基于自冷却焊接钳口的小肠组织射频焊接参数优化研究
2023-10-12 05:15林洪宇胡浩雷德秀吴定霖周宇
生物医学工程研究 2023年3期
林洪宇,胡浩,雷德秀,吴定霖,周宇
(上海理工大学 健康科学与工程学院,上海 200093)
0 引言
消化道重建是胃肠道手术中重要的步骤之一。切除患者病灶后,通常需要对接消化道断开端口,以重新形成结构完整通畅、功能正常的消化道[1-3]。传统的手术方式是手工缝合和吻合器吻合[4-6],但存在闭合区域非连续、术后有残留物,可能会引发出血[7-8]、吻合口漏[9-10]、异物排异等问题,并且吻合钉费用昂贵[11]。
为解决吻合口非连续及有异物残留的缺点,2004年,Shields等[12]尝试使用Ligasure血管闭合系统原型(LigaSureTM, Medtronic)对猪小肠进行闭合,发现肠组织可病理性愈合,证实了用射频能量焊接肠组织的潜力,提出了一个研究肠道闭合的新方向。之后,国内外学者对射频能量焊接肠组织的研究取得了一定进展[13-17],但所使用的焊接钳口大多由金属电极与组织直接接触来导通高频电流[18-22]。随着焊接的进行,金属电极容易积热,导致焊接的热损伤较严重,此外,钳口局部的高温会使生物组织与电极粘连[23],在撤离电极时,可能会造成撕裂。为此,本研究采用一种新型的具有冷却效果的焊接钳口,该焊接钳口将流动的生理盐水作为导电和散热介质,在导通射频电流的同时,可带走多余热量,适当降低电极温度,以实现满足肠组织焊接强度的同时降低热损伤,并减少组织粘连现象的发生。
本研究针对新型的具有冷却效果的闭合器械钳口,配合自制的可精确控制输出能量的射频能量发生平台,以离体猪小肠为实验对象,观察焊接过程中组织电流、阻抗和温度变化趋势,探索适用于自冷却焊接钳口的肠组织射频焊接的能量输出模式及参数,以实现高爆破压、低热损伤的焊接质量。
1 材料和方法
1.1 实验系统
1.1.1自冷却焊接钳口设计 普通双极金属电极原理图,见图1(a)。图中红色箭头表示电流分布及其方向;射频电流是交变电流,此处为方便说明,采用电极上正下负的表示方法。在焊接过程中,射频电流除流经肠组织的焊接区域(A区),还有一部分会向钳口外部(B区)扩散,从而产生一定热损伤。自冷却焊接钳口从上到下分别由上半结构、肠组织、下半结构组成,其原理见图1(b)。钳口的外壳是绝缘材料,上下结构中均有空腔。焊接时,用生理盐水充满上下空腔,通过上下结构的通水孔使生理盐水与肠组织充分接触,从而有效导通射频电流。由于射频电流只能通过自冷却钳口上的通水孔流动,因此,射频电流更容易被控制在A区,削弱了射频电流向B区的外扩程度,同时由于流动的生理盐水的散热效果,降低焊接钳口的温度。
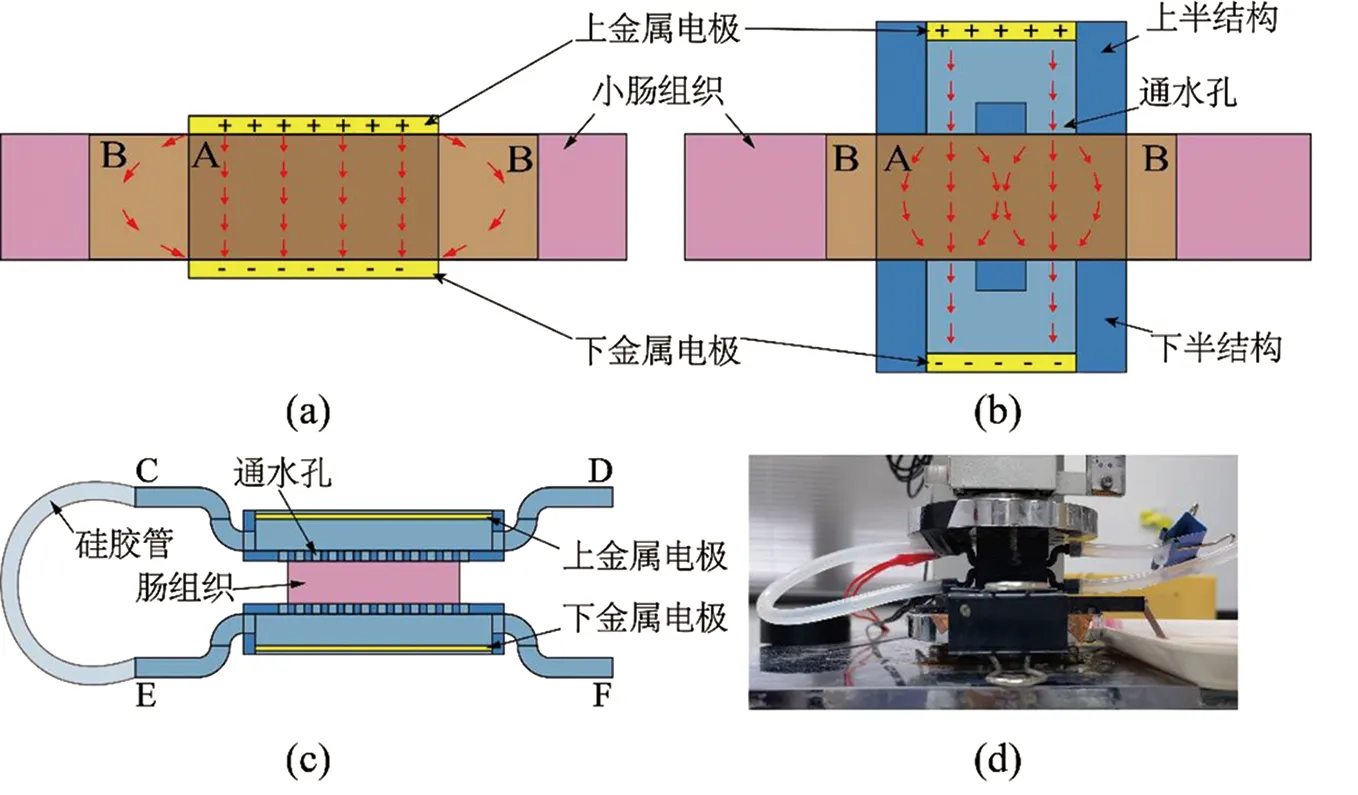
图1 (a).普通双极电极原理图;(b).自冷却焊接钳口原理图;(c).自冷却焊接钳口侧视图;(d).自冷却焊接钳口实物图
焊接时,用水泵从注水孔F注入0.9%生理盐水,经过自冷却焊接钳口下半结构空腔、注水孔E、硅胶管、注水孔C、自冷却焊接钳口上半结构空腔、通水孔D,最终充满整个空腔,见图1(c)。该进出方向有助于消除结构容腔内受重力影响产生的气泡,减少射频能量发生平台输出过程中阻抗突变的情况,使肠组织获得的功率更加稳定。
自冷却焊接钳口固定在升降平台上,见图1(d)。升降平台由电机控制,带动上半压力结构上下移动,最终使肠组织受到恒定的压缩压力,以模仿吻合器对组织的压力作用[24-25]。
1.1.2射频能量发生平台设计 射频能量发生平台的外观、内部结构及结构框架见图2。医用隔离电源将市电转换为48 V直流;可调电源模块将48 V直流电源转换成0~70 V可调直流,给射频放大器模块提供电源;射频放大器模块由对称E类射频放大电路和反馈电路构成,对称E类射频放大电路将直流输入转换为450 kHz的低谐波射频输出,反馈电路将射频输出电压电流值转换为单片机可接受的信号,反馈给主控模块;主控模块由STM32F103RCT6单片机及其外围电路构成,操作人员在人机界面上设置输出模式、输出功率及输出时间,单片机获得指令后,控制各模块协同工作,在PID算法控制下,射频能量发生平台以持续或断续模式输出射频能量,同时人机界面实时显示输出功率、阻抗等信息;接口板模块上的变压器将射频放大器模块与输出隔离,提高了设备的安全性,见图2。射频能量发生平台在50~500 Ω负载范围的最大输出功率为300 W,系统实际输出值与预设值误差可保持在±10%内,射频输出能量精确可控。
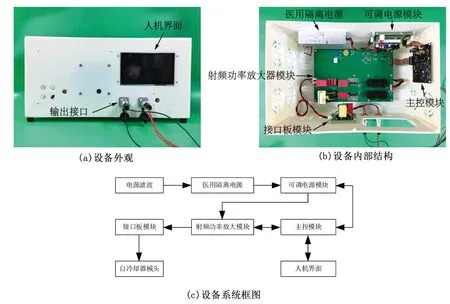
图2 射频能量发生平台
1.2 实验材料
选用离体的新鲜猪小肠作为实验材料。将获取的新鲜猪小肠,先用0.9%生理盐水冲洗猪小肠上的粪便,并清理猪小肠外层连接的脂肪,再剪成5~6 cm长度,浸泡于0.9%生理盐水中,实验中尽量保证同组猪小肠的厚度为2~3 mm。实验分为持续输出模式7组和断续输出模式6组,每组5个实验样本。分别在持续输出模式下改变输出功率;在断续输出模式下,改变单次输出时长、间断时长和循环次数对猪小肠进行焊接实验。
1.3 实验流程
实验过程中,将处理好的待焊接猪小肠段放在自冷却焊接钳口上,堵住自冷却焊接钳口上的通水孔,控制升降平台下降,使肠组织受到的压缩压力恒定为150 kPa,用蠕动泵(KKDD-12B17A,Kamoer)给自冷却焊接钳口注入0.9%生理盐水,直至自冷却焊接钳口空腔充满生理盐水,此时开启射频能量发生平台对猪小肠进行“黏膜-黏膜”焊接,焊接过程中,用红外热像仪(323Pro,FOTRIC)进行热损伤测量。焊接完毕后,立即对焊好的猪小肠进行爆破压测量。
1.4 评估方法
1.4.1爆破压测量 猪小肠焊接口的爆破压是评估其焊接强度的重要指标之一。爆破压测量系统由三通管、数字压力表(YB-80A、0-30 kPa、0.2%FS,苏州轩胜仪表科技)、恒流泵(BT100-02,保定齐力恒流泵有限公司)组成,见图3。三通管的三个端口分别连接至恒流泵输出端口、数字压力表测量端口和被测猪小肠未被焊接的一端,用止血钳夹紧以保证爆破发生在猪小肠的焊接侧。恒流泵以30 RPM的速率向被测猪小肠注入0.9%生理盐水,在测量过程中,随着生理盐水的不断注入,猪小肠持续胀大直至焊接区域破裂,数字压力表中最大值即为猪小肠爆破时测得的压力,记录该数据作为爆破压值。
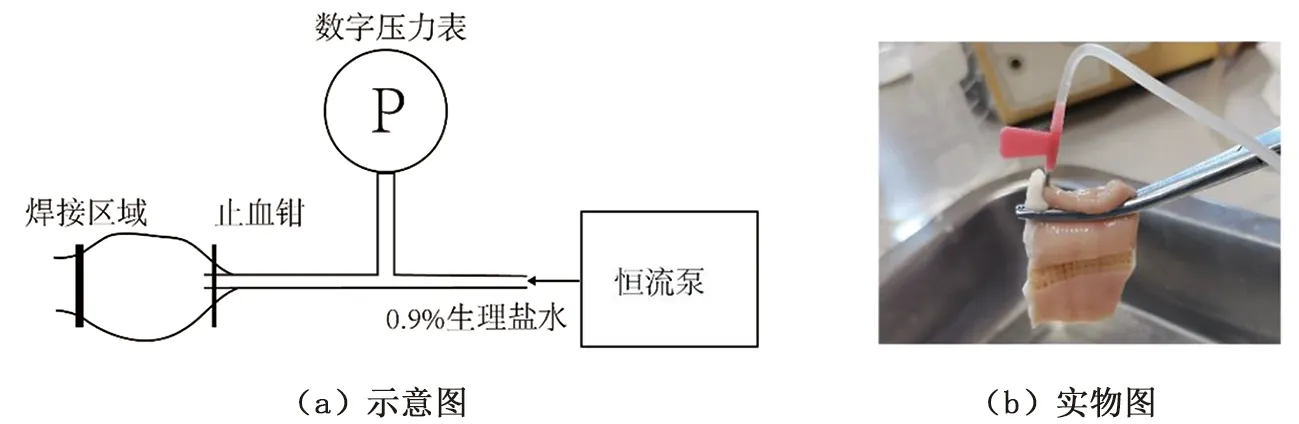
图3 爆破压测量示意图
1.4.2热损伤测量 在猪小肠焊接过程中,将红外热像仪安装在三脚架上,并放在自冷却焊接钳口侧边的同一水平线上,通过视频方式实时监测猪小肠焊接部位的温度变化,见图4。设定组织发生损伤的临界温度为45 ℃[23],高于45 ℃的区域为热损伤区域。图4(a)为猪小肠焊接热损伤计算原理图,在红外热像仪拍摄的视频中得到热损伤区域宽度为W1,W2为自冷却焊接钳口宽度,则W1-W2为总热损伤宽度。由于焊接钳口两侧热扩散可能不均匀,故取(W1-W2)/2得到的平均热损伤范围作为衡量指标。热像仪拍摄画面见图4(b)。用热像仪软件绘制热损伤区域的线温图(温度-像素点图),见图4(c),读出45 ℃时左右像素位置,经计算得到实际的热损伤。
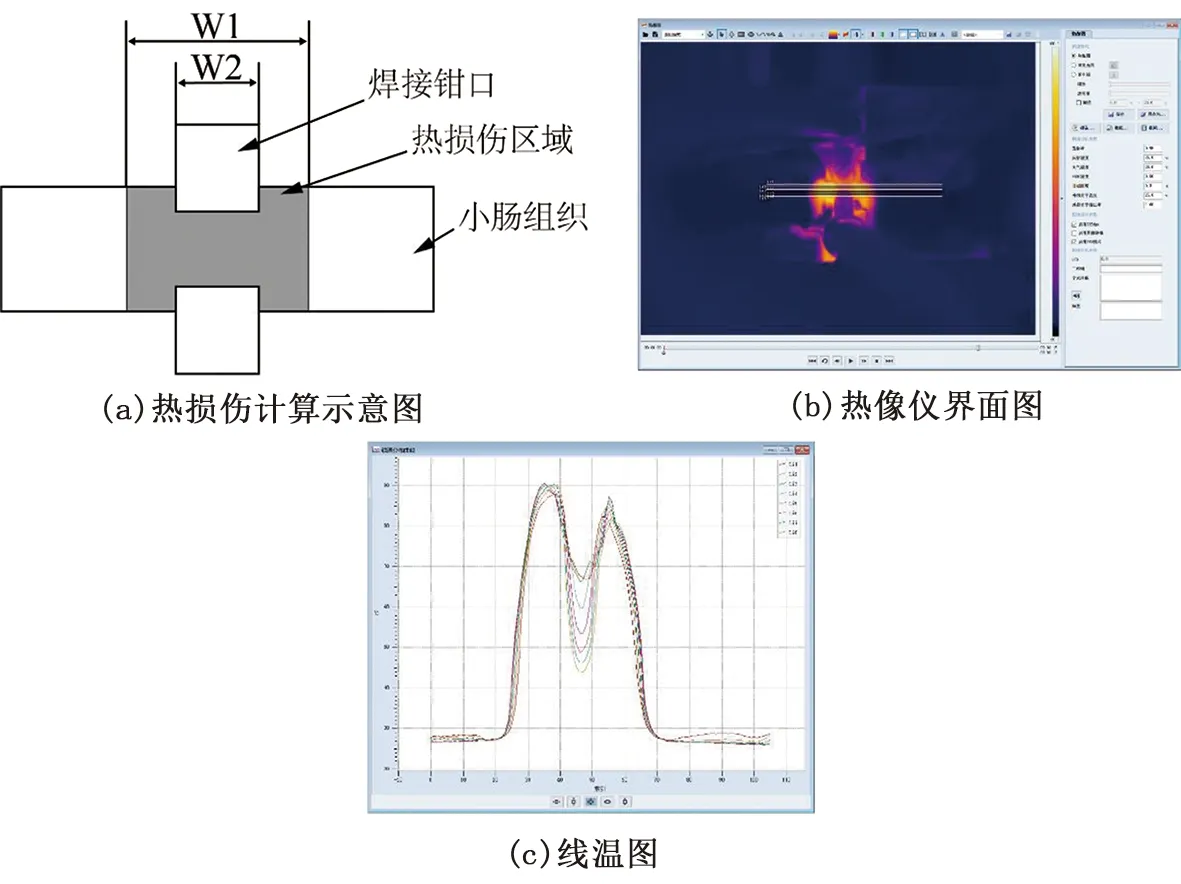
图4 热损伤测量
1.5 统计分析
本研究数据采用GraphPad Prism软件进行分析,软件版本为9.4。采用独立样本t检验对实验数据进行显著性分析。得到不同输出参数的显著性,当P<0.05时认为两组数据具有显著性差异。
2 实验结果
2.1 焊接过程电流、阻抗、温度变化
在恒功率算法控制下,肠组织焊接过程中,输出电流和阻抗呈现一定规律性,设备输出电流、肠组织阻抗和肠组织焊接区域的最高温度随时间变化,见图5。本研究参考Lim等[23]的研究,将焊接时长固定设置为10 s。图5(a)、(b)是在持续输出模式下以125 W恒功率,焊接10 s所得的电流-时间、温度-时间、阻抗-时间曲线图;图5(c)是在持续输出模式下分别以50、125、200、300 W恒功率焊接10 s的电流-时间曲线图;图5(d)是在间断输出模式下以125 W功率输出1 s、暂停0.5 s、循环10次的温度-时间曲线图。
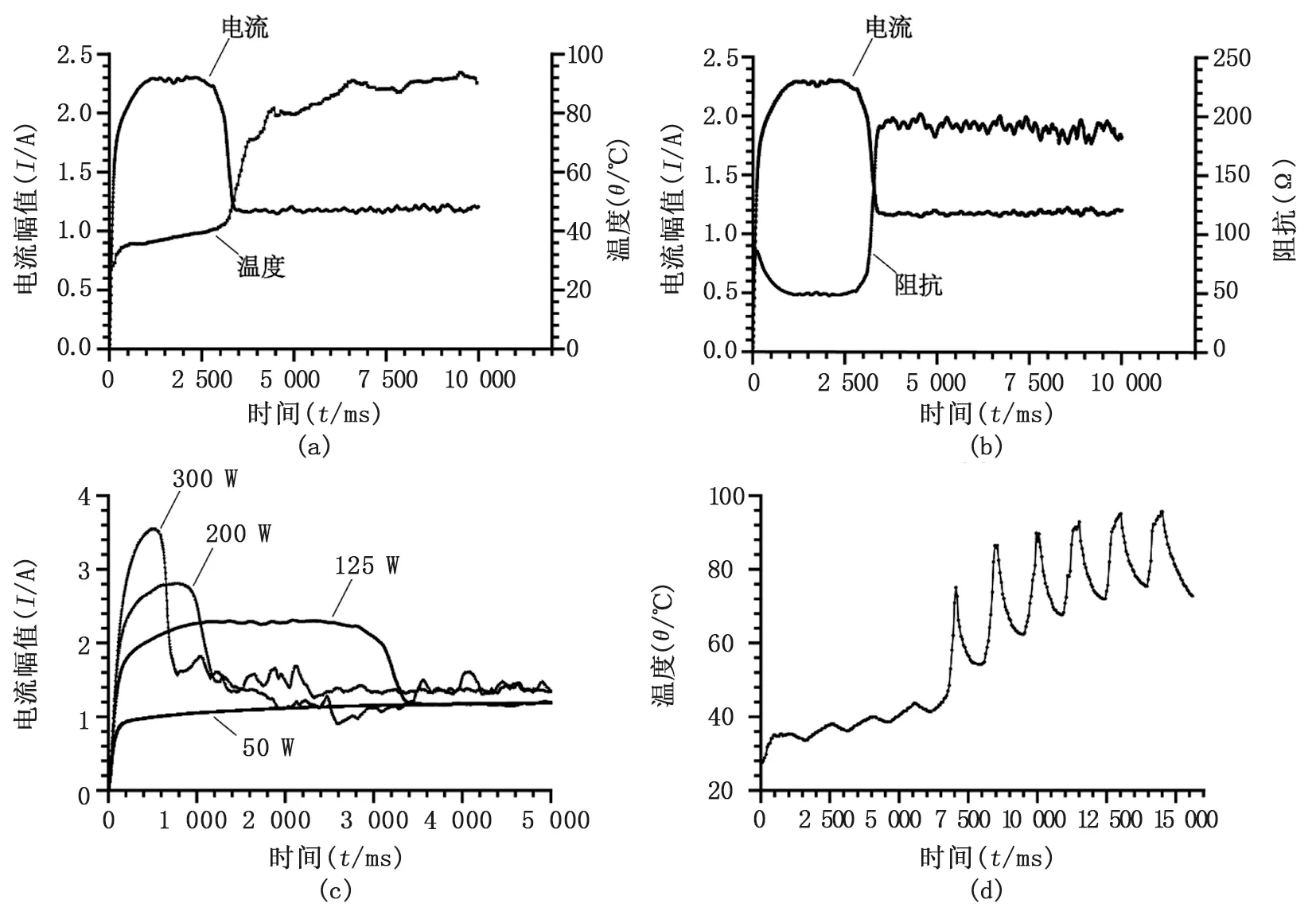
图5 (a).持续输出模式电流、温度-时间图;(b).持续输出模式电流、阻抗-时间图;(c).不同功率的持续输出模式电流-时间图;(d).间断输出模式温度-时间图
2.2 持续输出分组实验数据
分别以50、75、100、125、150、200、300 W功率对猪小肠进行持续输出焊接,焊接总时长固定为10 s,实验结果见图6。
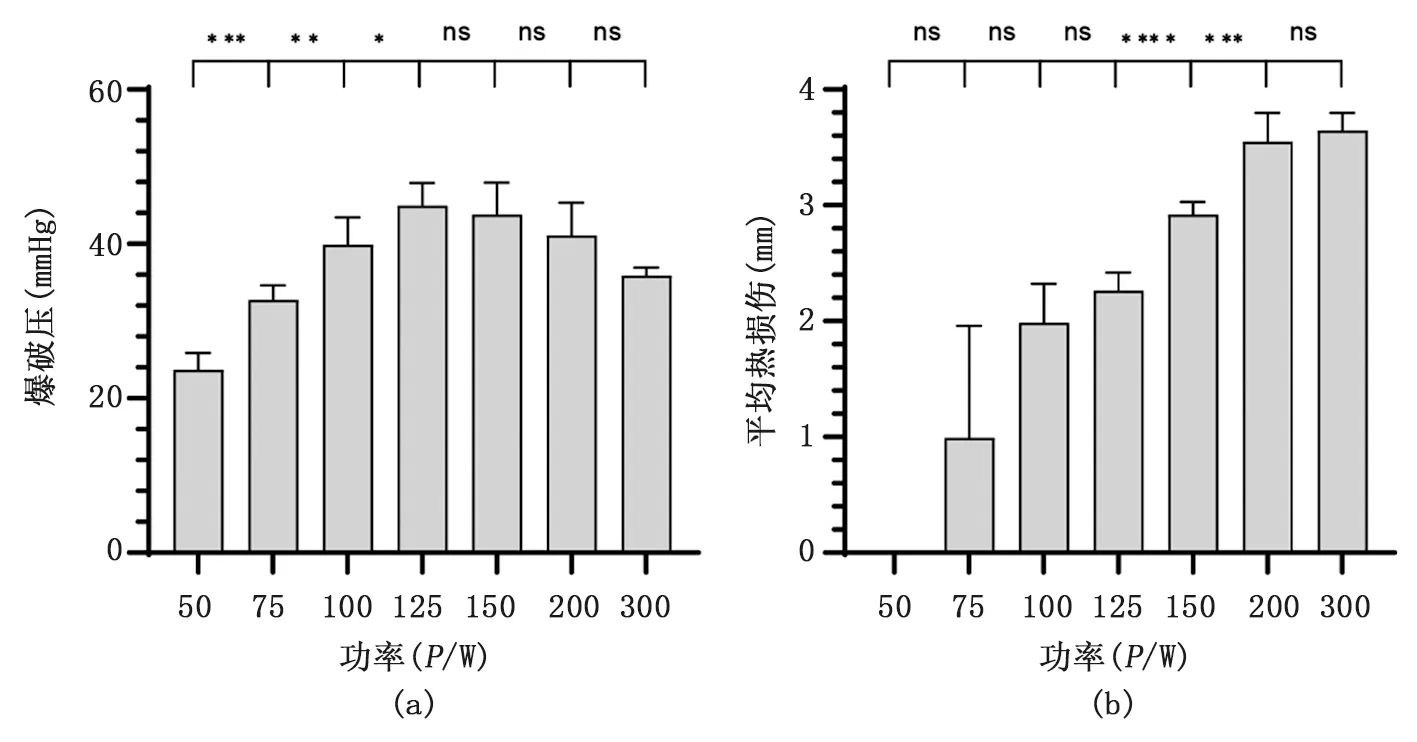
图6 持续输出模式下不同功率的实验结果图
2.3 间断输出分组实验数据
间断输出模式输出时长见式1:
Tt=n*(To+Tp)
(1)
其中,Tt是焊接过程总时长;To是单次输出时长;Tp是间断时长;n是循环次数。
分别以125 W功率输出1 s、间断1 s、循环10次(组A1);125 W功率输出1 s、间断0.5 s、循环10次(组B1)、125 W功率输出1 s、间断0.2 s、循环10次(组C1);125 W功率输出2 s、间断1 s、循环5次(组A2);125 W功率输出2 s、间断0.5 s、循环5次(组B2);125 W功率输出2 s、间断0.2 s、循环5次(组C2)参数对猪小肠进行间断输出焊接,其中,射频实际总输出时长固定为10 s,实验结果见图7。
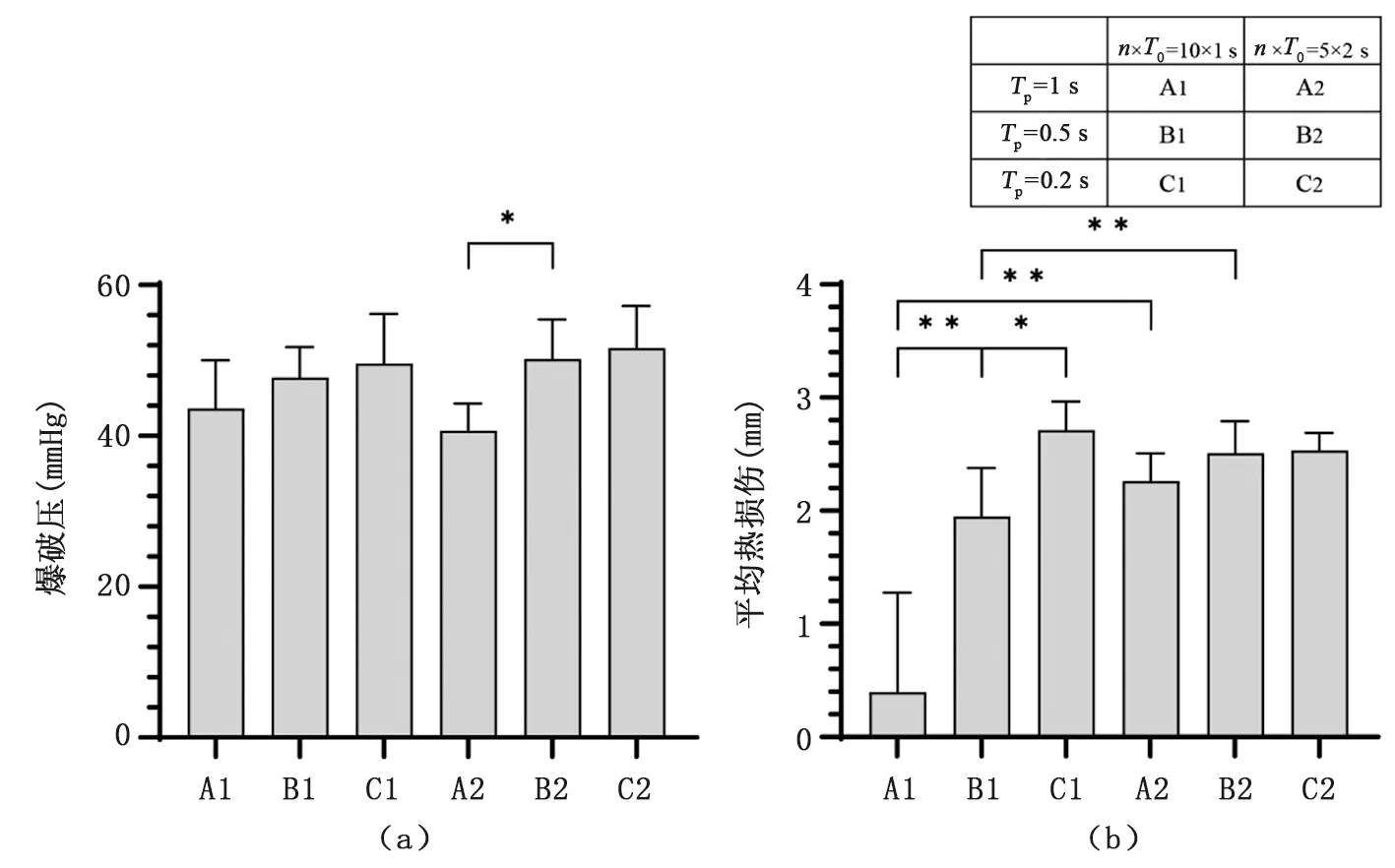
图7 间断输出模式下不同间隔时间的实验结果图
3 讨论
3.1 焊接过程电流、阻抗、温度变化结果分析
图5中电流、阻抗-时间变化曲线与Lim等[23]所得到的变化规律有一定区别,可能是由于焊接钳口不同、电流作用方式变化所致。因此,有必要在明确焊接过程中电流、阻抗等变化规律的基础上,对本研究的自冷却焊接钳口,进行输出模式和参数的优化研究。
由图5(a)可知,电流在初始阶段会保持一个较大值并维持一定时长(焊接过程中此段时间称为“大电流”时段),随后电流下降至一个固定值后,基本保持不变。结合图5(a)、(b),假设在“大电流”时段,组织内水分流失,组织温度上升缓慢,当水分流失阶段结束时(电流-时间曲线与阻抗-时间曲线相交处),组织阻抗快速上升,由于射频能量发生平台功率恒定不变,继续输出,组织上产生大量的焦耳热,组织温度迅速上升。由图5(c)可知,“大电流”时段的时长随功率的提升而缩短,可能是由于焊接钳口之间的肠组织量基本不变,当功率提升时,在“大电流”时段内流经肠组织的电流增加,水分流失速度加快,故而缩短了“大电流”时段的时长,使组织阻抗提前升高,从而使肠组织提前产生大量焦耳热。当总焊接时长固定为10 s时,大功率焊接由于组织快速升温的时间提前,可能具有更长的有效加热时间。其中,焊接功率为200、300 W的电流-时间曲线,在“大电流”时段结束后出现小波动,可能是由于焊接时功率太大,温度过高导致焊接钳口空腔内生理盐水沸腾产生气泡,使得钳口电极间的阻抗发生突变导致。而有效加热时间过长会使肠组织的温升过高,可能导致组织的热损伤增大,因此本研究尝试采用间断式输出法。间断式输出法让射频电流间断式施加在肠组织上,当射频电流施加在肠组织上时,肠组织蛋白细胞变质脱水加热,而当射频电流停止输出时,生理盐水的散热作用使肠组织降温,从而降低热损伤范围,其温度-时间曲线见图5(d)。
3.2 持续输出分组实验数据分析
图6可知,随着功率的提升,猪小肠的平均热损伤均值持续增加、爆破压先增大后减小,当射频输出功率为125 W时,爆破压平均值最大,为(44.94±2.93)mmHg(大于吻合器标准规定的爆破压3.5 kPa,即26.25 mmHg);当射频输出功率为50 W时,爆破压平均值最小,为(23.67±2.20)mmHg;当射频输出功率为50 W时,测量得的热损伤范围为零,且爆破压平均值为(23.67±2.20)mmHg,图5(c)的电流-时间曲线无完整的“大电流”时段,说明50 W的焊接功率可能不足以使肠组织产生吻合效果。而当射频输出功率超过125 W时,爆破压均值逐渐降低。在焊接过程中,当射频功率超过150 W时,肠组织受压区域焊接钳口通水孔处的肠组织会焦化,在测量爆破压时,易发生破损漏液,导致爆破压较低。在所有功率组中,125 W获得的爆破压最高,其爆破压数据与100 W组相比具有显著性差异;热损伤数据与100 W组相比,无显著性差异,说明相比于100 W组,125 W组在未明显提升热损伤的同时,提升了爆破压;125 W组的爆破压数据与150 W组相比,无显著性差异;热损伤数据与150 W组相比,具有显著性差异,说明相比于150 W组,125 W组在未明显降低爆破压的同时,显著降低了热损伤。综上所述,125 W的焊接功率可获得相对较高的爆破压和相对较低的平均热损伤,分别为(44.94±2.93)mmHg和(2.26±0.16)mm。
3.3 间断输出分组实验数据分析
由图7可知,在To一致时,Tp越短爆破压越大、平均热损伤越大。相较于其他组,Tp为1 s组所得的爆破压较低,猜测是由于Tp为1 s时,肠组织焊接区温度相较于其他组下降太多,导致吻合不够充分。对比相同Tp、不同To组的爆破压数据(即A、B、C组内两组结果对比),除A组外,To为2 s组的爆破压比To为1 s组的略大,可能是由于To为1 s组的循环次数多,使间断的总时长多于To为2 s组,即总散去的热量更多,导致吻合质量差。To=1 s,Tp=1 s组获得的爆破压为(43.61±6.40)mmHg,平均热损伤为(0.39±0.88)mm;To=1 s,Tp=0.5 s组获得的爆破压为(47.71±4.08)mmHg,平均热损伤为(1.95±0.43)mm。以上数据说明,在射频输出功率和实际总输出时长一致的情况下,相比于持续焊接模式,合适参数的间断输出模式可在不明显减少爆破压的同时,大幅度降低热损伤,且能够在增加爆破压的同时,进一步减少热损伤。
4 结论
本研究针对自冷却焊接钳口,配合自制的射频功率放大平台对离体猪小肠进行焊接研究,分析了焊接过程中肠组织电流、阻抗、温度的变化过程。通过设计不同功率参数和输出模式的实验,探究适用于自冷却焊接钳口的焊接模式及参数。在持续输出模式下,以125 W功率焊接可获得较高的爆破压和较低的热损伤;相较于持续输出模式,合适参数的间断输出模式可实现在增加爆破压或不明显减少爆破压的同时,降低热损伤。此外,实验过程中发现由于猪小肠的厚度不同,在同样的输出模式和参数下,焊接效果有明显差异,后续可设计针对不同厚度小肠的焊接算法,使吻合效果一致。
猜你喜欢
小学阅读指南·教研版(2023年7期)2023-07-17
疯狂英语·初中天地(2022年5期)2022-07-06
疯狂英语·初中版(2022年5期)2022-05-11
一重技术(2021年5期)2022-01-18
基层中医药(2021年6期)2021-11-02
重型机械(2020年4期)2020-06-29
故事会(2019年10期)2019-05-27
中学生数理化·八年级物理人教版(2018年5期)2018-06-21
现代冶金(2018年1期)2018-04-08
大型铸锻件(2015年4期)2016-01-12