
铸铁件在不同冷焊工艺下的金相组织分析
2023-10-10 08:01范成坤杨恒远王晓丽王文明颜景滨
中国铸造装备与技术 2023年5期
韩 强,范成坤,杨恒远,王晓丽,王文明,颜景滨
(潍柴重机股份有限公司 大缸径材料成型中心,山东潍坊 261001)
在大型柴油机机体、气缸盖等工件的铸造生产加工过程中,铸件上会出现许多诸如气孔、砂眼、夹渣、冷隔、裂纹等缺陷,会影响铸件可靠性和使用寿命。出于成本的考虑,当缺陷出现在非重要部位时,常对其进行焊补,焊补法应用最广、最可靠。本文主要针对不同材质铸铁分别在电火花堆焊和激光熔覆两种冷焊工艺下进行组织分析。
1 电火花堆焊工艺及激光熔覆工艺介绍
1.1 电火花堆焊工艺
电火花堆焊技术是利用高频电火花放电原理,将电源存储的高能量电能,在金属电极与母材间瞬间高频释放,通过电极材料与母材之间的空气电离,形成通道,在母材表面产生瞬间高温、高压微区,同时离子态的电极材料在微电场作用下熔渗进母材基体,形成冶金结合(见图1)。
电火花堆焊特点:金属制品工件经修补后不变形、不退火、溶接强度高、抗磨,可通过金相、拉伸及硬度测试,同时焊材与基体的冶金结合保证了焊接的牢固性。
1.2 激光熔覆工艺
激光熔覆亦称激光熔敷或激光包覆,是一种新的表面改进技术。它通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成冶金结合的添料熔覆层(见图2)。

图2 激光熔覆
激光熔覆特点:熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。
2 铸铁件冷焊组织分析
2.1 灰铁基体铸件冷焊组织分析
由于灰口铸铁的塑性接近零,抗拉强度又低,所以在焊接应力及铸件组织应力的共同作用下,当局部应力大于强度极限时就会产生裂纹,严重时会使焊缝金属和母材剥离。
通过灰铁基体金相组织分析可以发现相较于电火花堆焊,在激光熔覆工艺下母材与焊层界面熔合线不明显,熔合能力较好,其焊补质量相较于电火花堆焊较为优异,见图3。

图3 灰铁基体冷焊金相组织
2.2 球铁基体铸件冷焊组织分析
球墨铸铁的强度较高,塑性和韧性比较好,焊接接头的性能需要与母材相匹配,对焊接接头的力学性能要求比灰铸铁高。其焊补过程中的主要问题是熔合区产生白口和焊缝出现裂纹,由于焊补时的冷速大,淬硬组织及硬化相的存在很难保证焊补区与铸件基体硬度的一致性,给机加工和使用性能造成不利的影响。因此,焊补时不仅需要选择合理的焊接方法和焊接材料,还需要制定合理的焊接工艺措施和操作措施。
通过球铁基体金相组织分析可以发现,电火花堆焊焊缝处熔合不良,存在空洞类缺陷,相较于电火花堆焊,在激光熔覆工艺下母材与焊层界面熔合线不明显,熔合能力较好,其焊补质量相较于电火花堆焊较为优异,见图4。
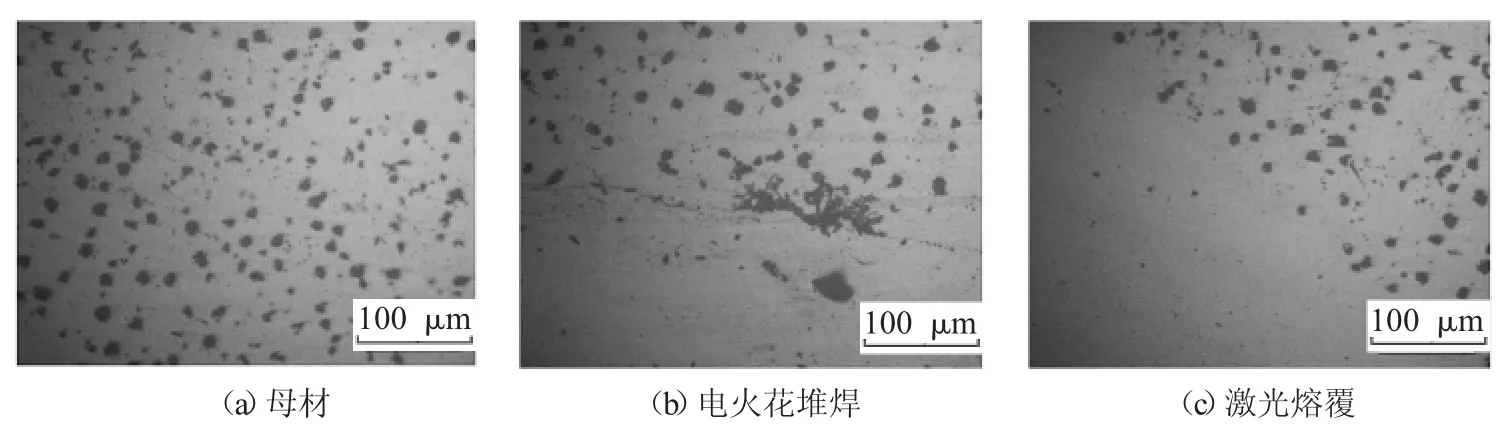
图4 球铁基体冷焊金相组织100x
2.3 蠕铁基体铸件冷焊组织分析
蠕铁中的石墨全部以不同尺寸的蠕虫状形态分布于基体上,由于石墨形态介于片状和球状之间,所以其强度与球墨铸铁接近并具有一定的韧性。
通过蠕铁基体金相组织分析可以发现,电火花堆焊工艺下焊缝熔合区较宽,焊材区存在较多空洞类缺陷,相较于电火花堆焊,在激光熔覆工艺下母材与焊层界面熔合线不明显,熔合能力较好,其焊补质量相较于电火花堆焊较为优异,见图5。

图5 蠕铁基体冷焊金相组织
3 结论
通过对灰铸铁、球墨铸铁、蠕墨铸铁分别在电火花堆焊和激光熔覆的焊补工艺下的组织性能分析,可以得出:(1)电火花堆焊和激光熔覆工艺下的熔合性:灰铸铁>蠕墨铸铁>球墨铸铁;(2)同类基体下的铸铁件,激光熔覆相较于电火花堆焊,母材与焊材熔合能力较好,焊补质量较好。
猜你喜欢
大自然探索(2022年12期)2023-01-30
机械工程材料(2021年12期)2021-12-23
中国特种设备安全(2021年6期)2021-12-02
湖北农机化(2020年4期)2020-07-24
山东冶金(2019年3期)2019-07-10
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
新世纪水泥导报(2016年1期)2016-07-01
燕山大学学报(2014年3期)2014-03-11
