不同预处理方法对啤酒糟产糖产酸特性的影响
2023-11-02 08:27张书源赵鸣峰许晓毅
苏州科技大学学报(工程技术版) 2023年3期
张书源, 赵鸣峰, 唐 永,吴 玮, 许晓毅
(1.苏州科技大学 环境科学与工程学院,江苏 苏州 215009;2.昆山市污水处理有限公司,江苏 苏州 215300;3.青岛啤酒(昆山)有限公司,江苏 苏州 215300)
啤酒糟(又称麦糟)为麦芽和辅料在糖化工艺单元的残渣,由麦芽的种皮、外壳和少量未完全溶解的淀粉胚乳颗粒等组成,占啤酒生产过程总副产物的85%左右[1]。 我国是啤酒生产与消费大国,啤酒糟现状年产生量超1 000 万t,通常用作畜禽养殖饲料,但市场需求有限且不易储存[2]。 碳双减战略目标下啤酒糟中生物质提取转化成为啤酒工业副产品资源化利用的重要研究方向。 啤酒糟属于木质纤维素类生物质材料的一种,由纤维素、半纤维素与少量木质素组成,适宜的预处理方法可破坏啤酒糟顽固的木质纤维素结构,提升后续生化反应中酶与微生物的可及性,从而提升原料酶解或厌氧发酵过程的产糖、产酸效能。 已有报道的木质纤维素类生物质预处理方法包括物理、化学、生物法等[3]。 研究已经证明了酸、碱处理在半纤维素增溶或木质素脱除方面的可行性和经济性[4]。 碱处理主要通过对木质素的选择性溶解实现后续酶解效果的提升[5],稀酸处理主要通过水解半纤维素获得富含木糖的上清液实现糖的回收,同时通过促进固体残渣孔隙率的增加,实现后续酶解产糖量或厌氧发酵产酸的良好促进。 超声波技术能够对含水物质产生空化作用,有助于打破木质纤维素的复杂结构并增加溶剂的渗透性,也被用于稻杆、甘蔗渣等生物质酸、碱预处理产糖过程的辅助[6-8]。
目前,关于预处理方法对啤酒糟产糖、产酸特性的研究成果仍较为有限,制约了啤酒糟作为生物质能源的资源化利用。 有研究表明啤酒糟经稀酸处理后可获得较高的产糖量[9],其预处理产物进行厌氧发酵所产生的挥发性脂肪酸产量也较为可观[10]。 啤酒糟经热碱处理后发酵可实现70%理论乙醇产量[11],热碱处理对其他生物质的优良酶解效果已有较多报道。 超声处理啤酒糟能促进表面侵蚀、增加孔径[12],已有相关研究表明超声-酸/碱处理利于生物质的酶促糖化[13-14],能有效提高生物乙醇或挥发性脂肪酸的产量[13,15]。不同预处理方法对固体回收率、产糖率及产物组分变化等影响也有待深入讨论。 考虑啤酒糟生物质组分特征与底物效应的差异,本文主要针对啤酒生产企业实际的啤酒糟,选用稀酸处理、热碱处理、超声-酸处理及超声-碱处理为预处理方法,对啤酒糟进行预处理及酶解产糖量、厌氧发酵产酸量及过程特性的比较,以期为探寻技术可行的啤酒糟生物质能源回收提供理论与技术支撑。
1 材料与方法
1.1 试验材料
啤酒糟取自苏州市某大型啤酒生产企业,60 ℃烘干后粉碎过50 目筛备用。 用于酶解反应的纤维素酶(纤维素酶活1×105U/g)购于上海麦克林生化科技有限公司。3,5-二硝基水杨酸、硫酸、氢氧化钠等实验试剂均为分析纯。 厌氧发酵所用的颗粒污泥购于诸城市益清环保材料有限公司,为减少产甲烷菌消耗VFAs,颗粒污泥在使用前用破壁机搅碎,倒入1 L 烧杯置于105 ℃的烘箱中加热1 h,室温冷却后装至塑料瓶中,置于4 ℃的冰箱中密封储存备用。
1.2 试验方法
1.2.1 预处理方法
(1)稀酸、热碱处理
称取30 g 磨碎的干啤酒糟于500 mL 锥形烧瓶中,加入300 mL 浓度为2.0%(v/v)的H2SO4 溶液或300 mL 浓度为2.0% (w/v)的NaOH 溶液。 混合均匀后置于高压灭菌锅在121 ℃下反应30 min 后,冷却降温的混合液5 000 rpm 离心10 min 以固液分离。液体部分用于糖的测定。固体残渣分为两部分,一部分直接烘干备用,一部分用纯水清洗至pH 为中性后烘干粉碎用于酶解。
(2)超声-酸处理
称取5 g 经烘干磨碎的啤酒糟于100 mL 烧杯中, 加入50 mL 浓度3%(v/v) 的H2SO4或2% w/v 的NaOH,置于超声探头下以600 W 功率反应60 min。反应结束后,在5 000 转下离心10 min 以固液分离。固体残渣分为两部分,一部分直接烘干备用,一部分用纯水清洗至pH 为中性后烘干粉碎用于酶解。
(3)超声-碱处理
称取5 g 经烘干磨碎的啤酒糟于100 mL 烧杯中,加入50 mL 浓度2% w/v 的NaOH,置于超声探头下以600 W 功率反应30 min。 反应结束后,在5 000 转下离心10 min 以固液分离。 固体残渣分为两部分,一部分直接烘干备用,一部分用纯水清洗至pH 为中性后烘干粉碎用于酶解。
1.2.2 酶解试验
预处理后离心回收残渣洗至中性、烘干磨碎后,取1.0 g 于20 mL 的柠檬酸与柠檬酸钠缓冲液(0.1 mol/L,pH 4.8)中,加入0.1 g 纤维素酶粉末后置于温度为50 ℃的水浴摇床中振荡24 h。 反应结束后将混合液三角瓶放入沸水中持续3~5 min 灭活,冷却后在12 000 转下离心5 min 进行固液分离。
1.2.3 厌氧发酵产酸试验
对照组以未处理的10 g 啤酒糟作为发酵底物; 实验组将10 g 啤酒糟分别经不同预处理后的混合产物(包含液体与固体)作为发酵底物。 对照组与实验组的发酵底物装入250 mL 发酵瓶中,按底物与接种物挥发性固体浓度(VS)为1∶1 的比例加入接种污泥,加纯水至200 mL,调pH 至7.0。 向各发酵瓶中通入氮气保持5 min,排出氧气营造厌氧环境,随后密封发酵瓶。 将发酵瓶置于35 ℃的摇床中,以100 r/min 的震荡速度运行以进行厌氧发酵。 整个发酵过程维持10 d,每24 h 取发酵液测VFAs。
1.3 分析方法
1.3.1 还原糖测定与产糖率计算
取稀释一定倍数的预处理液与酶解液抽滤液0.5 mL,用二硝基水杨酸(DNS)法[16]显色反应,紫外分光光度计540 nm 波长下测定样品吸光度,计算还原糖含量。 还原糖产率计算方法如下
1.3.2 单糖与副产物浓度的测定
稀释一定倍数的预处理液经0.22 μm 滤膜过滤后, 使用安捷伦1260 Infinity 高效液相色谱仪测定各单糖与副产物浓度,仪器所用检测器为Waters 2414 示差折光检测器,色谱柱型号为BIO-RAD Aminex HPX-87H。
1.3.3 木质纤维素组分分析
啤酒糟原料、预处理残渣中的纤维素、半纤维素和木质素组分测定采用范氏分析法[17]。固体回收率,纤维素、半纤维素回收率及木质素去除率计算方法如下
1.3.4 形态结构分析
(1)扫描电镜
取待测样品表面喷金后用日本Hitachi Regulus 8100 扫描电子显微镜(日本)进行扫描拍照,观察分析啤酒糟在预处理前后的微观结构形态变化。
(2)红外光谱
取待测样品与KBr 混合研磨压片后,采用Nicolet iS50 型傅里叶红外光谱仪对供试样品进行扫描分析,扫描波数范围为400~4 000 cm-1,绘制红外谱图。
(3)X 射线衍射光谱
采用日本理学株式会社的Ultima IV 型X 射线衍射仪对样品进行分析,Cu 靶扫描角度范围为5°~40°,扫描速率为2°/min。 根据衍射图谱强度,采用Segal 法计算相对结晶度(CrI),其计算公式为
式中,I002为2θ=22.5°时结晶部分的强度;Iam为2θ=18°时无定形区部分的强度。
1.3.5 挥发性脂肪酸测定
从发酵瓶中抽取一定量的发酵液在10 000 r/min 下离心10 min, 经0.22 μm 滤头膜过滤以去除其中的杂质后,随后用纯水稀释确保其VFAs 浓度在标线范围内,最后将其取至气相色谱瓶内,使用3%的H3PO4调节pH 至3.0 以下,置于安捷伦GC 8860 型气相色谱仪中进行检测。
1.4 数据统计与分析
各批次实验均设置平行实验组(n=3)。 数据处理以及图形绘制使用Excel 2016,OriginPro 2018c 进行。
2 结果与讨论
2.1 不同预处理方法的化学组分特性
图1 为预处理前后啤酒糟固体的化学组分变化,表1 列出了啤酒糟预处理后各组分回收/去除情况。 未处理的啤酒糟半纤维素是其主要组分,占比为45.97%,纤维素、木质素组分的占比分别为14.41%、4.68%。

表1 预处理后啤酒糟固体组分去除/回收率 %
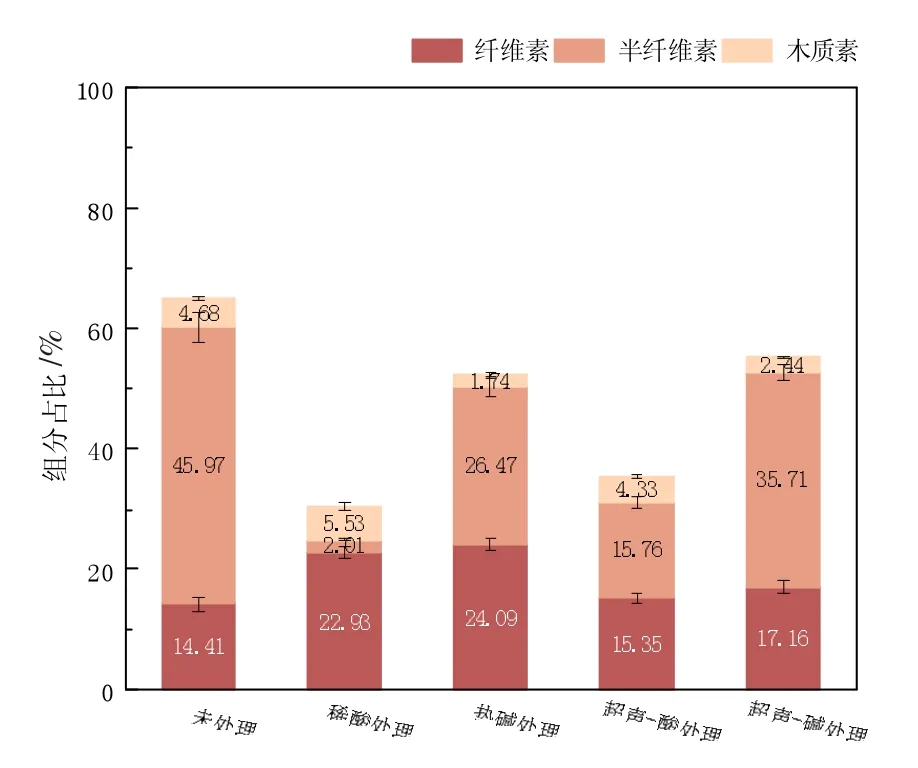
图1 预处理前后啤酒糟的化学组分
由表1 可知,稀酸处理与热碱处理固体回收率分别为37.82%、53.87%,而超声-酸/碱的固体回收率分别为65.43%、79.75%,超声预处理具有更高的固体回收率。半纤维素的降解与木质素的去除是导致固体损失的主要原因。 半纤维素是一种多种单糖的复合结构,酸处理可破坏半纤维素和纤维素聚合链中糖单体之间的杂环醚键,导致半纤维素的解聚,从而能降低纤维素酶解的难度[18]。经稀酸预处理、超声-酸预处理后,啤酒糟中半纤维素含量占比降低最为明显,由处理前的45.97%分别降至2.01%和15.76%。 Chen[19]通过稀酸预处理去除了玉米秸秆中大量的半纤维素(占比从19.7%降至9.28%),并证明有益于酶解。 其中稀酸处理对啤酒糟中的半纤维素具有更高效的水解能力。Flávia[20]在其研究中也有相似的发现:相比于超声酸处理,麦皮和燕麦皮在121 ℃下糖的释放更充分,木质纤维组分的变化也更为显著。 有报道认为超声-酸处理过程中较低的温度是半纤维素降解效果相对较弱的原因[21]。
木质素是一种无定形酚类大分子,通过4-羟基苯丙烷偶联而具有高度异质性。 碱处理能破坏生物质木质素中的醚键,实现木质素的优良选择性去除。 热碱处理与超声-碱处理对木质素组分占比的降低相对较为显著,木质素含量由4.68%分别降低至1.74%与2.44%。 同时,热碱处理对样品中木质素去除率最高,约为79.97%,与其他类似研究中碱处理所表现出的良好木质素脱除效果较为一致;然而啤酒糟经超声-碱预处理后,木质素组分占比为2.44%,但去除率仅为58.42%,可能与该预处理途径的固体回收率较高有关。 超声波能可产生氧化剂促进木质素分解,也可形成空化作用,并提高碱性溶液对生物质原料的渗透能力[22]。
各种预处理方法导致啤酒糟纤维素组分含量均有不同程度上升。 由于半纤维素的大量去除,经稀酸处理后的啤酒糟固体残渣中纤维素含量上升至22.93%。 热碱处理后的啤酒糟纤维素含量最高,为24.09%;超声-酸、超声-碱处理后的啤酒糟纤维素含量分别为15.35%和17.16%。
2.2 不同预处理方法的形态结构表征
2.2.1 扫描电镜分析
原酒糟材料和预处理后残渣扫描电子显微镜图像(5 000 倍)如图2 所示。预处理前啤酒糟(如图2(a)所示)呈现了典型木质纤维材料的致密结构,木质素和半纤维素在纤维素之间形成表面坚硬、光滑的片层结构,对微生物与酶的附着与分解存在较大阻碍效应。 经稀酸处理后(如图2(b)所示),材料表面形态发生纤维扭曲、断裂且形成孔洞或裂缝并增加了表面的粗糙度,材料比表面积和孔体积增加,可能由半纤维素的溶解所导致。超声-酸处理(如图2(d)所示)材料表面具有更加丰富的孔洞,主要由于超声作用产生稀酸微泡的高分散性和传质强化,有效促进了材料半纤维素水解及酶的附着,这也是超声-酸预处理残渣的酶解产糖量更高的原因。 经热碱处理后(如图2(c)所示),表面没有明显纤维断裂但出现结构膨胀现象,可能是一些木质素或木质素-碳水化合物复合物集结在表面[23],酶水解的可用表面积明显增加,与Barman 等人[24]的研究相似。 超声-碱处理(如图2(e)所示)后材料表面均出现较多不均匀微小孔洞,表面产生较小的碎片,归因于超声作用过程中微泡内爆引起的超声局部冲击波对木质素的破碎,这些变化提高了酶的可及性,进而实现超声-碱预处理残渣在酶解过程的较高产糖量。
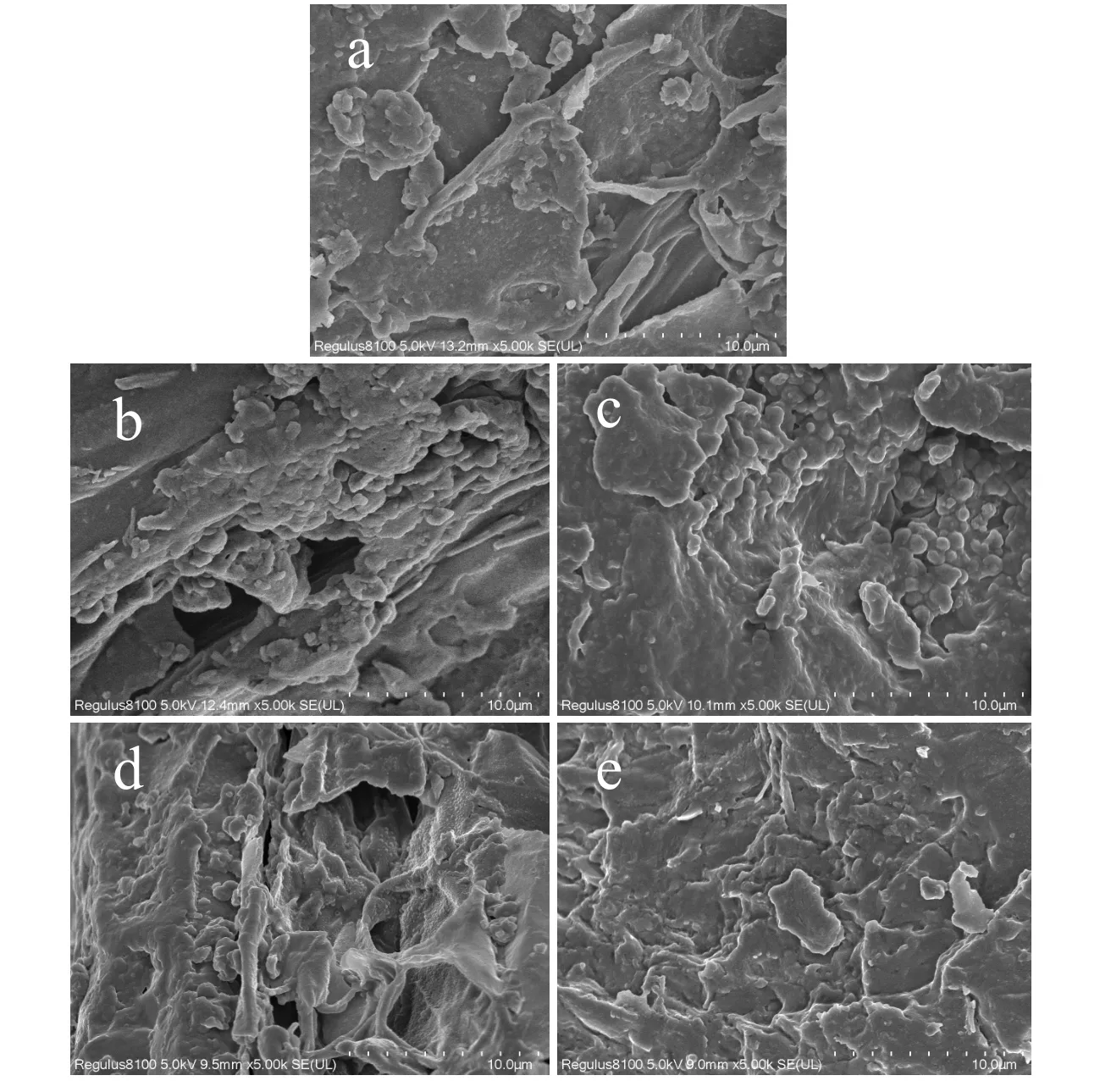
图2 预处理前后啤酒糟样品的扫描电镜图像
2.2.2 X 射线衍射分析
啤酒糟中有木质素、半纤维素等无定形物质,也有纤维素晶态物质。 结晶态纤维素在木质纤维类生物质中所占比例是影响后续酶解的重要因素。 通过预处理可以破坏纤维素链间和链内氢键来改变其晶体结构,一般地,预处理对木质素和半纤维素整体去除越好,结晶度相对越高[25]。 对各供试样品的X 射线衍射分析(XRD)图谱及的结晶度指数(CrI)如图3 所示。由图可知,结晶纤维素峰信号较强,非结晶纤维素显示出更宽和更弱的信号[26]。与原啤酒糟相比,经预处理后啤酒糟的结晶度均有不同程度增加。稀酸处理后,样品的特征峰最为尖突,结晶度数值最高(27.97%),与前述组分占比和去除效能的结果相匹配,其余3 种预处理方法的结晶度数值范围为21.24%~25.22%。 热碱预处理过程在20.3°与21.5°处出现两峰,说明晶型为纤维素II 型,改变纤维素的异构体可提高后续酶催化的效率。
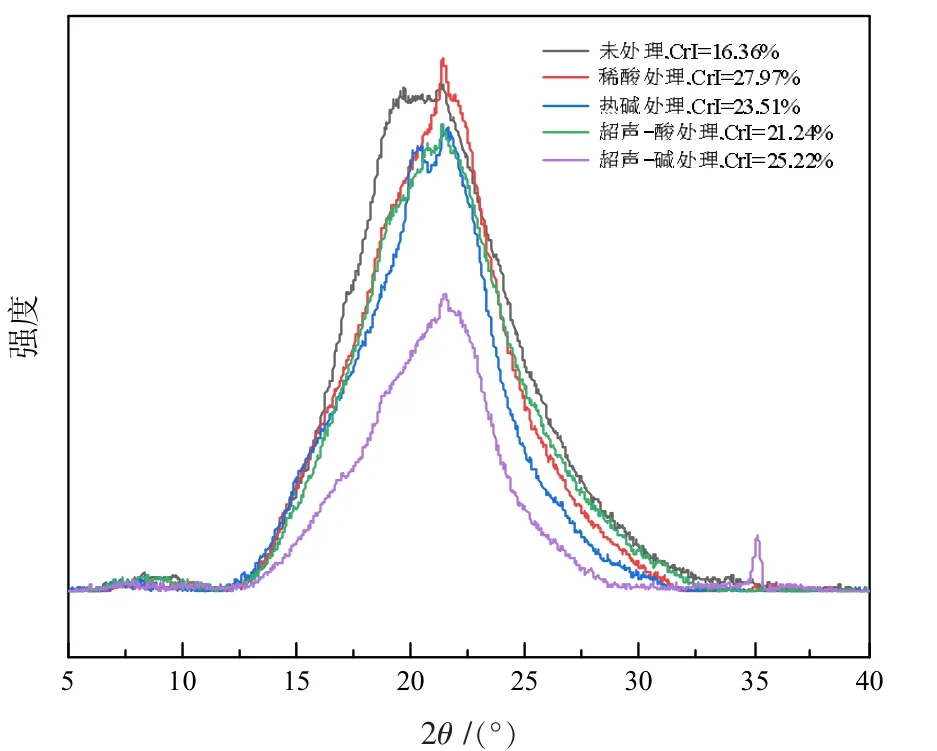
图3 啤酒糟预处理前后的X 射线衍射图谱
2.2.3 红外光谱分析
图4 为与处理前后啤酒糟样品的红外光谱(FT-IR)图。根据检测图谱分析,各样品FT-IR 图谱的峰形总体较为相似,这与它们的结构中存在相似的化学基团有关。 在红外光谱中1 000~1 200 cm-1处的吸收峰与纤维素和半纤维素的结构特征有关, 1 000~1 100 cm-1吸收峰的增强则表明固体残渣中纤维素含量增加[27],与组分分析的结果一致。 1 740 cm-1处的峰代表半纤维素的乙酰基和糖醛酸酯基或者是木质素/半纤维素中的阿魏酸和对香豆酸的羧酸酯键,经稀酸处理与超声-酸处理后该峰消失,可能酸处理在水解半纤维素的过程中对破坏了上述键。 1 526 cm-1代表木质素中芳香环的芳香族C=C,经热碱处理、超声-碱处理后,该峰的强度明显减小甚至消失,与组分分析中木质素脱除程度相对应,碱性预处理的木质素脱除作用与该键存在关联。 在2 900 cm-1处观察到的谱带对应于-CH2伸展,归因于木质素和多糖(纤维素和半纤维素)中的脂肪族部分,与原酒糟相比,预处理后样品吸光度减小,归因于木质素和半纤维素含量的减少。 所有的光谱都具有一个3 400~3 200 cm-1宽的吸收带,对应于的O-H 伸展,表明材料的酚类和脂肪族结构中存在氢键相互作用和分子间氢键,而预处理后的波宽变长表明经处理后的啤酒糟结构更为松散而更易于酶解[28]。

图4 啤酒糟预处理前后红外光谱图
2.3 不同预处理后对啤酒糟产糖效果影响
预处理液化学组分见表2, 可知各预处理液还原糖含量存在较大差异其中稀酸处理预处理液还原糖浓度最高,达到了35.6 g/L,主要成分是木糖与阿拉伯糖,而这两种单糖正是半纤维素的水解产物。 实验结果(见表1)表明,稀酸处理过程中半纤维素回收率仅为1.65%,这进一步证实了稀酸预处理液中还原糖主要来源于半纤维素的水解。葡萄糖是纤维素酸水解的产物,其浓度仅有3.81 g/L,仅为木糖浓度的17.12%,这表明在稀酸处理过程中纤维素具有更强的稳定性。 超声-酸预处理液中还原糖含量为18.77 g/L,其来源与稀酸处理相似,是在酸溶剂与超声产生的热能的相互作用下导致半纤维素溶解所致。 尽管超声处理可造成空化作用,但产生的热量较稀酸处理还有较大差距,因此其产糖量较稀酸处理低。 使用可能是由于超声-酸处理使用了更高浓度的酸溶液导致更多纤维素转化,最终葡萄糖浓度比酸处理高18.2%。

表2 啤酒糟预处理液化学组分分析 g·L-1
经热碱处理与超声-碱后,预处理液中还原糖浓度分别为4.14 与0.86 g/L,均低于酸法处理。主要归因为半纤维素在碱性溶液下的增溶作用相对较弱。 与热碱处理相比,超声-碱处理预处理液中各糖的浓度更低,这是因为超声-碱主要依靠超声波的空化作用增强碱溶液对木质素的脱除, 而不是依靠高温热能引起糖的水解,因此其预处理过程还原糖产量最少。
为了综合比较各预处理方法总产糖率,分别测定了稀酸处理、热碱处理、超声-酸处理、超声-碱处理在优化工况下的预处理产糖率与酶解产糖率,并结合固体回收率等计算出基于啤酒糟原料干重的产糖率,以便进行均一化对比,分析结果如图5 所示。 由图可知,酸性预处理与碱性预处理在预处理和酶解两个阶段的产糖率差异较大。热碱处理与超声-碱处理在预处理阶段产糖率极低,分别为41.00 mg/g 与10.75 mg/g。而稀酸处理与超声-酸处理二者的预处理产糖率分别为356 mg/g 与234.63 mg/g,远高于热碱处理与超声-碱处理。但热碱处理与超声-碱处理在酶解产糖率上更具有优势,分别为262.69 mg/g 与224.26 mg/g,大于稀酸处理与超声-酸处理的77.16 mg/g 与98.27 mg/g。综合计算总产糖率,稀酸处理、热碱处理、超声-酸处理、超声-碱处理联合酶解的总产糖率分别为433.16 mg/g、306.69 mg/g、332.90 mg/g 和235.00 mg/g。 可发现酸法处理过程总产糖率高于碱法处理,这可能归因为啤酒糟半纤维素更高,而酸性溶剂对其水解效果更好,因此酸性处理获得了更高的总产糖率。
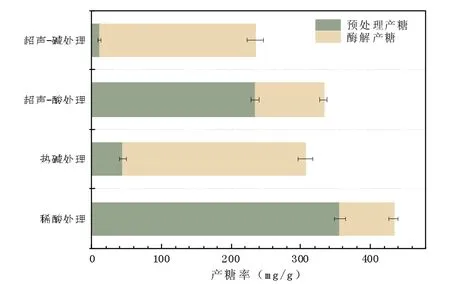
图5 不同预处理方法还原糖产率的对比
2.4 不同预处理对啤酒糟产酸效果影响
图6(a)为经过不同预处理的啤酒糟在厌氧发酵过程中的VFAs 产量。 在前5 天内,各发酵体系的VFA浓度快速上升,之后缓慢增加直至达到最高值。 类似的趋势在草类生物质的厌氧发酵中也被观察到[29]。 经稀酸处理及超声-酸处理的啤酒糟在前两天的发酵中VFA 积累迅速,产量分别为7 685.50 mgCOD/L 与6 720.22 mgCOD/L。 经稀酸处理及超声-酸预处理后,半纤维素水解转化为戊糖,可以直接被微生物利用,从而缩短了厌氧发酵过程中的水解步骤。 因此,发酵体系在初始状态下可溶性有机物含量较高,可以更快地转化为VFA[30]。 发酵第3 天,经过热碱处理的啤酒糟的VFAs 产量已经超过了超声-酸处理,可能是因为之前溶解在液相中的有机物(如蛋白质)开始被微生物利用,此时提供给微生物的有机物含量更多。 然而,超声-碱处理主要是用于去除啤酒糟中的木质素,对半纤维素及其他有机物的溶出作用较弱,因此厌氧发酵的VFAs产量不及其他几种预处理方式。
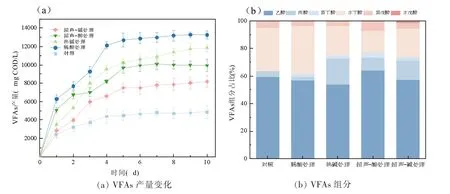
图6 预处理方法对VFAs 的产量及组分的影响
到第10 天VFAs 产量基本平稳,周期结束时VFAs 产量为:稀酸处理>热碱处理>超声-酸处理>超声-碱处理>对照组。 稀酸处理的VFAs 产量最高, 为13 268.84 mg COD/L, 相较对照组提升了2.4 倍, 但略低于Juan 等[10]的研究结果,后续可通过调节pH 等操作进行优化;超声-碱处理、超声-酸处理、超声-碱处理则分别提升99.69%、76.43%、25.49%。 不同预处理途径均可以不同程度实现啤酒糟中半纤维素的增溶以及木质素的降解并破坏木质纤维素结构,使得其中的有机物等更容易被发酵体系中的微生物所利用。与Xue 等人[30]的研究结论不同,本研究结果表明使用固体回收率更低的稀酸与热碱预处理方法实现了更高的VFAs 产量,可能因为固体回收率在一定程度上反映了预处理方法的增溶能力。Guo 等人[31]也得出了类似的结论。在预处理过程产生的乙酸、糠醛与5-羟甲基糠醛(HMF)等可能会抑制后续的厌氧发酵。由表2 可知,尽管稀酸处理与热碱处理过程中产生的副产物相对较高,但仍具有较高的VFAs 产量,由此可知副产物的抑制作用并非是造成厌氧产酸差异的决定性因素。
图6(b)所示为经过各方法预处理后啤酒糟在厌氧发酵产VFAs 组分构成占比。 厌氧发酵VFAs 组分构成对其下游的进一步利用至关重要,也在一定程度上决定了其实际价值。 例如,对于作为废水处理的碳源利用过程,有机酸的利用顺序为乙酸>丁酸>戊酸>丙酸。 不同预处理方法会导致VFA 的比例有所不同。 乙酸、丙酸和正丁酸是三种最常见的VFA, 在各体系中分别占总挥发性脂肪酸产量的95.27%、94.42%、94.01%、89.23%和91.62%。 经各方法预处理后的发酵体系中,乙酸占比均超过50%,而丙酸和正丁酸的变化幅度相对较大。 稀酸处理后的发酵体系中,正丁酸占比相对最高(34.95%),浓度为3 652.22 mg/L,丙酸占比仅为2.66%,而在热碱处理和超声-碱预处理的发酵体系中占比分别为18.81%和14.04%。 除对照组外,各个体系中都检测到了异丁酸的产生,但浓度均低于300 mg/L。 在各个体系中都检测到了前五种VFA,仅在超声-碱体系中检测到了极少量的正戊酸(91.01 mg/L)。
3 结语
(1)不同预处理方法对啤酒糟组分特性具有不同影响。热碱处理可脱除79.97%的木质素,稀酸处理实现了98.35%的半纤维素降解。 经超声-酸/碱处理对啤酒糟组分特性影响相对较小, 但该法固体回收率相对较高。
(2)采用SEM、XRD 和FTIR 法对预处理前后的啤酒糟的形态结构表征结果表明,经预处理后,啤酒糟表面出现不同程度的孔洞、裂缝,有效增加了后续联合酶解反应的接触面积;随着木质素、半纤维素的脱除,纤维素结晶度由16.36%最高增加至27.97%,FTIR 相关官能团信号强度变化验证了预处理后半纤维素、 纤维素及木质素等成分组成的变化趋势。
(3)酸性处理的预处理产糖率要远高于碱性预处理,而碱性处理更利于酶解产糖。 稀酸处理、热碱处理、超声-酸处理、超声-碱处理还原糖总产率分别为433.16、306.69、332.90、235.00 mg/g。 啤酒糟半纤维素更高且酸性溶剂对其具有更好的水解效果,因此从总产糖率的角度看酸法预处理的产糖性能更佳。
(4) 各预处理后的啤酒糟厌氧发酵VFAs 产量顺序为稀酸处理>热碱处理>超声-酸处理>超声-碱处理,VFAs 产量与预处理对有机物的增溶能力相关, 可由固体回收率反映。 各发酵体系中, 乙酸所占比例均在50%以上,是最主要的VFA。
猜你喜欢
河北果树(2022年1期)2022-02-16
煤气与热力(2021年12期)2022-01-19
华北农学报(2020年5期)2020-11-10
上海包装(2019年8期)2019-11-11
中国资源综合利用(2018年12期)2019-01-08
山东纺织科技(2017年4期)2017-09-03
天津造纸(2016年1期)2017-01-15
浙江农业科学(2016年11期)2016-05-04
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10
中国造纸学报(2015年1期)2015-12-16