
自动包装设备一体化产线设计与研究
2023-08-27 09:03王海南郭琎杨国亮
电子设计工程 2023年17期
王海南,郭琎,杨国亮
(煤炭科学技术研究院有限公司,北京 100013)
随着智慧煤矿的不断推进和发展,煤矿产品的数字化和智能化转型工作也在逐步推进。煤矿产品的封箱包装过程一直以来因繁琐、包装箱种类多、包装工序多等因素消耗了企业的人力和物力资源。包装生产线一直是困扰生产组装的结尾环节,产品包装环节的速度是关系到产品入库、发货的一项重要因素,包装环节的效率直接制约着产品的入库和发货,成为了生产效率整体提升的一项重要因素[1]。因此,研制一套可以实现自动包装设备的一体化产线平台是非常有必要的。
该文针对人工的包装产线占有的劳动力人员过多,包装盒手动折叠,手动粘贴产品标识码、包装产品过多、包装盒种类繁多,而且产品的包装效率低下,对产品的供货周期造成了一定压力等包装产线的现状问题,提出一种自动包装设备的一体化产线平台,该平台可以使包装箱实现标准化,减少包装箱种类,为企业节约成本;自动包装产线实现产品包装自动折叠成型和自动封箱,节省人工和工时;实现自动扫码、自动放置合格证以及自动封箱打印二维码标签,自动作业模式在提升效率的同时,使得产品的可追溯性更为有效可控,是企业探索数字化转型的一种有效途径[2-3]。
1 自动包装设备一体化产线系统组成
自动包装设备的一体化产线系统主要由自动折箱作业模块、二维码扫描功能识别产品信息和数据同步上传模块、自动传送平台设备单元以及自动封箱机同步打印产品包装箱的二维码信息的模块以及产线主控电脑软件平台组成。
自动包装设备一体化产线,实现标准化后的包装箱自动折箱,二维码扫码自动上传数据同步数据自动打印技术,二维码扫码后,数据上传包装产线主机,数据同步自动打印合格证后自动放入产品包装箱,同步数据上传封箱机在产品包装产线自动封箱的同时,外包装箱喷码机在包装箱上自动打印可追溯二维码,最后货物进入暂存区[4]。自动包装设备一体化产线系统架构图如图1 所示。
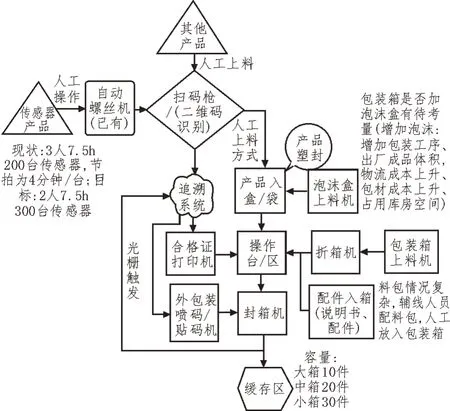
图1 自动包装设备一体化产线系统架构
自动包装设备一体化产线系统,采用工序流技术,利用自动传送平台,设计自动包装产线工序流的自动传送方式、自动传送工序流时间间隔以及人机物料的配合,自动包装设备一体化产线工序流程图如图2 所示[5]。折箱机将平面形的纸箱折成立体形状,并将底面封口,纸箱传送到人工作业区后,人工将产品装箱和配件装箱;扫码枪二维码扫描识别产品身份,将信息上传,打印设备合格证并自动放入箱中;自动传送到封箱工序,将包装箱封死并能够自动打印产品二维码信息;包装好货物自动进入货物暂存区,统一摆放后人工码垛入库。
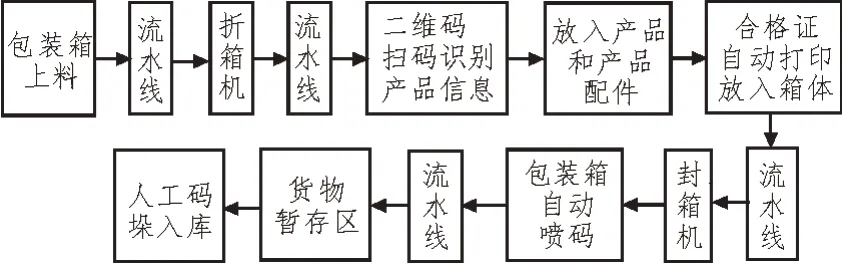
图2 自动包装设备一体化产线工序流程图
2 自动包装设备一体化产线系统装置
为了完成上述的一系列包装工序,设计自动折箱作业模块、二维码扫描功能识别产品信息和自动打印合格证模块、自动传送平台设备单元以及自动封箱机同步打印产品包装箱的二维码信息的模块这四项主要的模块单元,其设计充分考虑自动包装作业、产线柔性及后续拓展[6-7]。图3 所示为自动包装设备一体化产线系统装置产线图。
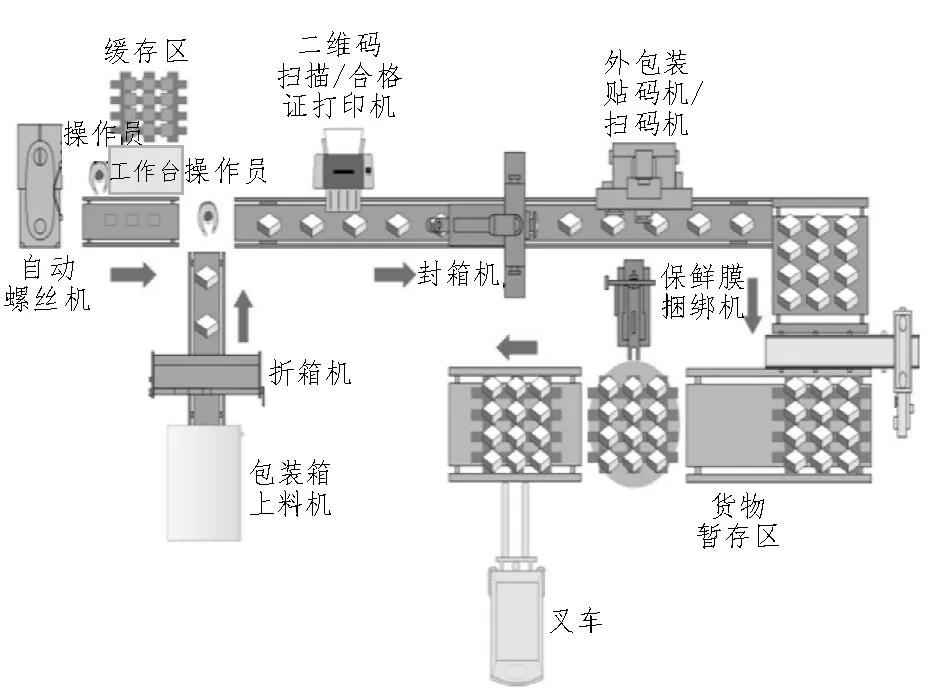
图3 自动包装设备一体化产线系统装置产线图
自动包装设备一体化产线系统装置标准化单位现有产品的包装箱种类,定期利用控制主机对产线异常数据进行收集,在自动产线出现异常的状态下,产线传送平台设置响应机制以及应急方案;定期利用控制主机对产线异常数据的收集,来解决包装产线工序流运行中的实际问题,以保证自动包装设备一体化产线平台的顺利运行[8]。
自动包装设备一体化产线系统装置的主要特点:
1)实现多种类产品包装箱标准化的研究,自动包装产线标准化单位现有产品的包装箱种类,利用主控电脑选择包装箱种类,调整各参数,界面通俗易懂,提升了包装产线的可兼容性[9]。
2)自动包装设备一体化产线系统工序流技术,利用自动传送平台,自动传送平台流水线分段运行,每段都有独立的电机控制流水线平台的启停。每段自动传送平台的长度经过现场试验后,得出流水线平台长度为1 m 的方案最优,在满足工艺需求的同时,也能够节约能耗[10]。
3)为了有效控制发生包装箱体碰撞造成物料损坏,同时提升产线的安全性,自动包装设备一体化产线每段流水线平台都增加了光电传感器来保证包装产线有效安全运行。
4)自动包装设备一体化产线系统装置提供2个FE/GE 电口,1 个RS485 接口,方便后续拓展部署使用。
5)验证了自动包装设备一体化产线效率有所提升,与传统产线相比减少1 人,效率提升1.5 倍。
6)完善的故障检测和报警功能提高了生产线的可靠性和安全性。
3 自动包装设备一体化产线通信模块和控制系统设计
自动包装设备一体化产线流程:包装箱上料后首先流入折箱机,折箱底面封口完成后,包装箱流入二维码扫码机构,扫码完成后,二维码扫描机构通过接口线连接包装产线主控电脑,由主控电脑界面可随时观测扫描的二维码数据。当包装箱体到达二维码扫描位置后,流水线停止运动,主控电脑读取二维码扫描信息后,打印机自动打印合格证放入包装箱,且人工放入产品和产品配件后,PLC 将会收到主控电脑的二维码扫描完成信号,二维码扫描完成信号传递到PLC 并且没有箱体在自动喷码位置时,两个条件同时满足流水线才会运动,包装箱体被传送到封箱机工位[11]。
当二维码扫描信号出现异常时,操作人员可及时删除异常信号,通过主控电脑界面可以随时读取二维码扫描完成信号,包装产线能够有效解决包装箱的产品信息识别。当包装箱体进入封箱机封箱工位后,完成箱体封箱操作,然后流水线将包装箱推入包装箱喷码工位,箱体喷码工位检测到包装箱进入后,PLC完成请求喷码信号并向主控电脑传递信号,执行喷码操作。当PLC 向主控电脑发喷码完成命令后,包装产线抬升装置执行下降命令,包装箱流入货物暂存工位[12]。
3.1 通信模块
通过分析自动包装设备一体化产线工艺流程及控制要求,建立了图4 所示的自动包装设备一体化产线控制系统布局图,选用西门子S7-1200CPU1214C型号的PLC,为了实现西门子PLC 的RS485 通信功能,包装产线的PLC 装置增加了8 路IO 通信模块(SM1223 数字量输入输出模块)实现485 通信,通信模块与PLC 实现IO 接线[13]。

图4 自动包装设备一体化产线控制系统布局图
通信模块通过设定输入输出端口来实现信号的功能,“请求碰码”分配给输入端口,“二维码扫码完成”和“喷码完成”信号分配给输出端口。
通信模块通信方式设定为串行从站通信方式,与工控机通过转换模块进行通信。参数设置采用模块自带的串口调试软件,软件安装到工控机[14]。
3.2 控制系统分配
控制系统CPU 采用的是西门子S7-1200CPU 1214C 的PLC,CPU 的输入控制系统分配如表1 所示,主要由包装产线启停功能按键以及产线各工位安全光电功能运行信号组装。

表1 西门子S7-1200CPU的IO点分配表
包装产线启停信号:完成包装产线启动运行和停止运行的作业,包装产线的启动初始化运行是产线后续正常运行的先决条件,根据包装产线的初始化运行状态,可以初步判断产线的功能是否处于正常的运行状态。
包装产线异常急停信号和功能复位信号:完成包装产线运行的完全停止功能,实现产线数据的自动复位;功能复位的实现需要依靠人工操作才能实现,保证产线设备在人工干预后的自动重启。
二维码扫码、人工作业时所有电机停止信号:人工放置配件时,所有电机停止,折箱机和封箱机停止。
非扫码人工作业信号:程序进入非二维码扫码模式,所有电机实现相同运行逻辑。
不喷码信号:通过气缸实现机械操作,实现包装设备产线进入不喷码模式的设定状态,电机一直运行,不使能气缸进行抬升动作,气缸不会抬升。
CPU 的输出控制系统分配同样见表1,主要由包装产线的初始化运行信号、产线报警信号以及流水线平台电机控制逻辑输出信号(实现电机的运行和停止)。
3.3 产线主控电脑软件平台
包装产线主控电脑软件平台界面操作简单,主要包括主控制操作界面、设备参数设定界面、产线运行监控界面以产线设备运行情况界面等。
这里主要介绍两个常用的操作界面,设备参数设定界面实现了不同规格类型的包装箱体之间的切换。现场人员经过培训后,可以对界面进行操作完成各类别包装箱体之间的切换,操作简单易懂,使得包装产线对技术操作人员的技能要求有依赖性[15]。包装产线的正常运行监控界面是包装产线运行的重要工作内容,主控电脑产线运行监控界面通过软件实时提示包装设备的运行状态和设备监控数据的变化情况。
4 结论
该文介绍了自动包装设备一体化产线的架构及组成,利用PLC 的控制系统设计自动折箱作业模块、二维码扫描功能识别产品信息上传和合格证自动打印模块、自动传送平台设备单元以及自动封箱和产品包装箱的二维码喷码模块,适用于多类别产品自动化包装场景[16]。
自动包装设备的一体化产线能够实现稳定持续的自动化包装作业,显著地减少人工成本和提升了包装效率,实现了产品包装的扫码、自动喷码以及包装箱自动折箱和封箱,有效解决了生产线包装效率低下、容易出错的问题,实现了产品产线自动化包装的作业流程,让自动包装设备一体化产线成为智能化生产的重要环节。
猜你喜欢
作文大王·低年级(2023年6期)2023-06-07
山东冶金(2022年4期)2022-09-14
人民周刊(2021年3期)2021-03-08
冶金设备(2020年2期)2020-12-28
机械工程师(2020年7期)2020-08-01
装备制造技术(2019年10期)2020-01-01
电子制作(2019年20期)2019-12-04
科学与财富(2019年23期)2019-10-21
当代陕西(2019年14期)2019-08-26
山东冶金(2019年3期)2019-07-10
