
BD 辊近终锻成形锻造工艺研究
2023-09-23 08:47李建辉韩宇乐中钢集团邢台机械轧辊有限公司
锻造与冲压 2023年17期
文/李建辉,韩宇乐·中钢集团邢台机械轧辊有限公司
BD 辊作为轧制生产时的第一道辊,工作条件比较恶劣,轧辊板坯温度一般在1000℃左右,轧制的同时还受到冷却水的冷却,因此对BD辊性能要求较高,辊面需具备很高的耐磨、耐热、耐冲击能力。合理的设计产品锻造工艺成为提高产品质量、降低生产成本的关键。
本研究通过对锻造工艺进一步优化,结合实际生产经验采用数值模拟技术,制定BD 辊近终锻成形工艺方案,保证锻件生产过程的稳定受控,大幅降低产品制造成本,实现工艺降本增效的同时提升锻件产品质量。
研制过程
目前,对于BD 辊锻造在设计锻件图时,辊身一般均按平辊锻造,粗加工时为了保证产品质量硬度指标及使用要求,需要开槽后再进行热处理,不但浪费原材料,而且浪费加工台时及加工成本。因此针对BD 辊可以考虑根据辊身成品的孔形形状及尺寸情况分台阶或采用凹档锻造,最大限度接近孔形形状锻造出辊坯,节约原材料和加工成本,提高产品质量。
毛坯设计
针对产品形状及尺寸进行梳理,根据产品孔形部位设计锻件毛坯图,尽可能地减少加工量,降低产品原材料使用量,同时设计毛坯余量应满足产品性能处理要求,保障毛坯锻造生产时的可操作性及毛坯尺寸精度的可控性,结合产品尺寸规格及精度操作控制,最终选择使用80MN 油压机搭配125t 操作车生产。
工艺研究过程的主要难点及解决方案
⑴锻件形状复杂,无成熟生产经验。该锻件不同于传统台阶轴类件,需采取孔形凹档锻造,实际生产凹档时,易出现凹档尺寸不完全受控,不满足工艺尺寸要求,同时刻印生产时产品锻造表面质量不一致,容易引起产品加工问题。
解决措施:通过多次锻造试验,分析认为专用砧圆角越小,专用砧与刻槽宽度间隙越小,槽帮和槽底形状越规则。结合R40mm 圆角单边间隙20mm 压下结果,根据模拟认为先刻印,单边间隙≤10mm 最好。
⑵锻件凹档锻造需使用专用工具,工具更换时间长,锻件温度下降明显,变形抗力大。一般锻造生产中,更换锻造工具时,采用的是同时更换上下砧的方式,此时需要摘上锤头,该方式耗费时间长,更换效率低,更换时还需要重新找正定位孔的位置,十分繁琐。对于大型锻件的锻造工艺来说,更换工具用时越长,锻件表面的热量流失越多,锻造温度降低的越多,也就意味着留给生产的时间越短,锻件表面的质量会有一定的波动,一方面对实际的生产造成了很大影响,另一方面也增加了锻件产品质量不合格的风险。
解决方案:结合现场生产设备的实际情况,设计了上悬挂式专用砧,挂于80MN 油压机上平砧进行生产。为了便于BD 辊的生产,在需要使用不同规格的工具时,只需要简单更换砧块而无需更换上锤头,简单快速的更换工具,且可以上下砧块同时使用,相比只使用下砧块,该装置极大提高了锻造效率,减少了生产用时。
根据BD 辊孔形尺寸设计涵盖200 ~400mm 多个系列宽度的组合砧型,如图1 所示。设计专用上砧机构及配套挂钩,实现不同宽度砧型与上砧机构的组合使用,除此之外上砧机构同时兼具大砧宽开坯锻造功能,如图2 所示。
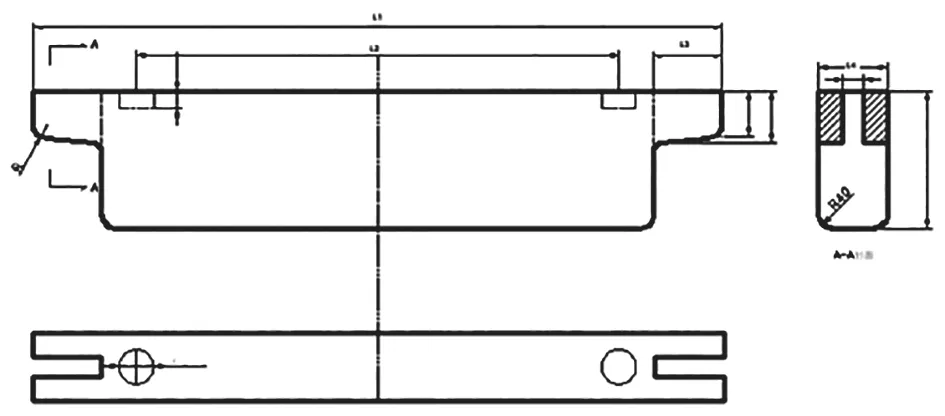
图1 BD 辊专用组合砧示意图
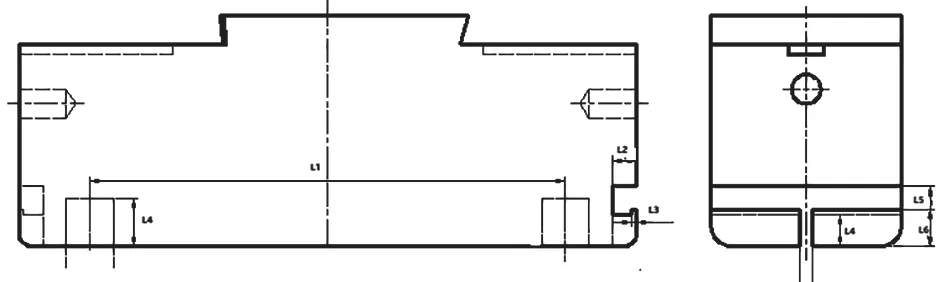
图2 BD 辊专用上砧机构示意图
生产验证
经模拟后确定了生产工艺,确定预留30mm刻印,刻印深度100mm,然后上下砧压槽锻造,生产过程照片如图3 所示。


图3 生产过程照片
通过试验生产认为利用上下专用砧锻造孔形辊可行,比单独使用上平+下面专用砧生产效率提高一倍,尤其对于多个孔形的锻造特别适用,生产效率明显提高,原来锻造单个孔形约12 分钟,那么生产3 个孔形需约36 分钟,若用上下专用砧锻造则可以减少生产时间约18 分钟。
为了了解终锻成形孔的组织及性能情况,先后对孔形辊槽底和槽帮进行现场金相检测,图4 为产品粗加图,其中2处为锻造出的槽底,4处为加工出的槽底,1 处为外圆表面,3 处为表面深度27.5mm 处。金相检测对比发现锻造孔形处组织晶粒更加细小,性能相对更好,金相照片如图5、图6、图7、图8 所示。
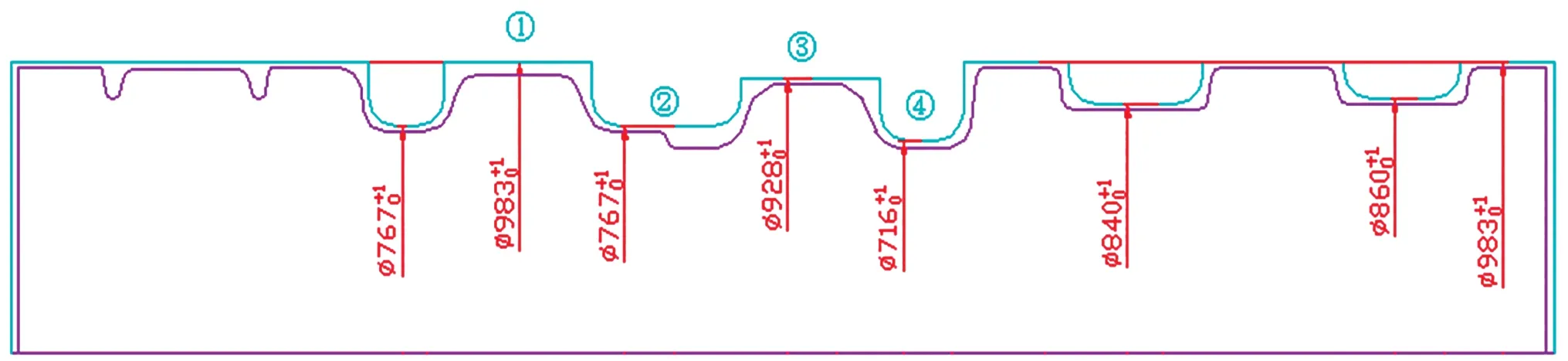
图4 产品局部粗加图

图5 1 处金相检测照片
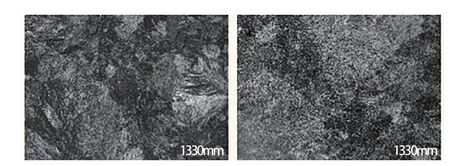
图6 3 处金相检测照片
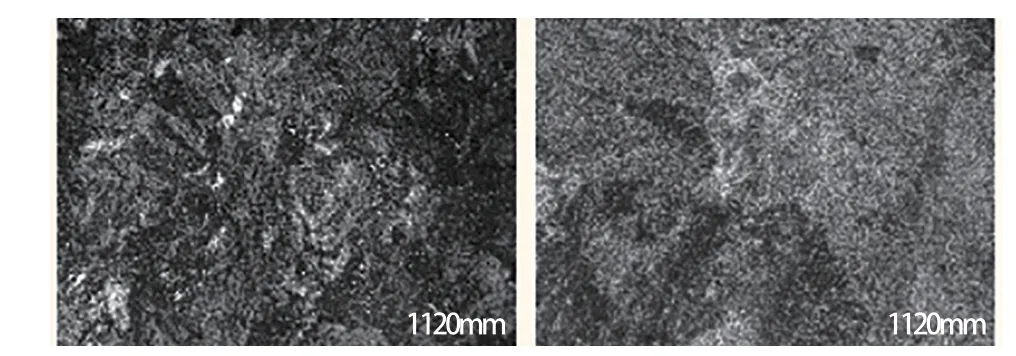
图8 4 处金相检测照片
结束语

针对孔形辊特殊形状实现近终成形锻造,轧辊毛重降低,可以节约大量原材料成本。近终成形锻造孔形辊,可以缩短加工台时,节约加工成本。近终成形锻造孔形辊,可以避免大量锻坯表面致密的锻造组织被加工去掉,更好地保证锻件产品质量及硬度均匀性。
猜你喜欢
一重技术(2021年5期)2022-01-18
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
中学生数理化·七年级数学人教版(2021年10期)2021-11-22
中学生数理化·中考版(2021年10期)2021-11-22
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
家庭影院技术(2017年12期)2017-02-06
大型铸锻件(2015年1期)2016-01-12
