
浅谈激光焊接技术在汽车制造的应用
2023-06-03 09:43孙春玲天鹤汽车模具有限公司
锻造与冲压 2023年10期
文/孙春玲·天鹤汽车模具有限公司
马武艺·开封市测控技术有限公司
目前激光焊接在汽车车身冲压件开发中的应用主要体现在激光拼焊板,可实现不同材质、料厚、涂层的钢材形成一块整体的材料,更好地满足零部件对材料性能的不同要求,用最轻的重量、最优结构和最佳性能实现车身轻量化与降本、推广及应用,同时还降低了汽车冲压件模具开发成本、设计工艺分析、制造等的研发成本。
激光焊接的优点
激光焊接属于熔融焊接,通过能源激光束完成对接接头的焊接。其焊接产生的热量可降到最低,热影响区范围小,热变形区最小。
以上优势决定了其在汽车冲压件生产中的重要性,因为汽车冲压件在生产过程中对板料的平整度要求非常高,激光拼焊板的焊接变形量可以满足冲压件生产需求。冲压件在生产过程中直接通过成形翻边工艺对料片进行成形性加工,因此对板料的平整性要求更高,同时激光拼焊板的供应质量要求会更高。为了减少板料变形及提升生产效率,钢厂通常会采取先焊接后裁剪的方式,减少焊接带来的变形量,规避焊接接头熔融性差、漏焊、焊缝开裂等不良质量问题。
激光焊在汽车结构件中的应用
就以现有常用的激光焊板料内板制件中的几种进行举例说明,例如顶盖横梁、轮罩加强内板、前围板加强板等均采用薄板与厚板进行激光拼焊来满足其在车身强度功能上的需求。
图1 为某车型车顶盖横梁激光拼焊件,其为厚度不等且板料牌号相同,210P1 激光拼焊板,最厚板料为1.0mm,最薄板料为0.7mm。

图1 顶盖横梁激光拼焊件(板厚0.7mm+1.0mm+0.7mm)
图2 为某车型轮罩加强内板激光拼焊件,其为厚度不等,板料牌号相同,HC260YD+Z-50/50-M 激光拼焊板,最厚板料为1.0mm,最薄板料为0.8mm。

图2 轮罩加强内板激光拼焊件(板厚1.0mm+0.8mm)
图3 为某车型前围板加强板激光拼焊件,其为厚度不等,板料牌号相同,HC420/780DP 激光拼焊板,最厚板料为2.0mm,最薄板料为0.8mm。

图3 前围板加强板激光拼焊件(板厚2.0mm+0.8mm)
某车型前围板加强板难题攻关
激光拼焊板的应用提高了整车轮罩、前围、顶盖的精度,使整车匹配调整节约时间、降低人工成本。但该种生产方案对模具开发造成了比较大的困难,特别如图3 前围板加强板,板料厚度断差较大,工艺分析制件回弹量大。对设计过程的CAE 分析要求较高,同时还对设计人员的回弹补偿技术要求较高。在该件开发中棱线成形易出现R 角不顺、薄板区域强度不足问题、焊接总成变形。
攻关1:根据生产过程中出现的问题,专门作出了工艺补偿分析,并在开发初期进行回弹补偿解决。
攻关2:图4 为针对图3 所示的某车型前围板加强板激光拼焊件的不等厚冲压回弹补偿分析,灰色制件部位为需补偿回弹面。

图4 前围板加强板激光拼焊件做回弹补偿分析
该件在回弹补偿完整后正产出件,精度可以满足要求,但是面临的薄板区域因无加强筋造成其回弹、强度不足,且因为薄板与厚板断差超过薄板的厚度造成的焊接总成变形问题需要进一步提出解决措施。
攻关3:图5 为针对图3 某车型前围板加强板激光拼焊件总成焊接变形对单件面差进行三坐标数据打点,针对图5 红圈内部位进行平行差整改,最终整改结论为-0.5 至0 的面差范围,即可满足总成焊接需求,并能解决焊接变形问题。该问题需要对模具进行手工补焊研合,进行制件回弹补偿。
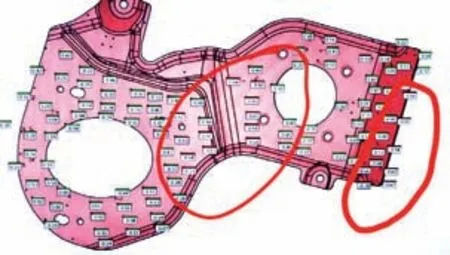
图5 前围板加强板激光拼焊板三坐标数据
总结:通过以上各个攻关过程,该件已经具备量产焊接需求,并解决了总成焊接变形问题。同时也为我们后期开发新产品提供了新的开发思路及技术改进方向,有助于提升我们冲压件开发质量及降低模具开发成本。给模具制造商及零部件供应商带来降本、增效、工艺优化等利益,也对环境保护做出了一定的贡献。
激光拼焊的未来发展
激光拼焊具有较高的经济价值对车企有很大的诱惑,同时其对冲压件的开发也提出了更大的挑战,在前期的CAE 分析、工艺排布、技术人员能力需求上有更高的要求。未来激光焊也会用于车身焊接,激光焊也会演变成除了激光束以外,有更多的能源方式进行焊接来适应不同场景、不同环境的焊接需求。通过减少模具的开发成本及降低车企开发的投资成本,为车企创造更多的经济价值。
结论
⑴激光拼焊技术有助于降低冲压件的开发成本及模具开发成本;
⑵激光拼焊也有助于提高开发技术人员对于制件回弹CAE 分析的技术水平;
⑶激光焊也有助于降低车身重量及整车开发费用,提升整车匹配状态及减少焊接量大带来的变形。
猜你喜欢
焊接(2021年12期)2022-01-20
装备制造技术(2021年5期)2021-08-14
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年12期)2017-02-02
制造技术与机床(2015年3期)2015-01-27
