
基于LabVIEW的旋转机械状态监测与故障诊断实验教学平台设计
2023-05-29 09:24于良陈晔
电子技术与软件工程 2023年7期
于良 陈晔
(浙江理工大学信息科学与工程学院 浙江省杭州市 310018)
随着科学技术的发展,旋转机械内部结构日趋复杂,发生故障的可能性和故障类型的复杂程度也在增加[1]。为了提高生产效率、保障设备的安全运行,针对设备运行状态的实时监测和故障诊断显得尤为重要。在实际生产过程中,旋转机械故障常常伴随异常的振动和噪声,如汽轮机、风机和水轮机等的振动,依据采集到的振动信号对设备运行状态进行监测和故障诊断仍是目前旋转机械设备日常维护和管理的主要手段[2]。
此外,由于部分旋转机械设备服役时间较长,在其设计之初并未考虑加装状态监测与故障诊断系统。而在现场施工完毕后光缆通讯线路已基本架设完成,重新铺设线路造价高、难度大。而基于无线传输模式的物联网架构受客观环境制约较小,其在通讯方式上更为灵活,具有更高的适应能力[3]。
综上所述,本文基于物联网架构采用无线网桥组网的方式实现网络层的数据传输,感知层通过加速度传感器获取的振动信号及声压传感器获取的音频信号监测设备工作状态,应用层采用奇异值分解(Singular Value Decomposition, SVD)[4]改进经验模态分解(Empirical Mode Decomposition, EMD)[5]的方式实现了对故障信号的故障特征增强,最终基于LabVIEW 平台开发了一套旋转机械状态监测与故障诊断实验教学平台[6]。该平台可供本科、研究生实验教学使用,有助于学生对相关知识的掌握,此外该平台还提供了常见的旋转机械设备故障公开数据集,可供学生后续开展故障识别、分类、预测等方面的科学研究。
1 实验教学平台总体设计
实验教学平台总体结构如图1 所示,该平台主体由基于物联网架构的硬件部分和采用LabVIEW 平台开发的软件部分组成。物联网架构感知层的传感器部分由电涡流传感器、内置IC 电路的加速度传感器、声压传感器构成,并通过综合数据采集控制模块来采集旋转机械设备对应测点的状态信息。
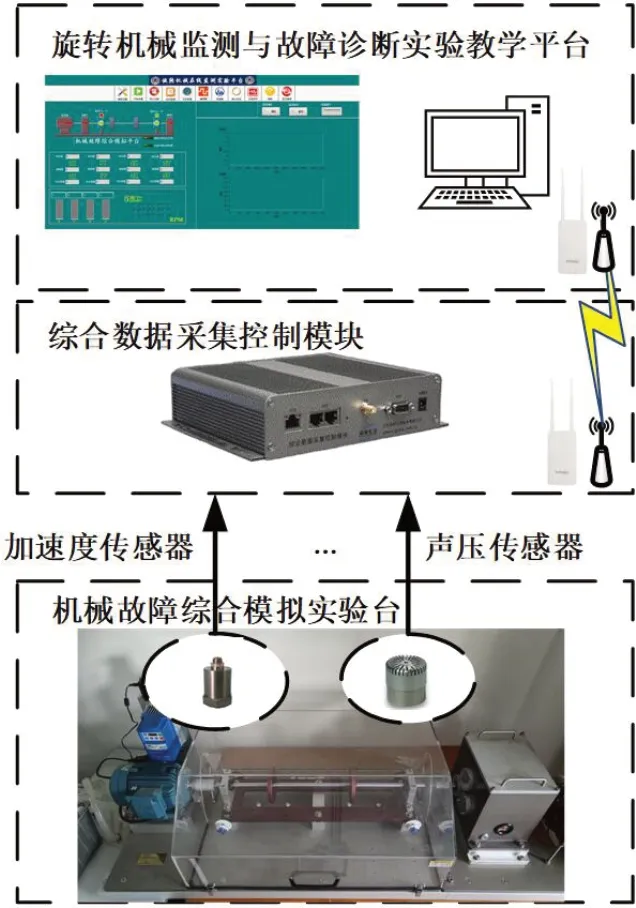
图1:旋转机械状态监测与故障诊断实验教学平台总体结构图
数据采集控制模块采用北京方控公司的SK2011 系列多功能综合数采模块,可实现16 通道同步采样,最高采样频率可达200 KSPS,其还可满足多台模块之间、多个通道之间的数据同步采集,该特点使得该实验教学平台未来应用于现场多测点、多设备背景下的旋转机械状态监测与故障诊断成为可能。网络层传输部分采用具有传输稳定、通信距离远、吞吐容量大、抗干扰能力强等特点的神脑公司ENS500 系列无线网桥进行搭建,其工作频段为5.18~5.825GHz,最大传输速率为300Mbps,可实现大容量数据的快速传输。应用层部分采用基于LabVIEW 的C/S 架构进行软件设计,数据保存采用微软关系型数据库SQL Server,数据库的引入为后续的数据维护与数据共享提供了便利条件。
2 SVD改进EMD的故障特征增强方法
在线监测部分为了实现实验教学平台能够快速判断出旋转机械设备的当前运行状态,引入时域信号参数作为其运行状态的标识。通过峰峰值、峭度值、均方根值、峭度指标等特征参数实现对各测点状态的实时在线监测[7],当设备某个测点的振动测量时域特征参数超出设定阈值时,系统报警并保存异常数据。
在故障诊断部分,针对在线监测过程中得到的异常数据,目前普遍采用EMD 方法提取信号的故障特征,该方法具有较高的自适应性,针对于非线性、非平稳时域信号的处理能力较强。其方法本质是将待处理信号分解为若干个固有模态函数(Intrinsic Mode Fuction,IMF)及余项之和的形式。在应用该方法实现故障特征提取时,为了避免EMD 方法中的端点效应问题对分解结果的影响,采用镜像延拓加余弦窗的方式实现对EMD 待处理信号的预处理[8]。
除此以外,在旋转机械设备的故障早期,其故障信号通常比较微弱,而且信号中混有大量的背景噪声,信噪比较低,很难准确提取出信号的故障特征。而采用SVD 方法可以有效的将噪声与信号分离,提高故障信号的信噪比,此外该方法还可有效消除高频谐波对EMD分解结果的影响。文献[4]中详细阐述了SVD 降噪原理与重构矩阵有效秩阶数的选择方法,根据其提出的方法构造(N/2+1)×N/2 阶的Hankel 矩阵,有效奇异值的个数选取采用差分谱单边极大值准则,通过信号重构实现对故障信号的降噪。
综上所述,本平台采用基于SVD 改进EMD 的方法进行故障特征的提取[9],其方法具体实现过程如图2 中所示。SVD方法可以有效的将背景噪声与故障信号分离,针对降噪后的信号采用EMD 方法对其进行分解,通过对IMF 分量加和重构的方式得到特征增强的故障信号,便于后续应用频谱分析手段判断设备的故障类型。
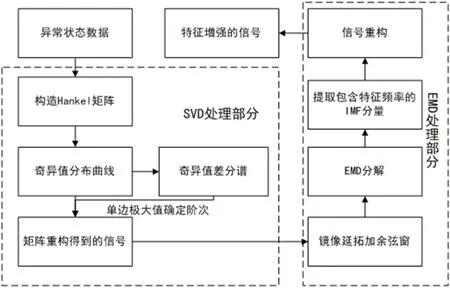
图2:SVD 改进EMD 处理方法原理图
3 实验教学平台软件部分的实现
旋转机械监测与故障诊断实验教学平台采用基于C/S 结构架构进行设计,以LabVIEW 为软件开发平台,数据存储部分以局域网内一台安装SQL Server 数据库的固定IP 服务器作为振动信号的存储终端,并借助ODBC 技术实现局域网内的数据访问功能,满足各测点状态数据、平台相关设定参数的存储与数据共享。
平台软件部分实现了机械故障综合模拟平台各个监测点位的时域特征参数实时处理与显示,根据阈值比较结果采用红、黄、绿三种颜色来标示对应测点的运行状态。当设备时域特征参数高于报警值时,系统以声光警报的方式提示设备出现异常,同时将该异常信号的原始数据存储于数据库对应的数据表中。针对异常数据,实验人员可通过平台实现的SVD 改进EMD 方法得到故障特征增强的信号,结合频谱分析可实现对旋转机械设备早期故障类型的综合判断。此外,实验教学平台中还提供了趋势分析、轴心轨迹图等模块,以实现对设备异常状态的监测与分析。
3.1 键相信号处理与转速获取
转速测量作为获取设备状态信息的重要手段,可通过在被测转轴上设置凸键或凹键进行实现。当键相槽转到传感器探头对应的位置时,探头与被测面的距离瞬间改变,传感器产生一个脉冲信号,转轴每转一周就会产生一个脉冲信号[10]。由于实际采集到的键相信号有一定宽度,如何精准确定脉冲到达的时间点对于转速测量尤为重要,平台中转速测量的实现采用过零点技术确定参考电平位置,将采集到的鉴相信号的均值确定为参考电平,并将归一化后的键相信号上升沿所在位置确定为脉冲到达时刻位置。根据两个脉冲上升沿位置对应的时间间隔及脉冲个数即可实现针对旋转机械设备的转速测量。
3.2 声音信号处理
传统检测手段通常需要依靠有经验的运行维护人员用一根听音棒完成对设备状态的判断,而对于工作在复杂环境下的机械设备,维护人员因为某些客观因素无法通过声音完成对设备状态的判定,而通过布置在设备附近的声压传感器可替代维护人员实现远程在线实时听音。通过LabVIEW 中自带的图形与声音功能集合中的相关模块完成所采集到的声音信号的还原与音量调节。实现了远程状态下对旋转机械设备的监听,其采集到的声音信号也为本科生、研究生后续进行基于音频信号分析的故障识别算法研究提供了数据基础。
3.3 数据存储的实现
当旋转机械设备时域参数监测异常发生时,系统将异常时间点后5min(可人为设定)的数据以电子表格文件的形式保存以完成数据的快速存储,写入的内容包括数据的顺序标识、采样时刻、信号采样频率以及信号的原始数据。如图3 中所示,在电子表格文件转存至数据库操作中,利用ODBC 技术可实现对局域网内任意一台服务器的数据库进行访问,通过格式化批量文件导入语句bulk insert 可实现文件数据的快速存储。此外,针对未能及时入库的数据文件,在设备处于空闲状态时平台可实现该部分数据的二次入库操作。由于数据在电子表格文件生成时采用了依次递增的数据文件顺序标识,在数据读取与分析时只需针对该字段进行排序便可保证数据的连续性。
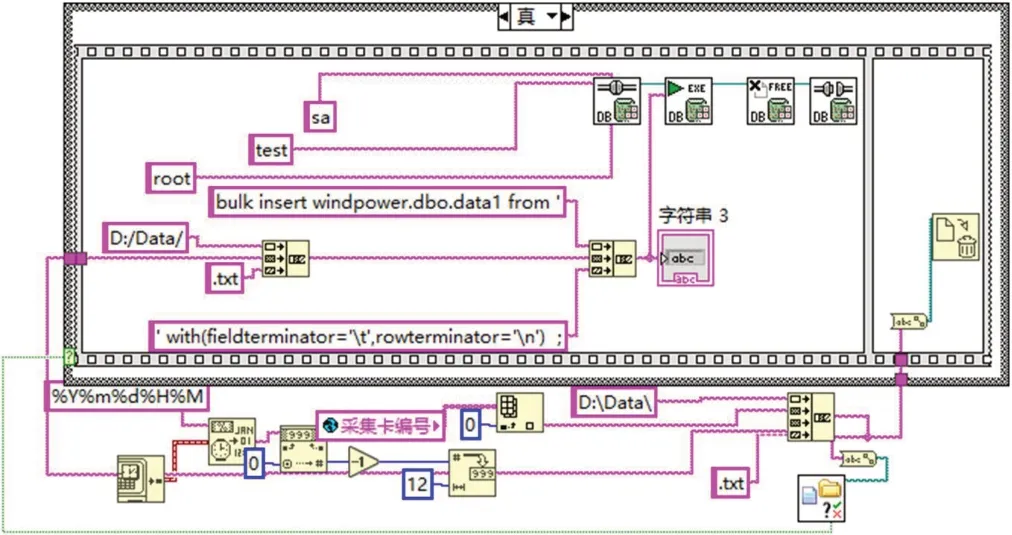
图3:异常数据文件的快速存储入库实现框图
4 实例对象验证分析
为了验证该实验教学平台的有效性,采用N205 型的轴承外圈故障信号进行验证,该轴承的滚子数为12,轴承节圆直径为39mm,滚动体直径为7.5mm,压力角为0,信号采样频率为12.8KHz,转速为1440r/min,取故障信号中的3000 个数据点进行分析。根据轴承外圈故障特征频率公式进行计算可得其对应的特征频率为:
对于该轴承外圈故障数据,采用SVD 算法进行降噪,根据单边极大值法则进行重构奇异值的阶数选择,降噪后的信号通过EMD 方法进行特征提取,由于轴承故障信号主要表现为冲击信号,其主要故障频率成分主要分布于前几个IMF 分量中,本次采用IMF1 作为故障特征增强信号进行频谱分析。
图4 为采用SVD-EMD 处理后的故障信号在实验教学平台中进行包络谱分析的结果,从图中可以明显看出其中存在一个频率为116.2Hz 的峰值,该峰值频率与轴承外圈故障特征频率相吻合。此外包络谱分析结果中还存在对应于轴承外圈故障特征的二倍频231.4Hz、三倍频350.86Hz、四倍频466.06Hz 和五倍频582.26Hz 的频率成分,符合轴承外圈故障的特征,进一步说明了该实验平台在故障特征分析方面的准确性和有效性。
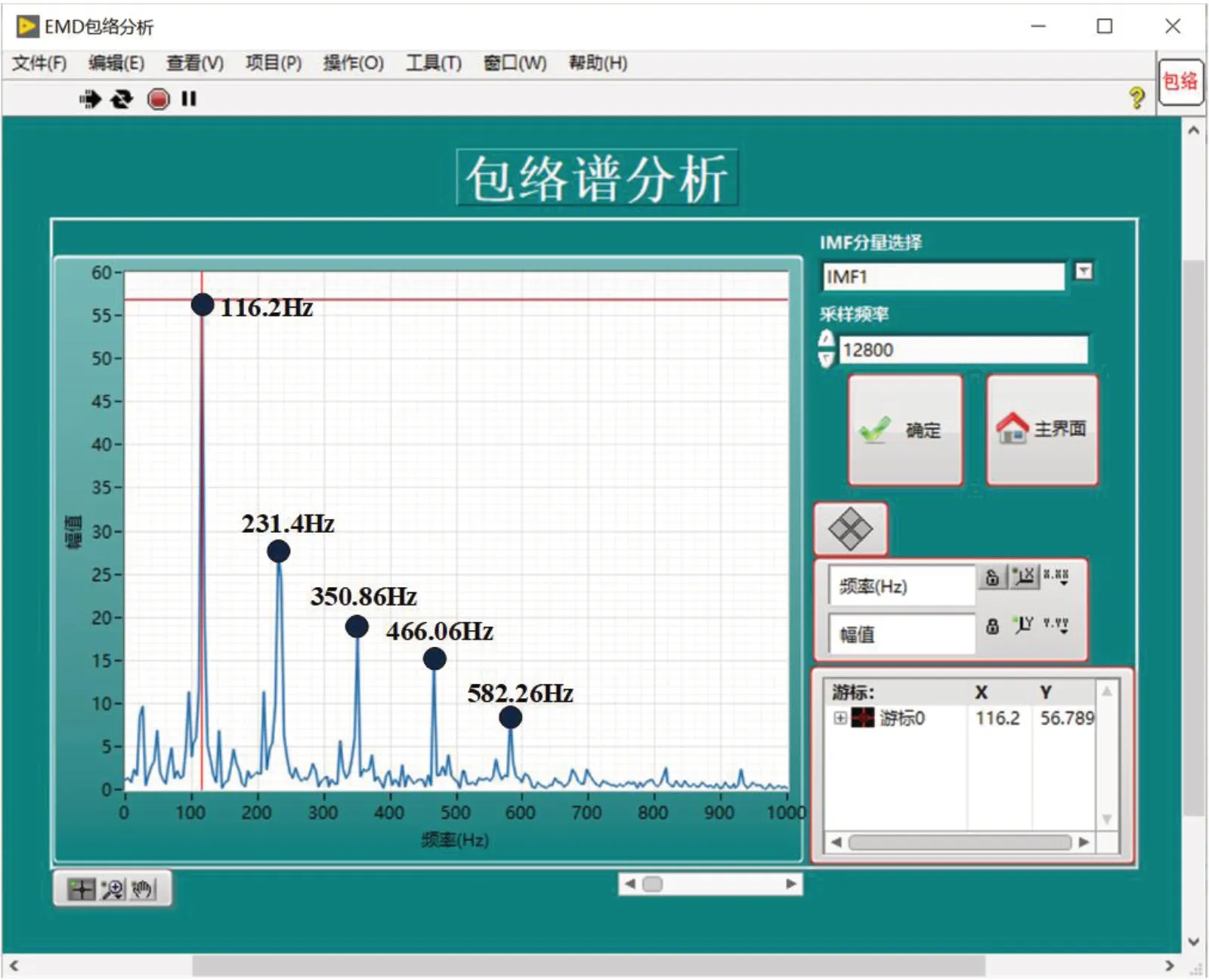
图4:N205 轴承外圈故障包络谱分析结果图
5 结束语
本文设计的旋转机械状态监测与故障诊断实验教学平台充分利用了物联网架构的优势,通过搭建无线网桥的方式实现数据传输,节约成本并且克服了环境的制约;信号处理方面,结合时域指标分析、SVD 改进EMD 方法的故障特征分析、频谱分析,实现了对于旋转机械设备的状态监测与故障诊断,为设备安全、稳定运行提供了有力支持;在传感器应用方面,平台采用声音传感器代替原有的听音器,解决了部分设备受客观条件制约而无法实现对设备的人工听音诊断问题,同时也为后续开展声音信号分析提供方便。此外,在学生培养方面,平台为学生接触了解故障诊断方法提供条件,并为其后续针对故障类型识别、分类及预测等方面的自主学习研究提供了坚实基础,真正达到了培养人才的目的。
猜你喜欢
江苏安全生产(2022年7期)2022-08-24
物理之友(2020年12期)2020-07-16
中国教育技术装备(2016年11期)2016-12-01
设备管理与维修(2016年7期)2016-04-23
重庆工商大学学报(自然科学版)(2015年10期)2015-12-28
振动、测试与诊断(2014年5期)2014-03-01
机械与电子(2014年1期)2014-02-28
河南科技(2014年3期)2014-02-27
