情况。通过内表面监控小车运至坡口处进行观察,确定内焊缝清除质量和坡口角度加工情况,如存在质量问题,立即进行处理。同时,内壁监控小车在焊缝修补完成后可以对内焊缝修补的外观质量进行检查。
3 焊接工艺和检验情况
3.1 焊接工艺参数
为了提高小直径焊管的焊接质量,在生产Φ323.9 mm×6.4 mm 规格L360M 螺旋缝埋弧焊管时,对存在缺陷的焊管焊缝进行修补,焊接工艺参数见表2。该焊接工艺采用80%Ar+20%CO2混合气体进行焊接,可以解决焊接飞溅物大的问题。

表2 补焊焊接工艺参数
3.2 焊缝质量检测
(1) 补焊焊缝外观尺寸。补焊焊缝外观尺寸与原焊缝形貌一致,内补焊缝宽8~10 mm,余高1.2~1.5 mm,衬垫托举小车和衬垫对熔池成型起到明显作用,未形成焊瘤,内外补焊焊缝外观较好,母材与补焊焊缝过渡平缓。
(2) 无损检测。采用MAG 熔化极活性气体保护电弧焊时,气体流量过大或过小均会产生气孔缺陷。辽阳钢管根据批量焊接经验,确定保护气体的流速为20~25 L/min 时焊缝质量较好。补焊焊缝经超声波手工探伤和X射线拍片检查,发现补焊焊缝的质量符合API Spec 5L—2018《管线钢管规范》和GB/T 9711—2017《石油天然气工业 管线输送系统用钢管》要求。
(3) 力学性能。检测补焊焊缝的力学性能,发现补焊焊缝的抗拉强度、导向弯曲性能和焊缝冲击性能均满足API Spec 5L 和GB/T 9711 要求[6-8],具体见表3。

表3 Φ323.9 mm 螺旋缝埋弧焊管焊缝的力学性能
4 应用效果
设计的小直径焊管补焊装置已在Φ323.9 mm×6.4 mm 规格L360M 螺旋埋弧焊管生产中应用,使用效果显著。目前该小直径焊管补焊装置已使用3年,装置操作简单,补焊时无需调整,运行稳定,无故障率,为大批量小直径焊管的生产提供了保障,补焊焊缝的质量显著提高,补焊一次通过率由原来的不足50%提升至95%,减少了焊管的降级和判废[9-10],降低了生产成本。Φ323.9 mm×6.4 mm规格L360M 螺旋缝埋弧焊管补焊统计结果见表4。

表4 Φ323.9 mm×6.4 mm 规格L360M 螺旋缝埋弧焊管补焊统计结果
5 结语
设计的补焊装置可用于小直径焊管焊缝缺陷的修补;可解决补焊焊缝熔池成型不好的问题,通过衬垫改变内焊缝形貌;采用MAG 焊接工艺,解决了焊接飞溅问题,同时补焊焊缝质量和力学性能检验均满足API Spec 5L、GB/T 9711 等要求。小直径焊管补焊装置的应用降低了补焊劳动强度,提高了焊管补焊效率和质量。
猜你喜欢
国际骨科学杂志(2022年5期)2022-03-15
甘肃教育(2020年18期)2020-10-28
食品工业科技(2019年4期)2019-03-28
电子制作(2018年18期)2018-11-14
宝藏(2017年4期)2017-05-17
水利科技与经济(2016年7期)2016-04-25
焊接(2015年11期)2015-07-18
焊接(2015年5期)2015-07-18
太空探索(2015年9期)2015-07-12
世界海运(2015年8期)2015-03-11