中性地浸采铀水冶工艺淋洗剂的优化
2023-08-04 02:43杨少武阮志龙丁福龙王领柱
铀矿冶 2023年3期
杨少武,原 渊,阮志龙,丁福龙,王领柱
(1.中核北方铀业有限公司,辽宁 葫芦岛 125000;2.核工业北京化工冶金研究院,北京 101149;3.中核通辽铀业有限责任公司,内蒙古 通辽 028000)
目前中国铀矿开采以地浸采铀为主,地浸采铀产能占铀矿开采总产能的85%以上[1-4]。地浸采铀过程包括井场工序的铀浸出以及水冶工序的铀提取[5],其中水冶工序铀提取多采用离子交换工艺。离子交换工艺过程包括铀的吸附、淋洗和树脂再生等步骤,即浸出液中的配合铀离子与树脂上的活性基团进行交换反应,得到负载铀的饱和树脂,随后用淋洗剂将树脂上的铀淋洗到溶液中,实现铀的富集和回收[6-9]。在水冶过程中,淋洗剂的配制是重要的工序,淋洗剂的选择既要考虑树脂淋洗、转型等工艺要求,也要兼顾淋洗合格液后处理过程的便利性[10-12]。
1 某铀矿水冶工艺存在的问题
内蒙古某铀矿采用“CO2+O2”中性地浸工艺,在水冶淋洗工序中选用80 g/L NaCl+18 g/L NaHCO3作为淋洗剂,淋洗合格液加盐酸酸化到规定pH后再加碱进行沉淀。为减少水的消耗以及废水的产生与排放量,并节约工业试剂,生产中将沉淀过程产生的母液加酸调节pH至规定范围后,补加适量NaHCO3回用作淋洗剂,淋洗剂中的NaCl含量通过前后两次加盐酸引入的Cl-进行补充。在工业生产中发现,开始时淋洗合格液铀浓度逐渐升高,直至初始浓度的1.5~2.0倍;但在3~5个月后铀浓度逐渐降低。合格液铀浓度的降低也导致淋洗剂中NaCl含量越来越低,不仅加大了工人工作强度,也增加了生产成本,降低了矿山生产效益。
2 合格液铀浓度变化原因
2.1 合格液铀浓度变化情况
对淋洗合格液中铀浓度影响最大、最直接的因素是淋洗剂成分,淋洗剂主要成分(NaCl和NaHCO3)与合格液中铀浓度的对应关系见图1。可以看出,在合格液ρ(U)从25 g/L逐渐上升至45 g/L阶段,以及ρ(U)在42~45 g/L相对稳定阶段,淋洗剂中ρ(NaHCO3)、ρ(NaCl)都在规定范围内。在合格液ρ(U)从相对稳定阶段逐渐下降的过程中,淋洗剂中ρ(NaCl)也呈下降趋势,ρ(NaHCO3)一直达标;淋洗剂中ρ(NaCl)与合格液ρ(U)变化趋势相同。
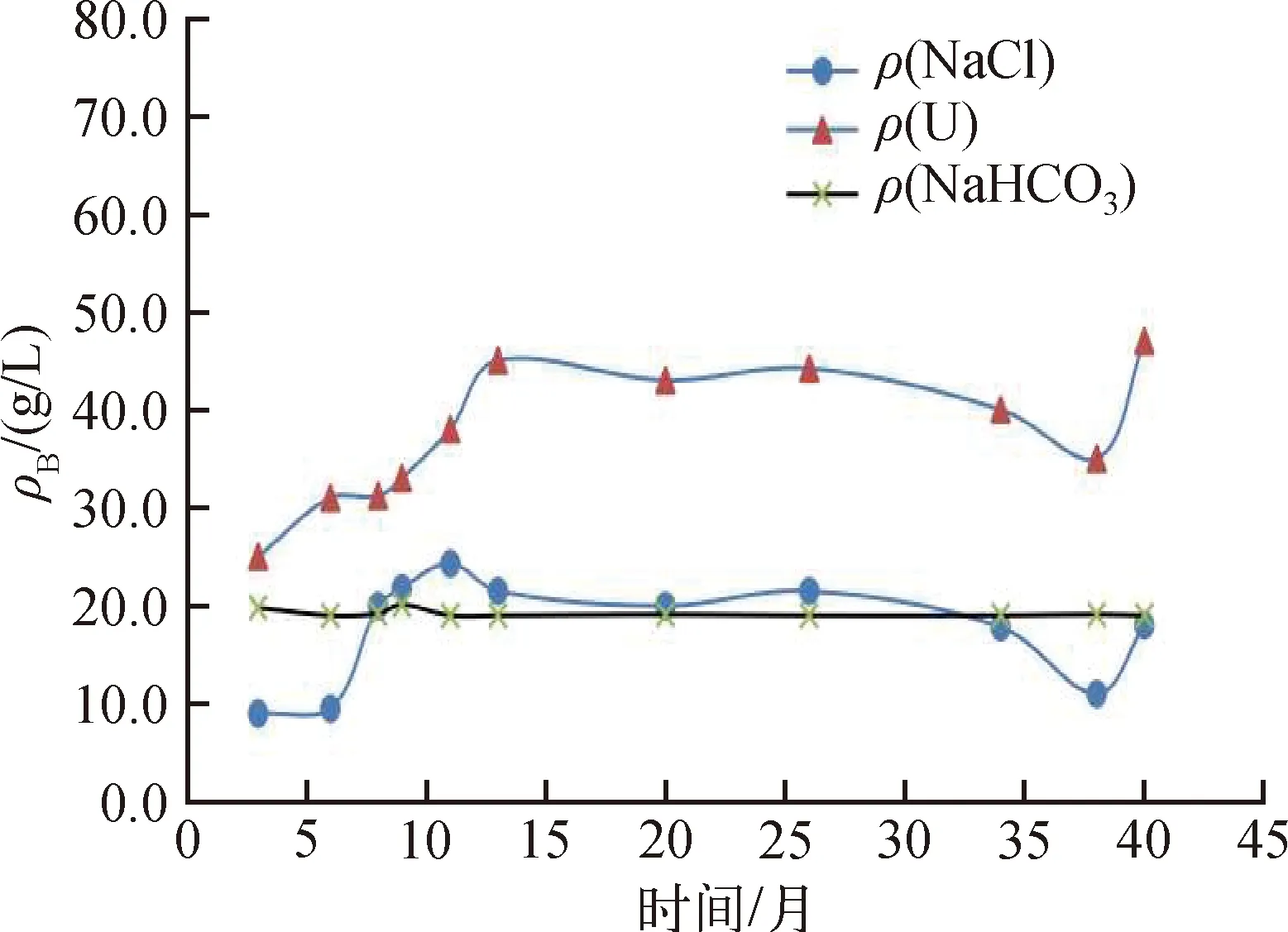
图1 淋洗剂NaHCO3、NaCl浓度和合格液铀浓度关系Fig. 1 Relationship of ρ(NaHCO3),ρ(NaCl) in eluent and ρ(U) in qualified liquid
2.2 合格液铀浓度变化原因分析
水冶初始阶段采用的新鲜淋洗剂由清水加NaCl和NaHCO3配制而成,基本没有Na2CO3,淋洗合格液铀浓度低。随着生产运行,水冶工序沉淀母液和淋洗剂形成水循环,沉淀母液中的ρ(NaCl)>80 g/L,补加NaHCO3使ρ(NaHCO3)达16 g/L,用作淋洗剂,循环使用。
水冶过程中的酸化沉淀分为2步:加酸释放二氧化碳,部分铀沉淀析出;加碱沉淀体系中的部分铀酰离子。各步对应的化学反应方程式为
沉淀母液中含有一定量Na2CO3,随着淋洗剂循环使用,淋洗剂中ρ(Na2CO3)逐渐升高,达到8 g/L左右后保持相对稳定。但随着淋洗剂循环配制使用,其中的ρ(NaCl)逐渐降低。生产中为了减缓和阻止ρ(NaCl)的降低趋势,采用增加盐酸加入量(按规定范围内的最低pH加入)的方式,虽然在一定程度上减缓了ρ(NaCl)的下降趋势;但导致淋洗剂中ρ(Na2CO3)逐渐下降,淋洗合格液中的ρ(U)也随着降低。因此认为,当ρ(NaCl)在规定范围时,合格液中的ρ(U)由淋洗剂中ρ(Na2CO3)决定或由ρ(NaHCO3)和ρ(Na2CO3)共同影响,而不仅仅由ρ(NaHCO3)决定。
3 铀淋洗机理
3.1 离子交换反应机理


4 淋洗剂优化研究
4.1 静态淋洗效果评价
4.1.1 试验方法
静态淋洗试验主要是对比NaCl、NaHCO3、Na2CO3的淋洗效果。试验中湿树脂饱和铀容量为30 mgU/mL,控制单次淋洗时间为2 h,在室温条件下分次淋洗,将10 mL湿态饱和树脂装入筛网袋,与20 mL淋洗剂混合后摇床震荡反应2 h,过滤,收集淋洗液并分析其中铀浓度。将过滤得到的树脂,在相同淋洗条件下进行下一次淋洗,共进行5次淋洗操作。
4.1.2 试验结果

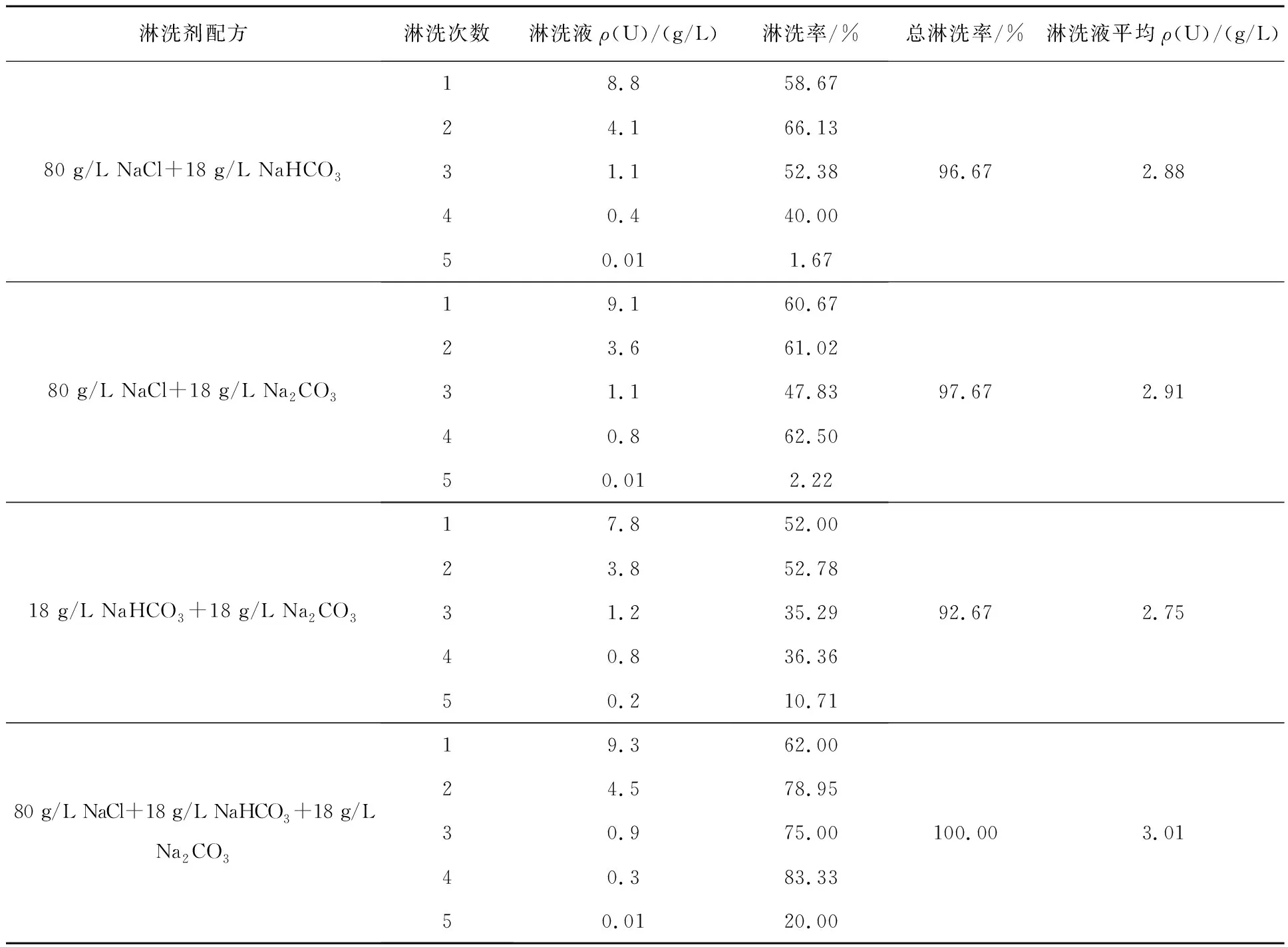
表1 不同淋洗剂静态淋洗效果对比Table 1 Comparison of static leaching effect of eluent components
对比4组静态淋洗结果,初步筛选得出最佳淋洗剂配方为80 g/L NaCl+18 g/L NaHCO3+18 g/L Na2CO3。
4.2 动态淋洗效果对比
4.2.1 试验方法
取厂房沉淀母液,用试剂调节其NaHCO3与Na2CO3浓度,配制4组淋洗剂:(1)80 g/L NaCl+18 g/L NaHCO3(原有淋洗剂);(2)80 g/L NaCl+18 g/L Na2CO3;(3)18 g/L NaHCO3+18 g/L Na2CO3;(4)80 g/L NaCl+18 g/L NaHCO3+18 g/L Na2CO3。
开展动态淋洗试验,对比各组淋洗剂的淋洗效果。取吸附塔饱和树脂,水洗除杂后备用。向4根内径40 mm、长1 100 mm的玻璃柱中各装入1 000 mL除杂后的饱和树脂,采用上进液淋洗;控制淋洗剂与树脂接触时间为30 min,ρ(U)高于10 g/L的淋洗液为合格液,ρ(U)在0.15~10 g/L的淋洗液为贫液。
4.2.2 试验结果
4组淋洗剂的动态淋洗试验结果见图2。

图2 不同淋洗条件的动态淋洗曲线对比Fig. 2 Comparison of dynamic leaching curves under different elution conditions
从图2可知,相较于生产中使用的原淋洗剂配方,淋洗剂(4)和淋洗剂(2)的淋洗曲线峰值铀浓度更高;淋洗剂中含有Na2CO3时,淋洗曲线峰值铀浓度较高,即淋洗剂中含有一定浓度的Na2CO3能够提高合格液铀浓度;淋洗剂中含有一定浓度的NaHCO3有利于减少拖尾现象。综合考虑,最佳淋洗剂配方为80 g/L NaCl+18 g/L NaHCO3+18 g/L Na2CO3。
5 淋洗工艺优化
5.1 现场试验
根据筛选得到的最佳淋洗剂配方(80 g/L NaCl+18 g/L NaHCO3+18 g/L Na2CO3),对现有淋洗剂配制工序进行优化,在NaCl、NaHCO3含量保持不变的情况下,提高淋洗剂中Na2CO3含量,使其与NaHCO3浓度相当。
5.2 试验结果
试验现场水冶淋洗阶段优化淋洗剂配方后,合格液铀浓度变化曲线见图3。
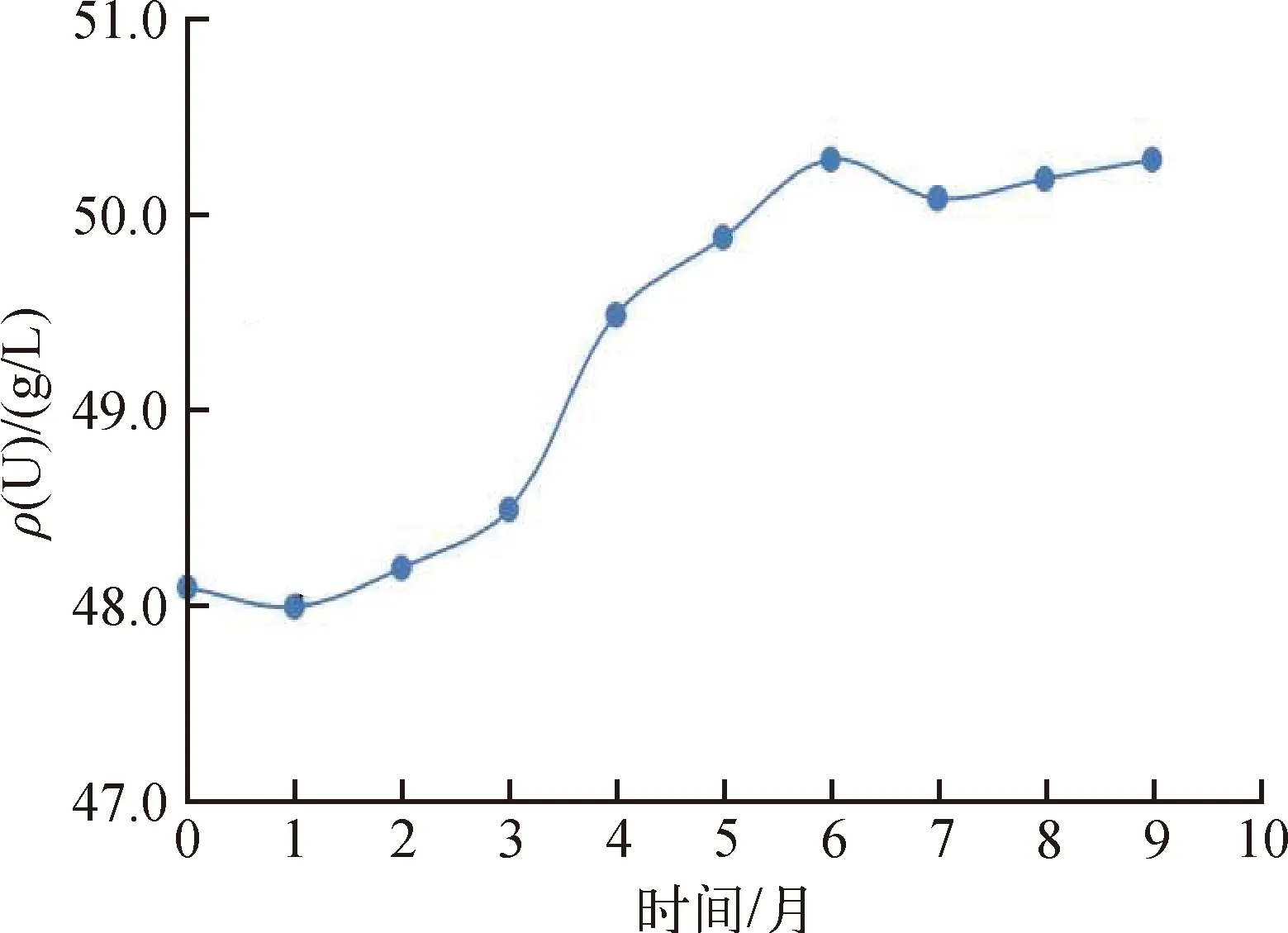
图3 优化淋洗剂后合格液铀浓度变化Fig. 3 Change of qualified liquid uranium concentration after optimizing the eluent
从图3可得出,优化调整1个月后,合格液铀浓度下降趋势停止;从第2个月开始铀浓度呈逐渐回升趋势。通过8个月的跟踪分析,优化后的工艺对产品沉淀、压滤工序没有影响,此时淋洗剂中NaCl与NaHCO3含量达标,Na2CO3含量略低于NaHCO3含量。盐酸加入量的减少在一定程度上降低了工人的工作强度,提高了工作效率。
6 结论
淋洗剂配方是造成该地浸生产水冶工序合格液铀浓度下降的主要原因。增大淋洗剂中Na2CO3浓度,可有效提高合格液铀浓度,最佳淋洗剂配方为80 g/L NaCl+18 g/L NaHCO3+18 g/L Na2CO3。
优选淋洗剂在内蒙古某中性地浸铀矿山水冶工艺获得成功应用,提升了合格液铀浓度,降低了生产成本及工人劳动强度,实现了降本增效。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
数学小灵通(1-2年级)(2017年5期)2017-06-05
工程建设与设计(2016年1期)2016-02-27
大江南北(2016年8期)2016-02-27
纯碱工业(2014年2期)2014-12-03
中国氯碱(2014年11期)2014-02-28
河南科技(2014年15期)2014-02-27
当代修辞学(2014年1期)2014-01-21