
TFT-LCD阵列基板栅极半透掩膜版设计研究
2023-05-29 09:24乔亚峥沈鹭江鹏刘信丁俊
电子技术与软件工程 2023年7期
乔亚峥 沈鹭 江鹏 刘信 丁俊
(武汉京东方光电科技有限公司 湖北省武汉市 430040)
1 ADS显示模式
液晶显示技术作为目前市占率最高的显示技术,具有及其广阔的应用场景,其中先进的超维场转换技术(Advanced Dimension of Switching, ADS)显示模式具有宽视角、快响应和高对比度等优势,广泛应用于TFTLCD 行业[1-3]。在ADS 显示模式中,公共电极和像素电极均存在于Array 基板上,交叠面积构成像素的存储电容[4]。
目前,ADS 显示模式阵列基板制程按照掩膜版次数可划分为三种:6 道掩膜版、5 道掩膜版和4 道掩膜版工艺(如图1 所示)。从图中可以看到,公共电极(ITO)和栅极(Gate)的制程相邻,为第一/第二道掩膜版。采用栅极半透掩膜版,将两者合二为一,既减少了一张掩膜版,又减少了一次光刻制程,大幅度的缩短了生产周期,提高产能,降低成本[5]。
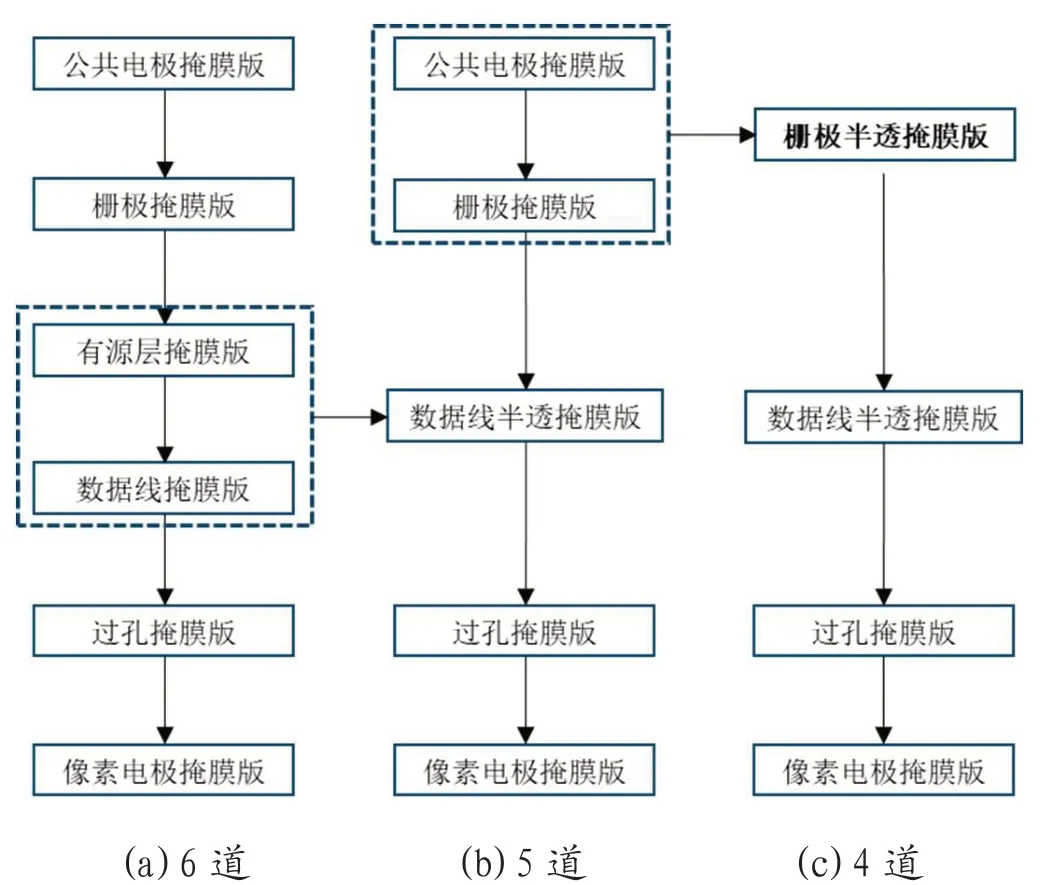
图1:阵列基板制程工艺
栅极半透掩膜版具有三种透光率:0%、100%及半透区。半透区透光率的设计,与掩膜版曝光量的选择、产能及工艺稳定性息息相关。本文对40%和45%透光率的栅极半透掩膜版进行系统性研究,详细分析了透光率对生产节拍、曝光特性、工艺稳定性及量产可行性的影响。
2 实验方法
2.1 样品制备
本文实验基板是康宁公司Eagle-XG 玻璃,尺寸为3370mm×2940mm,厚度0.5mm。以55UHD 掩膜版为实验载体,使用Nikon FX-103S 多镜头投影扫描式曝光机,在光刻胶(PR 胶)涂覆显影等(Track)条件相同下(如表1 所示),分别制取透光率40%、45%下的阵列基板样品。

表1:Track 主要工艺参数
2.2 测试方法
栅极半透掩膜版工艺完成后,采用SNU CDHT设备,测量各基板样品像素有效区域(Active Area,AA 区)半透光位置光刻胶剩余厚度(Half Tone THK,HT THK)、光刻后特征线宽(Development Inspection Critical Dimension,DICD),及外围电路扇形区(Fanout)DICD,并在光学显微镜下判定大板是否存在曝光不良。主要关注光刻后栅极距公共电极缝隙距离(Gate-ITO Space DICD)、光刻后栅极线宽(Gate Line DICD)、光刻后栅极间缝隙距离(Gate-Gate Space DICD)、光刻后公共电极间缝隙距离(ITO-ITO Space DICD),光刻后Fanout 区关键位置尺寸线宽(Fanout Line DICD、Fanout Space DICD、Fanout Pitch=Line+Space)。
为验证不同透光率的曝光工艺容忍度(Photo Margin),不同透光率掩膜版各位置设计有一系列特征线宽(Mask CD)条件,如表2、表3 所示。
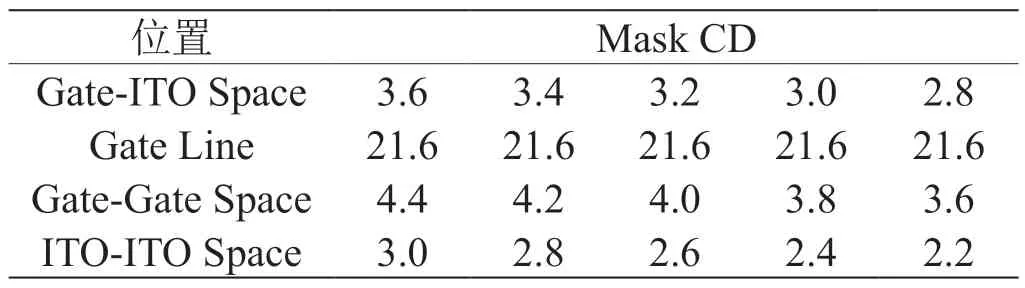
表2:AA 区Mask CD Split
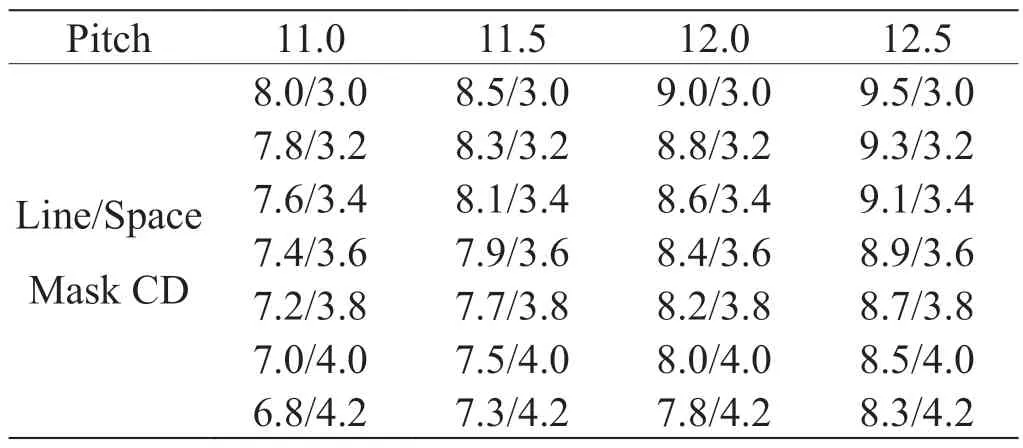
表3:Fanout 区Mask CD Split
3 光刻产能影响
表4 为不同曝光能量(Dose)下透光率40%、45%掩膜版对应的HT THK。测试现地以HT 5300Å 为中心管控值,当透光率40%提升至45%时,Dose 由41.5mj/cm2降低至32.0mj/cm2。

表4:不同曝光量下HT THK
根据Nikon FX-103S 曝光机特性及公式(1)、(2)、(3)可计算得出不同曝光区域(Shot)下的每区域曝光时间(Shot Time),如表5 所示。
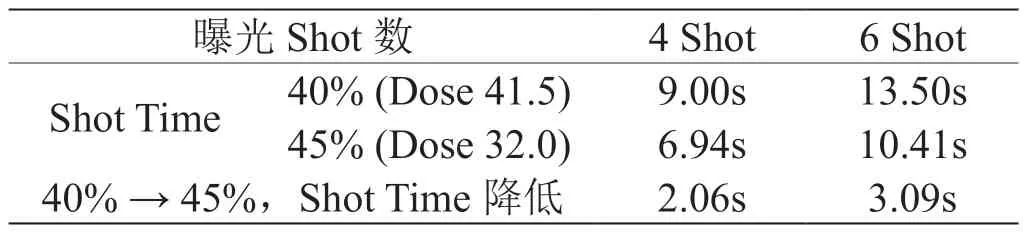
表5:不同曝光Shot 下Shot Time
栅极半透掩膜版半透区透光率40%提高至45%,曝光Shot Time 降低2~3s,搭配显影工艺优化,可实现光刻线整体生产节拍时间(Tact Time)降低2~3s,满产情况下测试现地产能可额外提升5%左右。
4 曝光特性分析
4.1 HT HTK/DICD vs Dose分析
图2、图3 分别为半透区透光率40%、45%下HT THK/DICD vs Dose 关系图。由图2、图3 可知,40%透过率下,Dose 每增加1mj/cm2,HT THK 减小443Å,全光刻胶(Full Tone)区Gate Line DICD单边减小0.06μm,半光刻胶(Half Tone) 区ITO-ITO Space DICD 单边增加0.09μm;45%透光率下,Dose 每增加1mj/cm2,HT THK 减544Å,Gate Line DICD 单边减小0.1μm 左右,ITO-ITO Space DICD 单边增加0.16μm,同时其工艺数据3σ 增大,生产过程稳定性较40%稍差。这是因为透光率提升,HT THK/DICD 对Dose 敏感性增强,生产时更易发生波动。
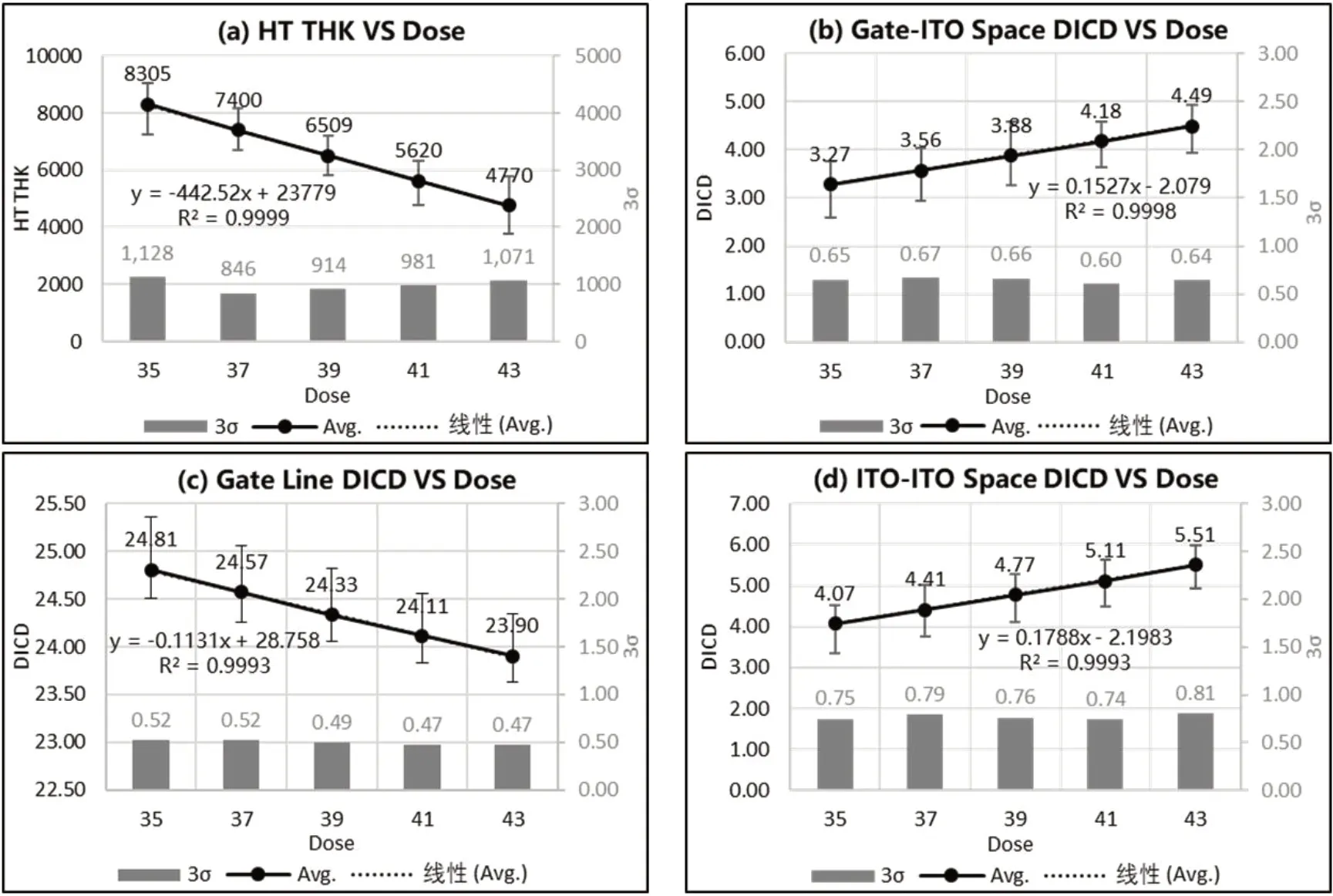
图2:透光率40% HT THK/DICD vs Dose
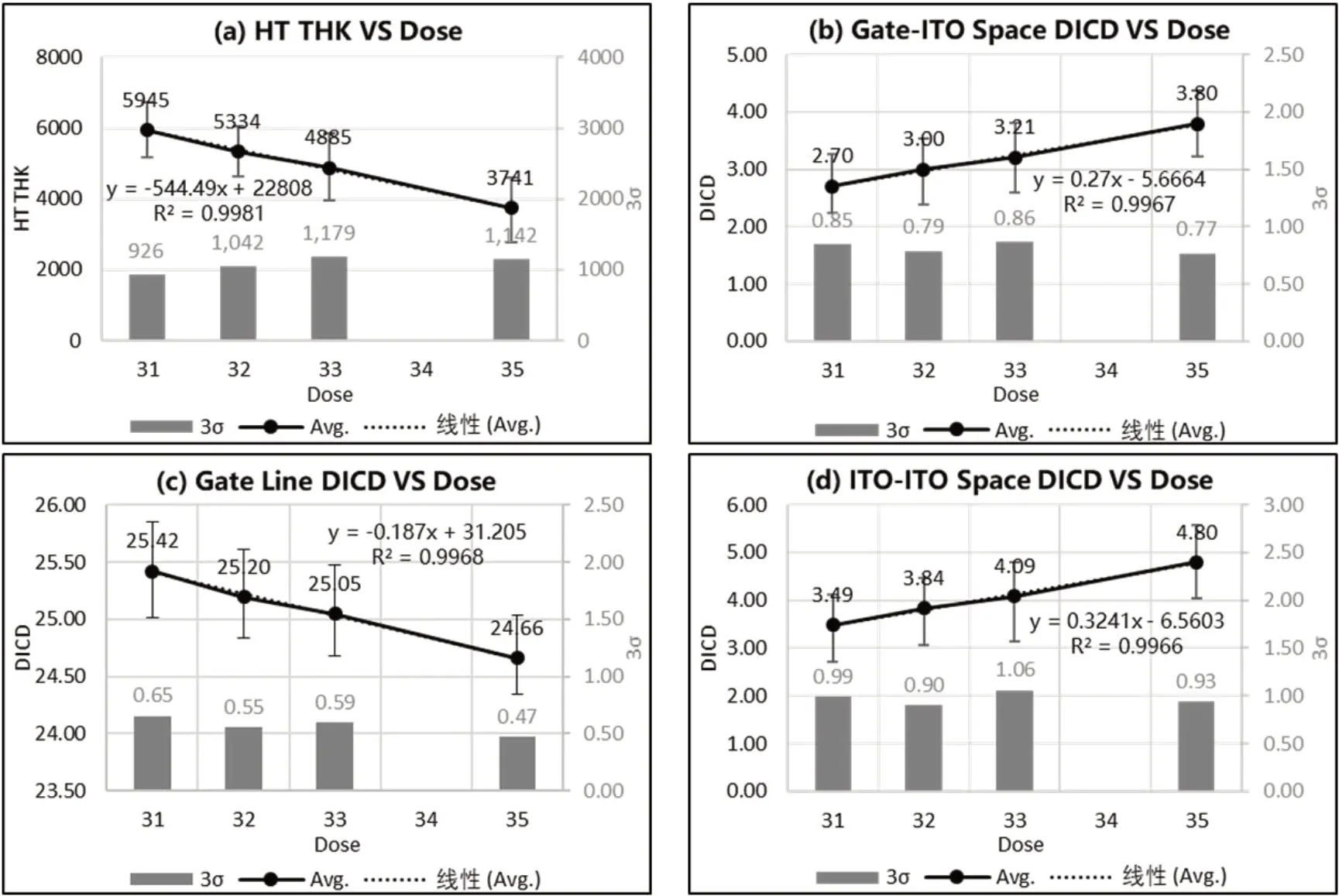
图3:透光率45% HT THK/DICD vs Dose
4.2 光刻偏差量(Photo Bias,即DICD–Mask CD)分析
栅极半透掩膜版工艺以HT THK 5300Å 为管控参数,0%透光区处于弱曝光状态,Mask CD 与DICD 不能满足1:1,收集Photo Bias,在新产品开发设计阶段进行Mask CD 预补正至关重要。
表6 为透光率40%、45%对应的Photo Bias。由表6 可知,由于45%透光率的Dose 降低,弱曝光趋势增强,其| Photo Bias |较40%增大1.3μm 左右,Mask CD预补正值增加。

表6:透光率40%、45%对应Photo Bias
4.3 光刻胶形貌分析
图4 为透光率40%、45%下光刻胶形貌。45%透光率弱曝光趋势增强,光刻胶坡度角降低14°,边缘较薄,在栅极湿刻工序中不稳定,易引起CD 波动。
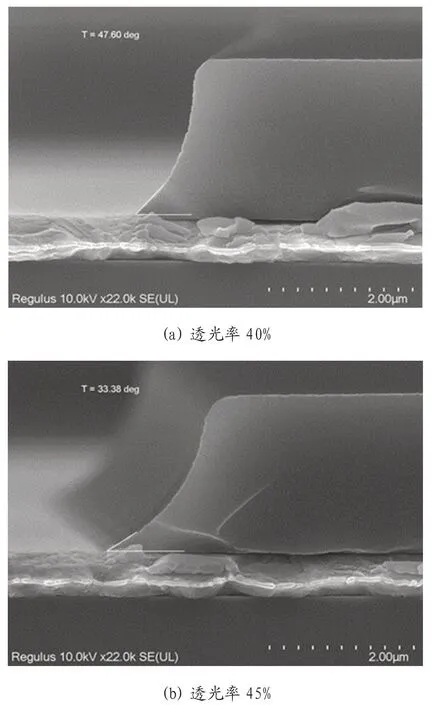
图4:光刻胶形貌
4.4 光刻余量(Photo Margin)分析
在量产管控水平(HT THK 5300±3000Å)下,以是否产生短路(Short)为Photo Margin 界限,根据各Mask CD Split 结果,判定统计透光率40%、45%对于不同图案:Gate-ITO Space、Gate-Gate Space、ITO-ITO Space及Fanout Space 的最小Mask CD,如表7 所示。

表7:透光率40%、45%对应Photo Margin
由于45%透光率的Dose 降低,弱曝光趋势增强,Space 更易发生Short,其Photo Margin 较40%变小,生产时对Dose 波动、HT THK 管控要求更加严格。
5 结论
本文采用40%和45%透光率的栅极半透掩膜版,详细分析了各透光率下的曝光特性、工艺波动性、生产节拍、量产可行性等,结果表明:
(1)45%透光率Dose 降低9.5mj/cm2,实现光刻线整体Tact Time 降低2~3s,测试现地产能可提升5%左右;
(2)45%透光率Mask CD 预补正值较40%增大1.3μm 左右,其生产稳定性稍差,更易发生CD 波动;
(3)45%透光率Photo Margin 变小,对Dose 波动、HT THK 管控要求更加严格。
高端产品,工艺稳定性要求高,需求品质优,可以选择40%透光率;中低端产品,工艺波动性容忍度大,考虑生产产能,可以选择45%透光率。
猜你喜欢
印制电路信息(2022年11期)2022-11-30
印制电路信息(2022年6期)2022-08-03
科技与创新(2022年11期)2022-06-13
新材料产业(2021年5期)2021-10-29
液晶与显示(2021年2期)2021-03-02
新材料产业(2019年10期)2019-12-23
世界地质(2019年2期)2019-02-18
光学精密工程(2016年4期)2016-11-07
光学精密工程(2016年3期)2016-11-07
淮南师范学院学报(2015年3期)2015-03-22
