低银BAg10CuZnSnInNd 钎料组织与性能
2023-06-02 12:44余丁坤薛鹏陈融黄世盛王萍唐卫岗
焊接学报 2023年4期
余丁坤,薛鹏,2,陈融,黄世盛,王萍,唐卫岗
(1.杭州华光焊接新材料股份有限公司,杭州,311107;2.南京理工大学,南京,210094)
0 序言
银钎料是目前应用最为广泛的一类硬钎料,具有熔点适中,流动性好等优点,同时银钎料自身的强度高,塑性好,导电性、导热性和耐蚀性能优良,在航空航天、家用电器、汽车工业等众多领域具有广泛的应用[1-3].
为了进一步降低银钎料的熔点并提升其综合性能,研究人员开发出了AgCuZnCd 钎料.加入Cd 元素后,钎料的固液相线显著降低,熔化区间减小,钎料的流动性能得到了明显改善,同时还能保持较好的塑性[4].因此在所有银钎料中,含镉银钎料的综合性能最好、价比最高,被广泛应用于各类家用电器以及空调制冷设备的生产中.然而,镉元素属于工业生产中的主要有毒重金属元素之一,含镉银钎料在生产和使用过程中产生的镉蒸汽对人体和自然环境具有极大的危害,含镉银钎料的替代产品也成为了急需解决的问题[5-7].
考虑到无镉银钎料的成本问题,研究者们期望研发出具有较低银含量和优良综合性能的“环境友好型”银钎料.为解决当钎料中银含量降低时,钎料的力学性能随之大幅度下降的问题,目前研究者们主要通过微合金化的方式进行改善.现有无镉银钎料的成分主要是在 AgCuZn 系列钎料的基础上添加Sn,Ni,Ga,In,稀土元素等形成多元钎料合金[8-10],其中In 元素和Ga 元素熔点较低,可以有效降低钎料的熔点并通过固溶强化提高钎料的性能.而稀土元素具有独特的物理和化学性质,其原子半径较大且活性较高,微量添加即可显著改善钎料的性能.
文中向低银BAg10CuZnSn 钎料中添加微量In 元素和Nd 元素改善钎料性能,并通过火焰钎焊获得304 不锈钢/304 不锈钢和304 不锈钢/紫铜的钎焊接头,研究了In 元素和Nd 元素的添加对新型低银钎料组织和性能的影响,以期研发出具有较低成本、较好综合性能的新型无镉银钎料.
1 试验方法
采用质量分数99.9 %的金属银、铜、锌、锡、铟且质量分数99.5%的金属钕作为原材料,制备含不同In,Nd 元素含量的AgCuZnSn 无铅钎料.制备过程中首先真空冶炼(真空度不高于5 × 10-3Pa)制备Cu-Nd 中间合金避免Nd 元素的氧化,然后采用中频炉(频率600 Hz,功率110 kW)熔炼,使用硼砂作为覆盖剂.对钎料合金进行降温、浇铸、冷却,制成丝材和块状进行后续试验,钎料的具体成分如表1 所示.
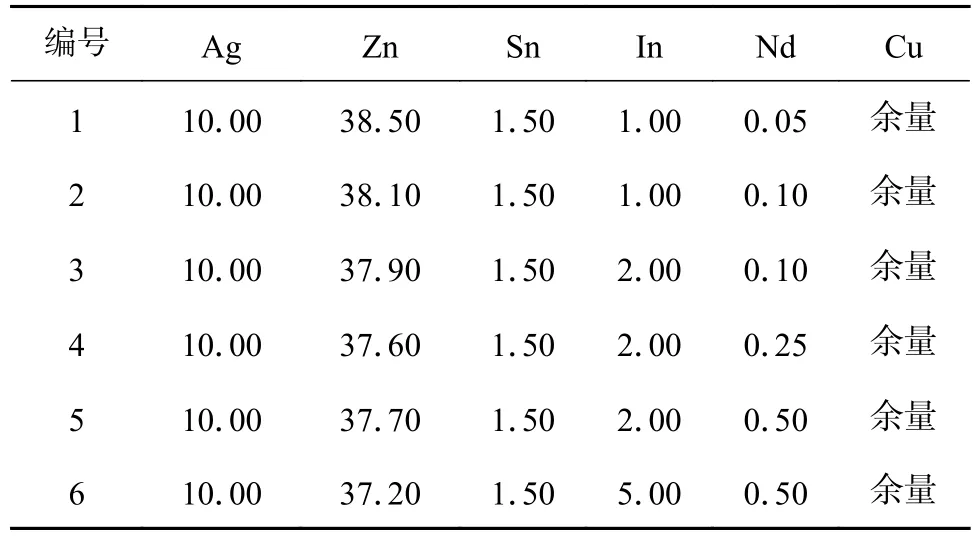
表1 BAg10CuZnSnInNd 钎料成分(质量分数,%)Table 1 Compositions of BAg10CuZnSnInNd filler
采用差热分析仪测试钎料的固相线和液相线温度,加热速度和流速分别为10 ℃/min 和200 mL/min.将块状钎料进行切割、镶嵌、粗磨、精磨、抛光、腐蚀后,使用Quanta250 型扫描电子显微镜(scanning electron microscope,SEM)对试样进行组织观察,并通过自带的能谱仪(energy dispersive spectroscopy,EDS)分析组织中相关物相的成分.
根据标准GB/T 11364—2008《钎料润湿性试验方法》进行钎料在304 不锈钢和紫铜上的铺展试验,所使用的钎剂为FB102.试验前需要对试样进行机械清理,试验过程中将钎料(0.2 g)置于母材中央,将试样放入马弗炉中在850 ℃下保温1 min,取出试样并进行清洗、拍照,使用Image pro-Plus 软件分别计算钎料在304 不锈钢和紫铜上的铺展面积.
根据标准GB/T 11363—2008《钎焊接头强度试验方法》测试低银BAg10CuZnSnInNd 钎料火焰钎焊304 不锈钢/304 不锈钢和304 不锈钢/紫铜的接头强度.在室温下使用万能拉伸试验机进行测试,加载速率为5 mm/min.每种钎焊接头均测试5 个试样,取平均值作为其抗剪强度.
2 试验结果与分析
2.1 低银BAg10CuZnSnInNd 钎料熔化特性
BAg10CuZnSnInNd 钎料的固、液相线温度测试结果如图1 所示.从图1 可以看出,当钎料中In 元素的添加量相同时,Nd 元素添加量的增加对钎料的固、液相线温度影响并不明显.当In 元素的添加量为2%时,即使Nd 元素的添加量从0.1%增加到0.5%,钎料的固、液相线温度依然没有明显的变化.而当钎料中的Nd 元素添加量相同时,In 元素添加量的增加则会对钎料的固、液相线温度产生明显的影响.
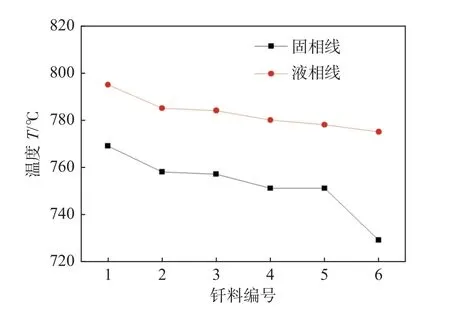
图1 BAg10CuZnSnInNd 钎料的熔化特性Fig.1 Melting property of BAg10CuZnSnInNd filler metal
当In 元素的添加量达到5%时,钎料的固、液相线温度最低,分别降低至729,775 ℃,说明钎料的固、液相线主要受In 元素的添加量影响.与以往的研究结果类似[11],由于In 元素的熔点较低,向钎料中添加大量的In 元素可以显著降低钎料的固、液相线,而稀土元素普遍熔点较高,对钎料固、液相线的影响不明显.但考虑到In 元素的价格较高,过量添加会提高钎料的生产成本,综合钎料的固、液相线温度考虑,钎料中In 元素的添加量应控制在不超过2%.
2.2 低银BAg10CuZnSnInNd 钎料的铺展性能
图2 为BAg10CuZnSnInNd 钎料在304 不锈钢和紫铜上的铺展性能测试结果.从图2 可以看出,适量In 和Nd 元素的添加可以显著改善钎料的铺展性能.当In 元素的添加量为1%时,随着Nd 元素添加量的增加钎料的铺展面积增大.当In 元素的添加量达到2%,Nd 元素的添加量达到0.1%时,BAg10CuZnSnInNd 钎料在304 不锈钢和紫铜上的铺展面积均为最大,分别为329,381 mm2.进一步增加In 元素和Nd 元素的添加量后,钎料在304 不锈钢和紫铜上的铺展面积反而减少.这是由于稀土元素是表面活性元素,钎料中的Nd 元素会大量聚集在熔融钎料表面并优先与氧发生反应,从而降低熔融钎料的表面张力.添加过量Nd 元素后,发生氧化反应产生的氧化渣会对熔融钎料的表面张力产生不利影响.因此,当钎料中Nd 元素的添加量超过高于0.25%后,钎料在304 不锈钢和紫铜上的铺展面积均有所下降.
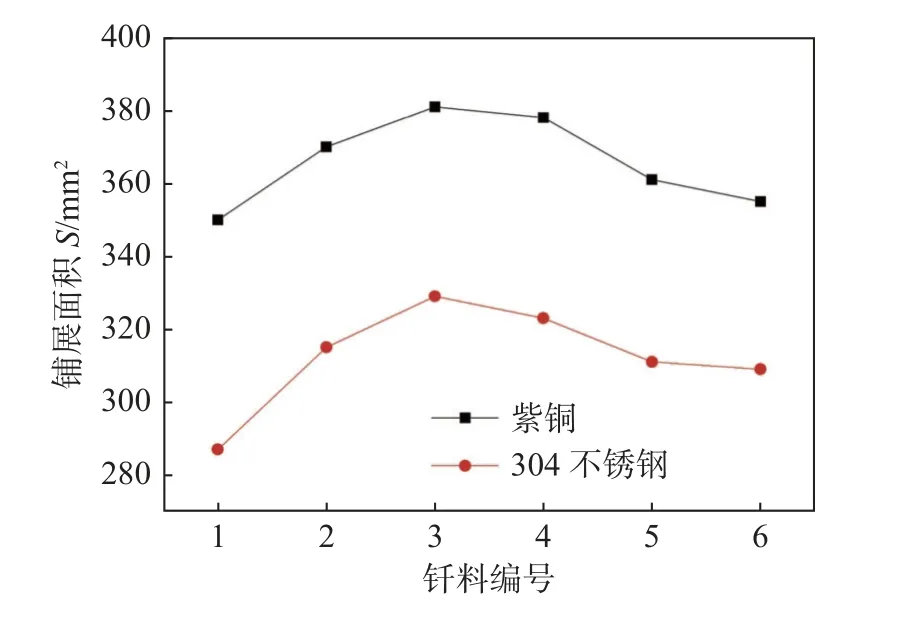
图2 BAg10CuZnSnInNd 钎料的铺展面积Fig.2 Spreading area of BAg10CuZnSnInNd filler metal
2.3 低银BAg10CuZnSnInNd 钎料显微组织
图3 为添加In 和Nd 元素后低银BAg10CuZn-SnInNd 钎料的显微组织.AgCuZn 钎料的基体组织主要由银基固溶体、铜基固溶体和Cu-Zn 金属间化合物组成[12].当钎料中的In 元素不超过2%且Nd 元素不超过0.1%时,钎料组织得到了明显细化.
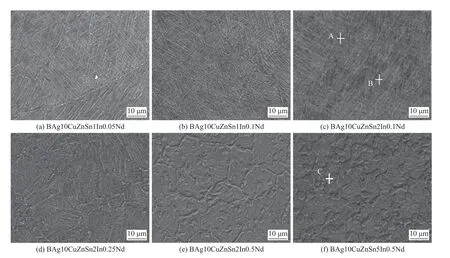
图3 BAg10CuZnSn-InNd 钎料的显微组织Fig.3 Microstructure of BAg10CuZnSn-InNd filler metal.(a) BAg10CuZnSn1In0.05Nd;(b) BAg10CuZnSn1In0.1Nd;(c)BAg10CuZnSn2In0.1Nd;(d) BAg10CuZnSn2In0.25Nd;(e) BAg10CuZnSn2In0.5Nd;(f) BAg10CuZnSn5In0.5Nd
结合表2 的能谱结果可以发现,A 点针状相的成分为Ag,Cu,Zn 3 种元素,而B 点条状相的成分为Ag,Cu,Zn,In 元素,其中Cu 元素和Zn 元素的原子分数相近且远高于其它元素.结合Ag-Cu-Zn 相图可以得出,针状相的主要组成应为银基固溶体和铜基固溶体,条状相应为Cu-Zn 金属间化合物和铜基固溶体.
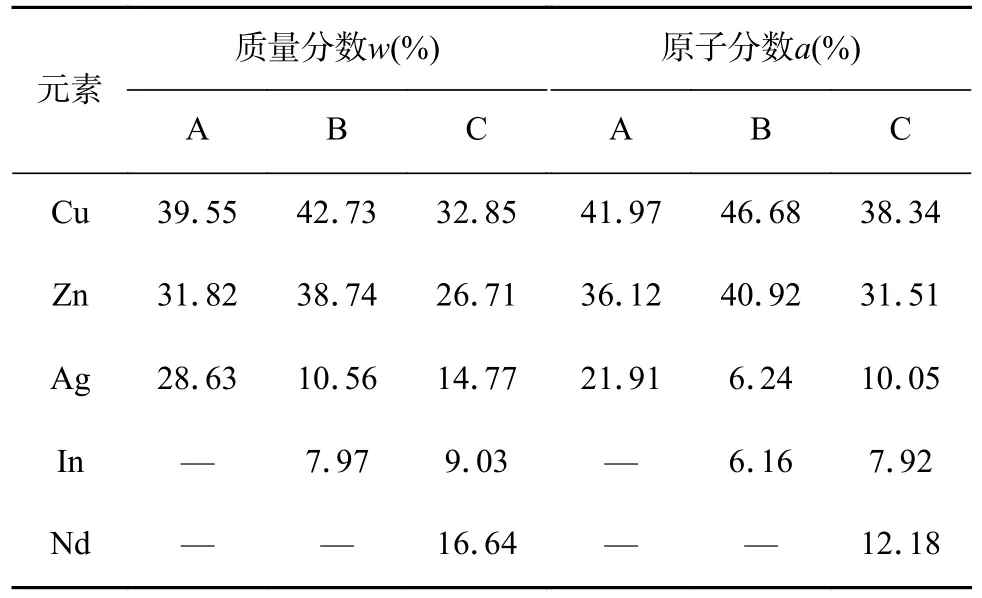
表2 BAg10CuZnSnInNd 钎料的能谱分析结果Table 2 EDS results of BAg10CuZnSnInNd filler metal
进一步添加In 元素和Nd 元素后,当钎料中的In 元素超过2%且Nd 元素超过0.25%后,钎料组织变得粗大.在此基础上,当钎料中的In 元素达到5%且Nd 元素达到0.5%后,出现了明显的大尺寸块状相,能谱结果发现C 点出现了In 元素的富集.结合相图和以往的研究结果可知,微量In 元素可以形成银基固溶体、铜基固溶体和以Cu-Zn 化合物为基的二次固溶体[13].但是In 元素的固溶度很有限,而过量的In 元素会在钎料组织形成Cu4In 和Ag9In4金属间化合物,结合C 点的各元素的原子分数可以认为C 点应包含Cu4In,Ag9In4和Cu-Zn 金属间化合物等.除此之外,C 点的能谱结果还说明该处组织中出现了稀土元素的富集.
根据 Hume-Rothery 准则[14],当两种原子的半径差值达到或超过14%~ 15%时,两种元素之间的固溶度极为有限,其更倾向于形成化合物.其中Nd,Ag,Cu,Zn,In 元素的原子半径分别为 1.821,1.34,1.17,1.25 Å和1.44 Å,Nd 原子与其它原子的半径差均超过了20%.因此Ag10CuZnSnInNd钎料中的Nd 元素很难固溶于铜基固溶体以及银基固溶体中,其在钎料基体中更倾向于形成化合物.根据相图和以往的研究结果,Nd 元素能够形成Sn-Nd,Cu-Sn-Nd 等多种金属间化合物[14],因此D 点应为稀土相和金属间化合物的混合相.由于Nd 元素的原子半径较大,向钎料中添加适量Nd 元素后,Nd 元素会聚集在晶粒生长时固液界面的前沿,阻碍晶粒的长大,细化钎料组织.但过量Nd 元素的添加会导致稀土相和金属间化合物的生成,从而恶化钎料组织.同时稀土相和金属间化合物均为脆性相,大量脆性相的生成对钎焊接头的力学性能也会产生不利影响,因此钎料中In 元素的添加量应不超过2%,同时Nd 元素的添加量应不超过0.25%.
2.4 低银BAg10CuZnSnInNd 钎焊接头力学性能
图4 为添加不同In 和Nd 元素的BAg10CuZn-SnInNd 钎料钎焊304 不锈钢/304 不锈钢的接头抗剪强度.所有试样均断裂在钎缝处.从图4 可以看出,随着In 和Nd 元素添加量的增加,钎焊接头的抗剪强度呈现先上升后下降的趋势.当In 元素的添加量为1%时,随着Nd 元素添加量的增加钎焊接头的抗剪强度有所提高.当In 元素的添加量达到2%,Nd 元素含量达到0.1%时,钎焊接头的抗剪强度最大为430 MPa,说明适量In 和Nd 元素的添加均可以明显改善钎焊接头的抗剪强度.
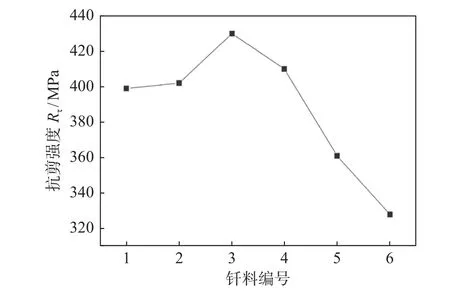
图4 BAg10CuZnSnInNd 钎焊接头的抗剪强度Fig.4 Shear strength of BAg10CuZnSnInNd brazed joints
当钎料中的In 元素超过2%且Nd 元素超过0.25 %后,钎焊接头的抗剪强度有所降低,并且随着In 元素和Nd 元素添加量的增加,钎焊接头的抗剪强度继续降低.结合钎料基体组织的变化可以看出,过量In 元素和Nd 元素的添加使得钎料组织发生粗化并生成大量脆性金属间化合物,导致钎焊接头出现缺陷,降低了钎焊接头的抗剪强度.
在304 不锈钢/紫铜的钎焊接头强度测试过程中,所有试样的断裂位置均发生在紫铜处,说明钎焊接头的强度均大于紫铜,添加适量In 元素和Nd 元素的BAg10CuZnSnInNd 钎料可以满足钎焊304 不锈钢/紫铜的力学性能要求.
3 结论
(1) In 元素可以显著降低BAg10CuZnSnInNd钎料的固、液相线温度,而Nd 元素对钎料的固、液相线温度没有明显的影响.适量In 元素和Nd 元素的添加可以显著提高BAg10CuZnSnInNd 钎料在304 不锈钢和紫铜上的铺展面积,当In 元素和Nd 元素的添加量分别为2%和0.1%时铺展面积最大为329 和381 mm2.
(2) 适量In 和Nd 元素的添加可以细化BAg10-CuZnSnInNd 钎料的显微组织,当In 和Nd 元素的添加量分别为2%和0.1%时钎料组织最为细化.而过量添加In 和Nd 元素后,钎料组织中出现了富铟相和稀土相.
(3) 适量In 和Nd 元素的添加可以显著提高BAg10CuZnSnInNd 钎料钎焊304 不锈钢/304 不锈钢接头的抗剪强度,当In 和Nd 元素的添加量分别为2%和0.1%时,接头的抗剪强度达到最大值430 MPa.
猜你喜欢
小学生必读(低年级版)(2021年3期)2021-05-12
建材发展导向(2020年15期)2020-11-26
工业催化(2020年5期)2020-06-23
四川水泥(2019年9期)2019-02-16
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年2期)2015-07-18
四川师范大学学报(自然科学版)(2015年1期)2015-02-28