S48C环件探伤不合原因分析及工艺改进
2023-08-14 15:11寇雨成毛鸣汪敏张如敏
安徽冶金科技职业学院学报 2023年2期
寇雨成,毛鸣,汪敏,张如敏
(马钢股份公司 安徽马鞍山 243000)
环件产品广泛应用于冶金机械、工程机械、风力发电、高铁等产业,它主要用于支撑传动零部件,由于作业环境恶劣,需经受频繁的起制动、径向和轴向均需要接受冲击载荷,所以不仅要求环件用钢具有高强度、高韧性,而且需要具备良好的抗疲劳性能[1]。为了避免在使用过程中出现开裂而造成安全生产事故,采用超声波探伤检验已成为环件及其钢坯质量的检测手段之一[2-5]。国内某钢厂采用铁水(高炉)—电炉冶炼—LF炉精炼—RH 真空脱气—圆坯连铸机工艺流程生产S48C 环件用钢坯,生产初期曾因钢中氢含量高而产生白点缺陷会使S48C超声波探伤不合[1],在RH 真空脱气氢含量进一步降低后,机械性能及其稳定性、末端淬透性带宽、晶粒度等关键指标均领先于同行业,但超声波探伤不合的现象还时有发生,因此,搞清楚这次S48C环件超声波探伤不合的原因及提出工艺改进措施,迫切而重要。
1 S48C环件超声波探伤不合原因分析
针对S48C环件探伤不合的批次,从中选择一块总高度约535 mm、厚度约172 mm 的环件,采用超声波探伤定位取样,探伤定位取样位置和探伤缺陷分析试样如图1所示。分别在1#-6#位置取试样进行金相和扫描电镜检测分析,以1号试样和3号试样为例,其检测分析结果如图2-图5所示。由图2和图3可知,1号和3号试样位置均发现不规则夹杂缺陷,缺陷周围组织正常,缺陷长度分别为167μm 和224μm,宽度分别57μm 和87 μm。由图4和图5可知,1号和3号试样夹杂为Al-Mg-O 类等非金属夹杂物,由此说明夹杂物可能是造成超声波探伤不合的原因。

图1 探伤缺陷分析试样及探伤定位取样位置图
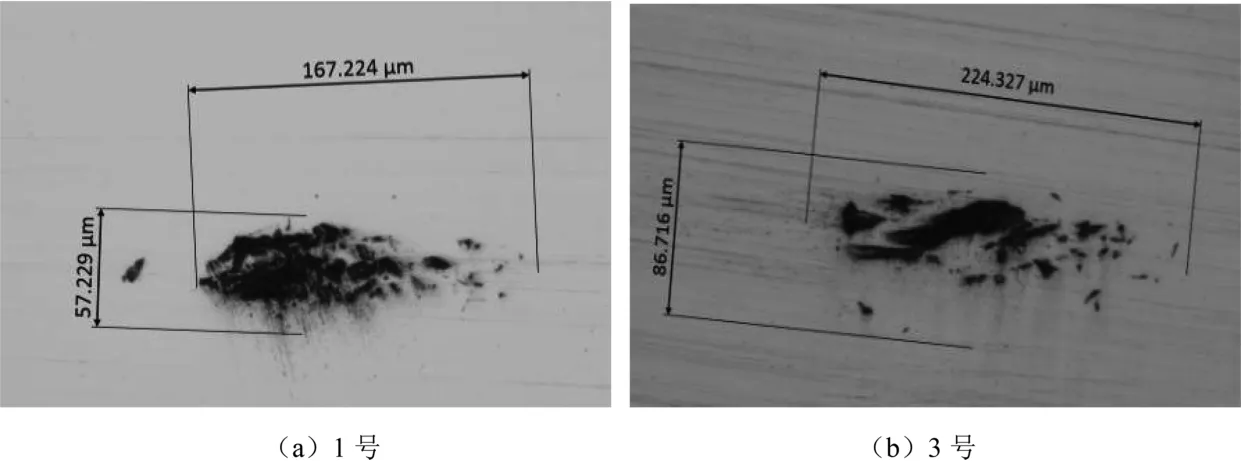
图2 1号和3号试样孔洞缺陷形貌
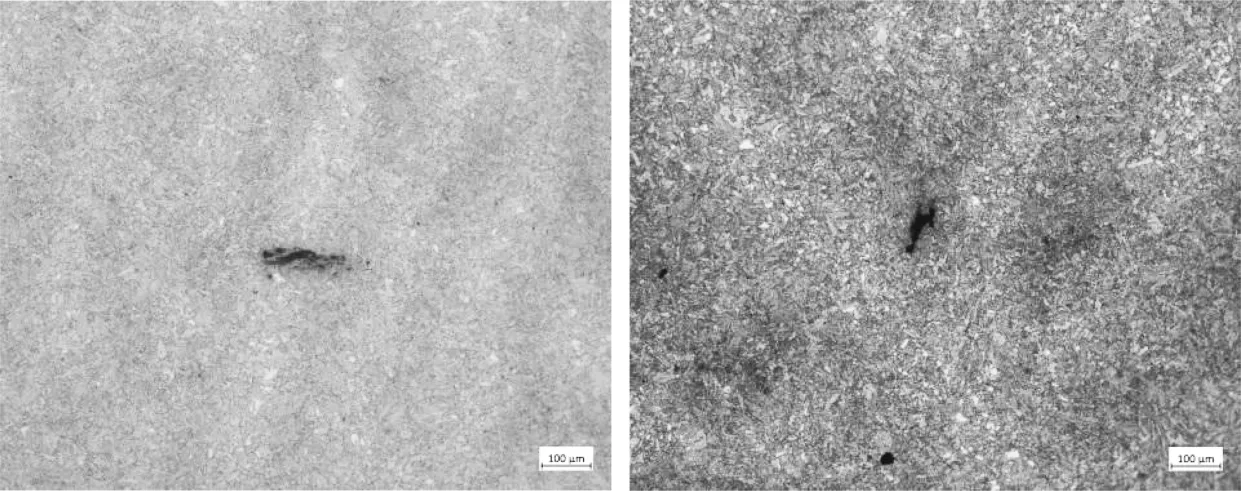
图3 1号和3号试样孔洞缺陷附近微观组织形貌
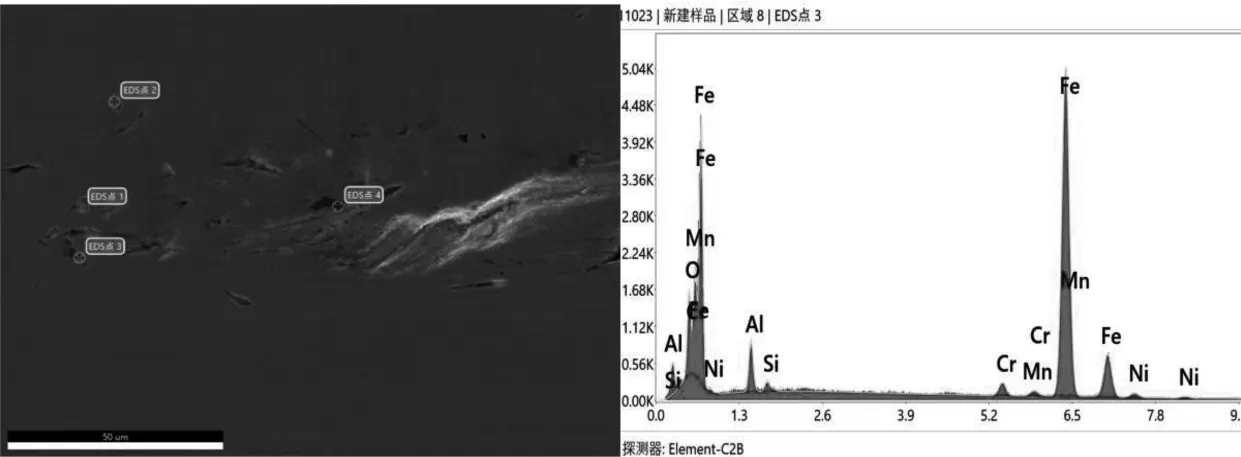
图4 1号试样孔洞缺陷扫描电镜分析结果

图5 3号试样孔洞缺陷扫描分析
2 现场工艺改进和效果分析
2.1 现场工艺改进方案
针对上述问题,调研了国内相关先进企业生产S48C用钢坯连铸圆坯工艺,LF 炉均采用Ca处理工艺。因此,本次现场工艺改进试验方案,设置Ca处理和对照组非Ca处理工艺方案,如表1 所示。现场跟踪这三个试验炉次整个生产过程,基本正常,重点关注水口结瘤情况,也就是对比浇注过程塞棒位置和结晶器液面波动曲线,如图6所示。由该图可知,采用优化后两种工艺方案,塞棒曲线及液面波动改善明显。

表1 现场工艺改进试验方案

图6 两轮试验浇注曲线
2.2 研究方法和试验效果分析
采用高倍光学显微镜对三种试验工艺方案进行夹杂物评级,采用Aspex检验[6]对夹杂物粒径和成分分析以及整根锻坯进行水浸探伤,研究方法如表2所示。

表2 研究方法
2.2.1 非金属夹杂物评级
对三种方案取非金属夹杂物分析,结果如表3所示,由表3可知,方案二LF炉Ca处理工艺非金属夹杂物最好,尤其是Ds类非金属夹杂物均为0级,其他方案次之。
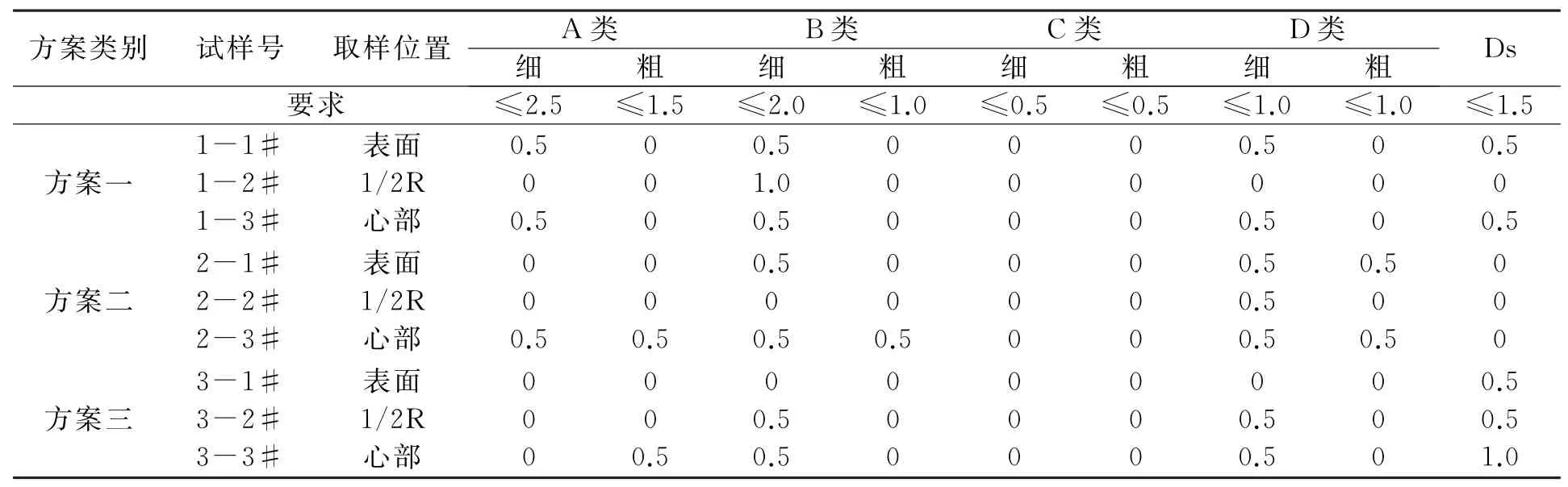
表3 非金属夹杂物评级
2.2.2 非金属夹杂物Aspex分析
三种试验方案的非金属夹杂物Aspex分析结果如图7所示。从三元相图来看,方案二和方案三两种工艺的非金属夹杂物均较未Ca处理工艺非金属夹杂物更向低熔点区聚集,在高温钢水中,低熔点的夹杂物成更易聚集上浮去除,以及从夹杂物变性效果来看,方案二更加。
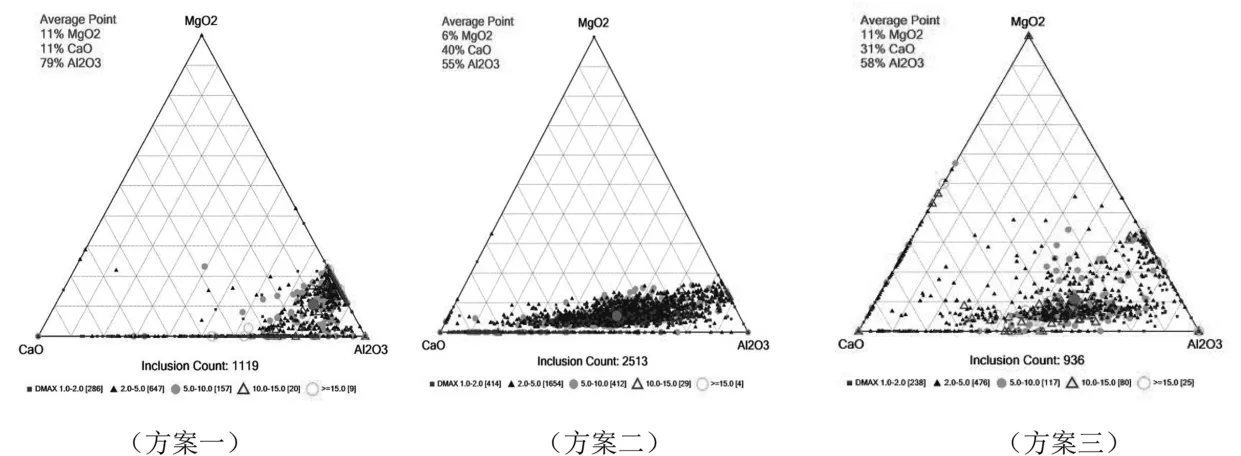
图7 试样中典型夹杂物三元相图
统计试样中当量直径d>1 um 夹杂物数量以及富Mg的夹杂物(Aspex识别含有Spinel类型的夹杂物)数量百分比,如图8所示。虽然方案二非金属夹杂物数量最多,是方案一、三的两倍,但方案二的夹杂物中富Mg非金属夹杂物数量百分比最少,方案二降低了富Mg非金属夹杂物的含量,从而有效控制了富Mg长条状非金属夹杂物的来源。
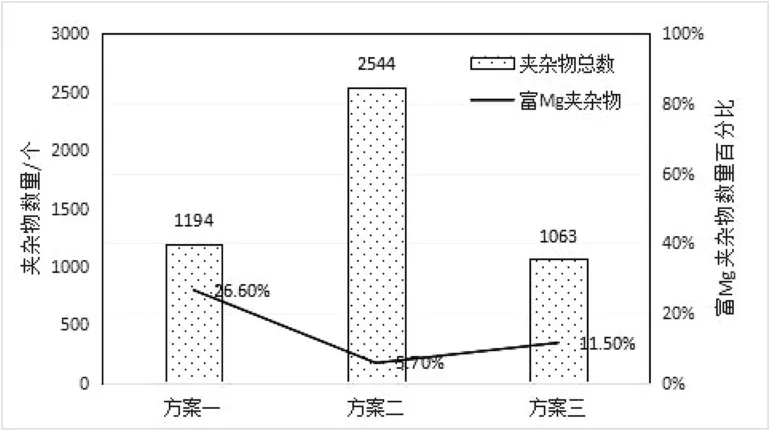
图8 试样中夹杂物含量及富Mg夹杂物数量百分比
统计试样中夹杂物当量直径分布,如图9 所示,方案二的试样中单大尺寸非金属夹杂物最少。因此,从控制大型非金属夹杂物及富Mg长条状非金属夹杂物方面考虑,方案二更佳。

图9 试样中夹杂物当量直径分布
2.2.3 水浸探伤分析
对三种方案工艺生产的圆坯经锻造后取样进行水浸探伤,结果如图10所示。可见,两种Ca处理工艺水浸探伤均未发现内部缺陷,未Ca处理的发现一处当量为φ0.5 mm 的缺陷,距离表面23 mm,但也符合客户对单个缺陷当量的要求(客户要求单个缺陷≤0.8 mm)。由于缺陷较小,采用金相法未能找到该缺陷。

图10 三种试验方案的水浸探伤结果
3 结论
1)通过超声波探伤典型缺陷进行金相和扫描电镜分析,发现S48C环件的探伤不合主要原因是存在长条状Al-Mg类非金属夹杂物。
2)通过现场工艺改进试验,发现提出的三种方案(非Ca处理和Ca处理工艺)纯净度均能满足标准要求,其中,方案二(Ca 处理工艺,喂Ca 线0.5 m/t钢)可有效改善S48C环件用钢夹杂物评级和减少长条状Al-Mg类非金属夹杂物,可浇性良好,未发现有宏观缺陷。
3)通过工艺改进后,S48C环件客户后续未反馈超声波探伤不合问题,进一步说明了改进效果显著。
猜你喜欢
西南农业学报(2016年4期)2016-05-17
重型机械(2016年3期)2016-04-01
重型机械(2016年1期)2016-03-01
黄河之声(2016年24期)2016-02-03
中国当代医药(2015年8期)2015-03-01
浙江大学学报(工学版)(2015年1期)2015-03-01
火炸药学报(2014年3期)2014-03-20
断块油气田(2014年5期)2014-03-11
河南科技(2014年5期)2014-02-27
制造技术与机床(2012年11期)2012-10-23