加氢装置碳钢高压空冷器预硫化过程泄漏分析
2023-11-07 04:21沈红杰
压力容器 2023年8期
沈红杰
(中国石化 上海高桥石化有限公司,上海 200137)
0 引言
高压空冷器是加氢装置关键设备之一。虽然近几年加氢装置高压空冷器选用825合金有所增加,但为了节省投资,加氢装置高压空冷器仍以碳钢材质为主,尤其是汽柴油加氢装置高压空冷器均使用碳钢,部分加氢裂化、渣油加氢装置高压空冷器仍使用碳钢。由于加工原油的劣质化,高压空冷器的腐蚀泄漏已影响加氢装置的长周期运行,高压空冷器除发生铵盐腐蚀外,还面临湿硫化氢应力腐蚀开裂,在加氢装置开工催化剂预硫化期间,碳钢高压空冷器已发生多起湿硫化氢应力腐蚀开裂泄漏,而且不同制造厂的高压空冷器出现泄漏情况也不尽相同,因此需进一步研究分析。
1 预硫化工艺
加氢装置反应器的催化剂主要是由金属活性组分和载体组成,金属活性组分以氧化态的形式分散于载体上。由于催化剂金属活性组分在氧化态时活性很低,因此在加氢装置开工时,须对新更换催化剂进行预硫化,使催化剂中的金属组分从氧化态转变为硫化态,从而提高催化剂的活性和稳定性。
根据硫化剂的状态不同,预硫化方式分为湿法硫化和干法硫化。目前加氢装置催化剂普遍采用湿法硫化,即以直馏柴油为硫化油,加入硫化剂(二甲基二硫化物),在循环氢工况下进行相关反应,先是硫化剂与氢气反应,生成H2S和CH4,然后氧化态金属与H2S反应生成金属硫化物和水。催化剂预硫化过程一般为2天左右,介质中含有大量H2S和水,是酸性湿硫化氢工况。
2 工程失效案例
加氢装置碳钢高压空冷器的管箱材质一般为Q345R(HIC),换热管为10#或20#碳钢,管箱管板和换热管连接的管接头采用强度焊+贴胀。在加氢装置催化剂预硫化中,发现多套装置高压空冷器管接头出现泄漏,部分泄漏空冷器是新制造投用。经失效分析,是由于高压空冷器管接头的焊缝和管板侧热影响区硬度偏高、在湿硫化氢工况下发生了应力腐蚀开裂。
2.1 G公司260万t/a柴油加氢装置
G公司260万t/a柴油加氢装置于2013年建成,共有8台翅片管高压空冷器,空冷器管箱为Q345R(HIC),换热管为10#钢。2018年5月在装置检修开工催化剂预硫化时发现高压空冷器管接头泄漏,经水压试验发现5片空冷器、共30个管接头泄漏,泄漏的管接头均位于空冷器出口管箱。对泄漏的管接头进行机械胀接修理,试压不漏,空冷器又正常运行一个生产周期。该空冷器换热管与管板采用自动焊,焊材为HS09MnSHG-3焊丝,焊前预热温度为≥80 ℃,焊后没有进行消应力热处理。
对检修更换的空冷器出口管箱的中部(A)和端部(B)取样(见图1)分析,将管箱丝堵侧切除后,进行MT检测,A样品24个管接头角焊缝上均有裂纹;B样品11个管接头角焊缝中10个有裂纹,裂纹既有径向、又有环向,径向裂纹基本从角焊缝上启裂并扩展,止于管板侧热影响区,环向裂纹在管接头管板侧的焊缝热影响区。2018年5月开工预硫化时,A,B样品分别有5个和4个管接头发现泄漏(见图1中画圈位置),说明空冷器管接头在生产使用中已存在大量没有穿透的裂纹。
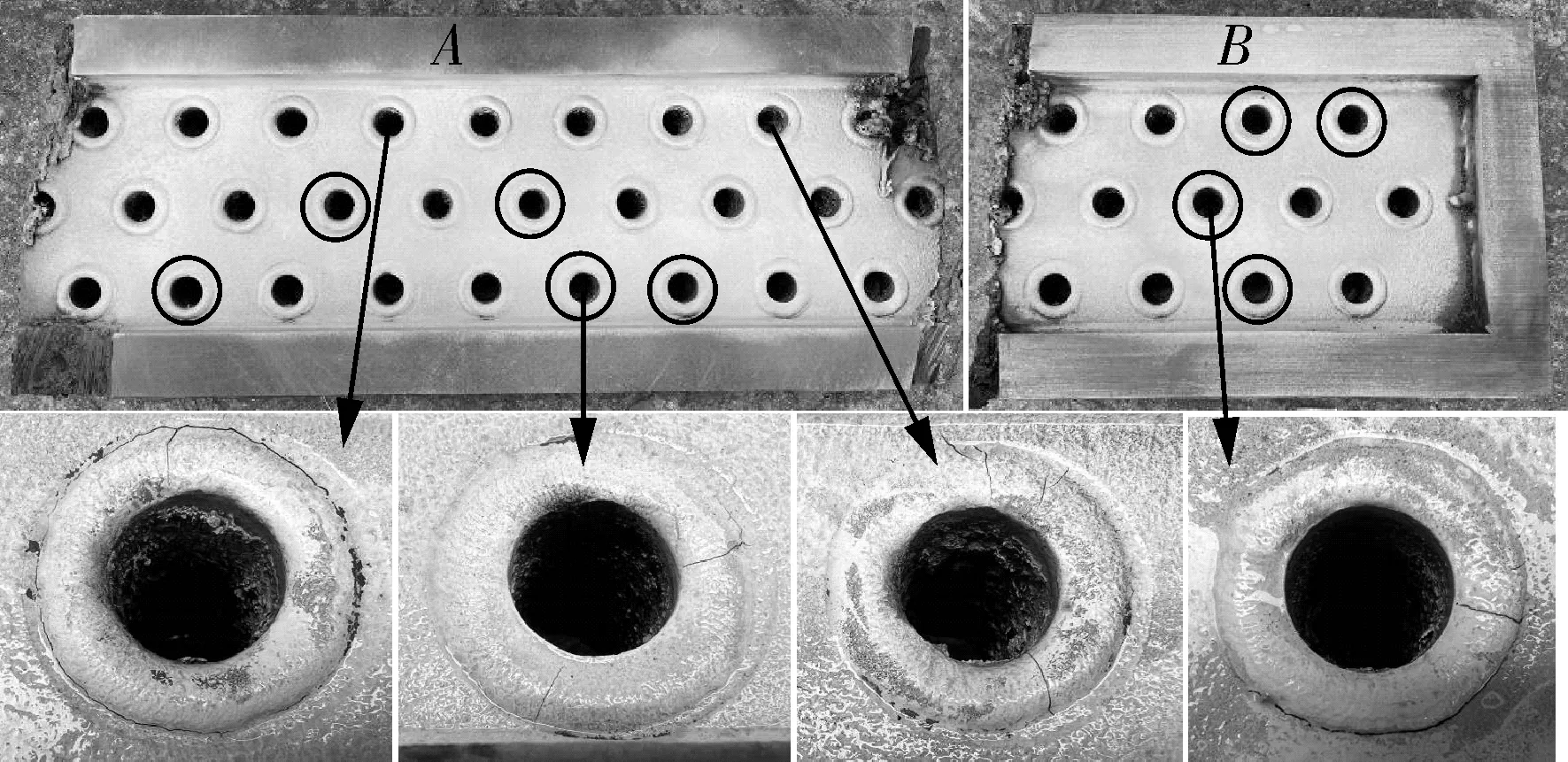
图1 管箱宏观与管接头裂纹
管接头硬度检测情况如图2所示,管板侧热影响区硬度(HV10)最高为379,焊缝硬度(HV10)最高为365。管接头焊缝和角焊缝管板测热影响区金相组织出现马氏体组织,如图3所示,说明焊接冷却速度较快,焊接接头产生淬硬组织。经分析,高压空冷器管接头硬度偏高,在湿硫化氢工况下发生应力腐蚀开裂。

图2 管接头硬度测点及硬度值HV10

图3 管接头焊缝金相组织
2.2 H公司220万吨/年柴油加氢装置
2018年,H公司新建的220万t/a柴油加氢装置[1]在开工催化剂预硫化过程中,高压空冷器EA-101换热管与管板焊接管接头部位出现泄漏,在浮动端管箱处有26处管接头焊缝开裂,接头裂纹如图4、图5所示。EA-101管箱材质为Q345R,管束材质为20#钢,管接头焊缝硬度(HV10)最高364,管板侧热影响区硬度(HV10)最高443,分析认为湿硫化氢应力腐蚀开裂。管接头没有进行焊前预热和焊后消应力热处理。

图4 管接头焊缝横向裂纹
2.3 W公司180万吨/年柴油加氢改质项目
2016年,W公司新建的180万吨/年柴油加氢改质项目[2]在开工催化剂预硫化后,反应系统引油时发现高压空冷器A-101换热管与管板连接位置有泄漏,如图6所示。拆除对应管箱堵头对管接头焊缝进行切削并渗透检测(PT),发现焊缝存在纵向裂纹,如图7所示。

图6 高压空冷器泄漏部位

图7 管接头焊缝纵向裂纹
高压空冷器的管箱材质为Q345R(HIC)和10#钢管,管接头焊前预热温度≥80 ℃,采用自动脉冲钨极氩弧焊,焊材为HS09MnSHG-3焊丝。
2.4 Y公司220万吨/年柴油加氢装置
2018年,Y公司柴油加氢装置[3]在催化剂预硫化过程中发现热高分空冷器EA-101B泄漏,泄漏部位在空冷器管箱侧换热管和管板焊接的管接头处(见图8)。空冷器管箱切割后,对管接头焊接部位PT检测,发现裂纹36处(见图9),裂纹处焊缝硬度300HB,分析为湿硫化氢应力腐蚀开裂。换热管与管板采用手工焊,焊材为J507焊条,焊前预热温度为80 ℃,焊后未进行消应力热处理。

图8 管箱靠翅片管侧泄漏位置
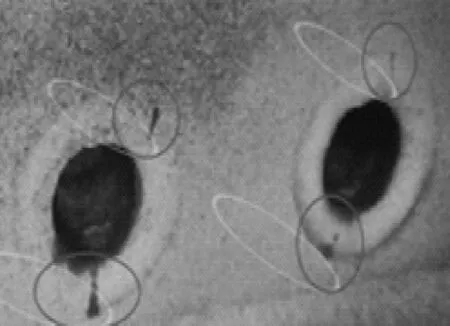
图9 管子与管板焊接接头裂纹
3 高压空冷器管接头焊接工艺分析
高压空冷器换热管与管板的管接头焊接是高压空冷器制造质量的关键。高压空冷器管接头焊接工艺一般由空冷器制造厂确定,虽然碳钢高压空冷器管接头焊接技术比较成熟,但不同制造厂管接头的焊接方法、焊接材料、预热和焊后热处理等焊接工艺存在一定差别,特别在焊接材料选择上有明显区别。调研发现不同制造厂的高压空冷器管接头,在催化剂预硫化时发生泄漏的情况是不同的,部分制造厂的空冷器管接头没有发生泄漏;而部分制造厂的空冷器管接头多次发生湿硫化氢应力腐蚀开裂。
3.1 SSCC敏感性试验
为了分析碳钢材料采用不同焊接材料和焊后热处理对硫化物应力腐蚀开裂(SSCC)敏感性的影响,比较不同焊接条件的焊接接头耐蚀性能,采用NACE TM0177—2016LaboratoryTestingofMetalsforResistancetoSulfideStressCrackingandStressCorrosionCrackinginH2SEnvironments标准中的C法C型环试验方法,对20#钢管(∅25 mm×4 mm)不同焊接工艺的焊接接头进行了SSCC敏感性试验比较[4]。分别采用J422和J507焊条焊接,每种焊条焊接的焊接接头分别进行焊后热处理和不焊后热处理,得到4种不同状态的焊接接头,每种状态都准备2个试样,试验结果见表1。

表1 不同状态的焊接接头SSCC敏感性试验结果
试验结果表明,选用强度级别较低J422焊条焊接的接头比强度级别较高J507焊条焊接的接头更能抵抗硫化物应力腐蚀开裂。
3.2 焊接方法和焊接材料分析
目前,国内高压空冷器厂对管接头采用手工电弧焊和自动氩弧焊两种焊接方法。在焊接材料选择方面,部分制造厂选用同碳钢换热管抗拉强度相近的J427焊条,部分选用同管板Q34R(HIC)抗拉强度相近的J507焊条或ER50-3自动焊焊丝,部分制造厂自动焊使用HS09MnSHG-3抗氢钢焊丝,其主要成分和力学性能同ER50-3相似。焊接材料主要化学成分和力学性能见表2。
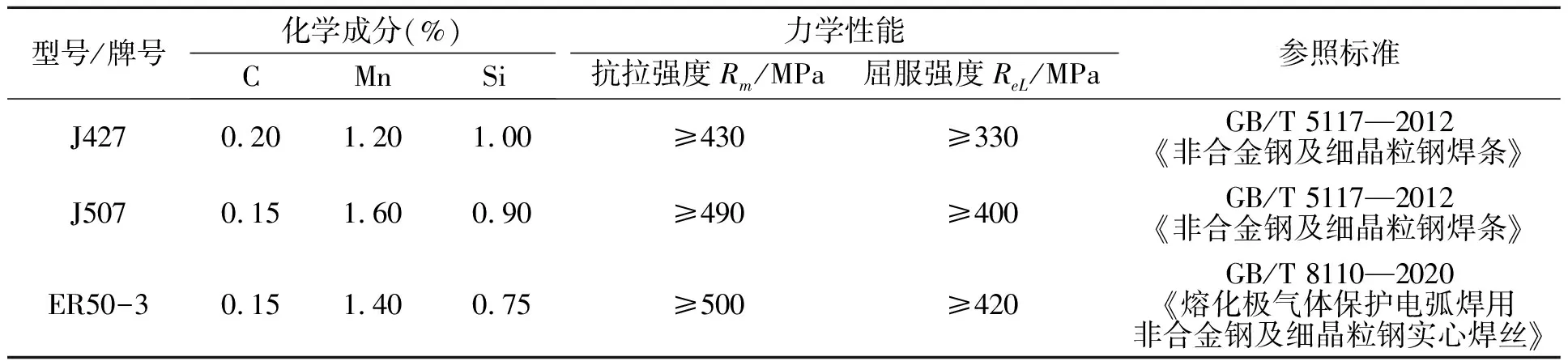
表2 焊接材料熔敷金属主要化学成分和力学性能
从加氢装置碳钢高压空冷器在催化剂预硫化时的失效情况看,出现开裂泄漏的管接头,其焊接材料基本是选用J507焊条或ER50-3(HS09MnSHG-3)焊丝;而选用J427焊条焊接的高压空冷器管接头(进行焊前预热,没有焊后热处理)一般没有出现泄漏,这和前面SSCC敏感性试验结果基本一致。
从焊接材料熔敷金属化学成分和抗拉强度看,焊条J507和焊丝ER50-3中Mn含量和熔敷金属的抗拉强度高于J427。根据文献[5]介绍,Mn是一种易偏析的元素,它具有降低钢的马氏体转变温度的作用,当偏析区Mn,C含量达到一定比例时,极易在焊后冷却过程中,产生对SSCC极为敏感的马氏体、贝氏体组织,而成为SSCC的起源。SH/T 3193—2017《湿硫化氢环境下设备设计导则》对湿硫化氢腐蚀环境下的焊接材料规定:焊接材料中锰应尽可能低,手工电弧焊(SMAW)使用焊接材料中锰含量宜控制锰≤1.0%。
SH/T 3526—2015《石油化工异种钢焊接规范》规定:不同强度级别的低碳钢、低合金钢之间的异种钢焊接接头,应优先按合金含量较低一侧母材选用焊接材料。在湿硫化氢工况下,高压空冷器管接头选用与碳钢换热管强度等匹配的焊接材料,其焊接接头抗拉强度低,焊缝硬度也较低,能较好抵抗湿硫化氢应力腐蚀开裂[6-8]。因此高压空冷器管接头手工焊应优先选用J427焊条,GB/T 8110—2020中自动焊最低抗拉强度焊丝为ER50,没有与10#或20#钢等匹配强度自动焊丝,应引起用户和制造厂重视。
3.3 焊前预热和焊后热处理分析
对失效高压空冷器分析可看出,泄漏管接头管板测热影响区和焊缝硬度偏高,并出现马氏体淬硬组织,硬度高于NACE SP0472—2020MethodsandControlstoPreventIn-ServiceEnvironmentalCrackingofCarbonSteelWeldmentsisCorrosivePetroleumRefiningEnvironments湿硫化氢工况对焊接接头硬度的规定,即焊缝硬度不大于200HB和热影响区硬度不大于248HV10,这是高压空冷管接头泄漏一个重要原因。焊接接头硬度可通过母材成分(包括焊接材料)、焊后热处理、焊接冷却时间t8/5等措施控制,因此当母材成分和焊接材料确定后,通过采取合理焊前预热和焊后热处理的方法,可控制焊接接头的硬度。
3.3.1 焊前预热
高压空冷器的管箱材质为Q345R(HIC),Q345钢的连续冷却转变曲线(CCT图)[9]表明,焊接热影响区的组织主要受800~500 ℃的冷却速度t8/5控制。当t8/5为30~20 s时,金相组织为铁素体、珠光体和贝氏体;当t8/5小于15 s时,Q345钢中开始出现少量马氏体,t8/5越小,马氏体所占比例越高,硬度值也越高。从失效高压空冷器分析来看,管接头管板侧(Q345)热影响区出现马氏体组织,说明该部位的冷却速度t8/5偏小。管接头的t8/5可通过预热温度来调整。国内高压空冷器制造厂对管接头一般都进行焊前预热,预热温度参照NB/T 47015—2011《压力容器焊接规程》为不小于80 ℃,部分制造厂参照NACE SP0472—2020为不小于93 ℃。
高压空冷器管接头是由大截面厚管板和换热管进行小而薄的角焊缝焊接,管接头焊缝焊接完毕后冷却速度高,极易在焊缝和管板侧产生高硬度的热影响区。高压空冷器管接头焊接工艺评定试件一般为10个换热管与相应管孔的钢板焊接成的试件,和实际空冷器产品的散热条件相差较大,实际产品管接头冷却速度大于焊接试件;焊接工艺评定时的环境温度与实际产品焊接时的环境温度也会存在差别,尤其是地处北方地区的空冷器制造厂,因此为了确保实际空冷器管接头合理冷却速度t8/5,不出现马氏体淬硬组织,制造厂应在规范推荐的最小预热温度基础上,根据管板厚度、气温等因素,制定合理的焊前预热温度。
3.3.2 焊后热处理
目前,标准规范对高压空冷器管接头焊后热处理的要求也不同。NB/T 47007—2018《空冷式热交换器》规定焊后热处理不包括管子与管板的焊接接头。GB 150.4—2011《压力容器》明确Q345R焊接接头厚度>32 mm时需焊后热处理,但这两规范没有考虑湿硫化氢工况。设计单位一般规定空冷器管接头焊接工艺评定的试件满足抗H2S应力腐蚀,没有明确空冷器产品管接头是否需要焊后热处理。高压空冷器丝堵式结构特殊,管板背面翅片管存在散热,管接头焊后热处理较难操作;同时管接头焊后热处理会损坏翅片管,因此高压空冷器制造厂一般不进行焊后热处理,而采用焊后缓冷或焊后消氢等措施。近期,由于使用中出现管接头开裂泄漏和用户要求,高压空冷器制造厂开始采用履带式电热带插入管箱方式对管接头进行焊后热处理。
SH/T 3193—2017对处于湿硫化氢腐蚀环境设备的制造提出明确规定,即普通碳素钢和碳锰钢全部焊接完成后应进行焊后消应力热处理,热处理后所有焊缝硬度值(HBW)应不大于200。加氢装置高压空冷器为典型的湿硫化氢工况,空冷器管接头应进行焊后热处理。在进行管接头焊后热处理中,由于管箱后面翅片管的散热,存在电热带热输入不足,影响了实际焊后热处理的效果,无法降低管接头硬度,应引起用户和制造厂的重视。
4 高压空冷器预硫化和生产运行工况分析
在加氢装置催化剂预硫化时,由于循环氢只有H2S,没有NH3等其他介质,高压空冷器中湿硫化氢为酸性,pH值一般小于4,H2S浓度一般控制1%~2%(V)左右,属于SH/T 3193—2017中Ⅱ类湿硫化氢腐蚀环境。加氢装置运行时,原料中含有N和S,经加氢反应后生成NH3和H2S,为防止加氢高压空冷器铵盐腐蚀,一般在高压空冷器前注水,NH3和H2S部分溶解于水,高压空冷器中湿硫化氢为碱性,pH值为8~9左右,循环氢中H2S含量一般不大于0.1%(V),属于SH/T 3193—2017中Ⅰ类湿硫化氢腐蚀环境。
加氢装置预硫化和正常生产时的工况明显不同,两种工况中H2S浓度和pH值不同,根据API 581—2016Risk-BasedInspectionMethodology湿硫化氢应力腐蚀开裂工艺环境严重度(见表3),预硫化时工艺环境严重度为高,正常生产时工艺环境严重度为中。因此,预硫化时,高压空冷器湿硫化氢应力腐蚀开裂风险比正常生产时大,这是实际工程中,加氢装置高压空冷器在预硫化时发生泄漏较多、而在正常生产时泄漏较少的原因。
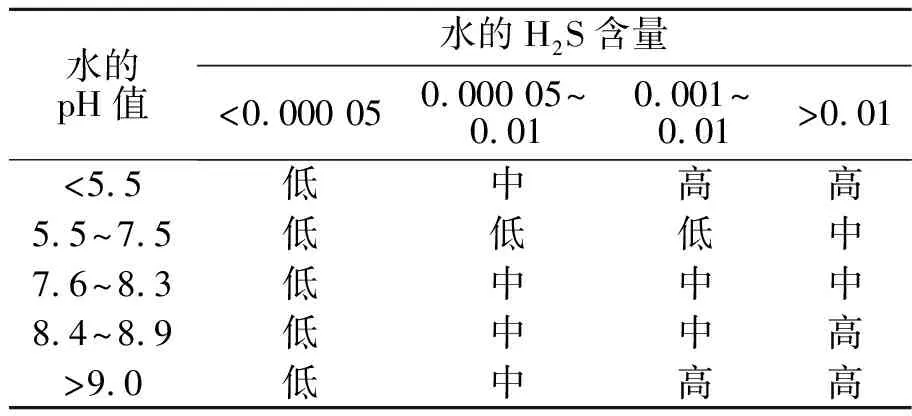
表3 工艺环境严重度
在加氢装置高压空冷器的设计文件中,一般只有正常生产运行时工况,没有明确催化剂预硫化工况,虽催化剂预硫化时间较短,但湿硫化氢腐蚀环境严重度高,催化剂预硫化时更易发生湿硫化氢应力腐蚀开裂。
5 高压空冷器生产管理措施分析
G公司的柴油加氢装置分别于2013年、2016年和2018年共3次进行了催化剂预硫化处理,在2018年预硫化时,高压空冷器管接头发生泄漏。样品检测发现35个管接头中的34个角焊缝有裂纹,其中2018年预硫化时9个管接头发现泄漏,说明空冷器管接头在生产使用中已存在大量未穿透的裂纹。该空冷器管接头焊缝硬度高是制造因素形成的,而催化剂预硫化必定会形成酸性湿硫化氢环境,由此推断管接头开裂泄漏并不是完全由2018年预硫化造成的,而是3次预硫化过程累计损伤的结果。因此,对高压空冷器生产管理措施进行分析,减少或避免有不合格硬度微裂纹管接头空冷器泄漏风险。
由于H2S与钢铁反应,在高压空冷器内表面形成一层黑色硫化铁膜,文献[10]表明,该膜的成分、结构与H2S介质温度、分压等因素有关,同时这层膜可降低对硫化物应力腐蚀开裂(SSCC)的敏感性。但在停工检修中,如空冷器内表面接触空气、或采用硫化亚铁除臭钝化等工艺,原来生成的硫化铁保护膜被氧化破坏,因此检修停用的空冷器需经氮气密封保护。同时在反应器更换催化剂后,生产一般通过循环氢流程对反应器进行氮气置换空气,空气会接触到高压空冷器内表面,会使硫化铁氧化脱落,须引起重视。
文献[11]表明,在15~35 ℃范围内,碳钢和低合金钢对SSCC敏感性最大。G公司在2018年预硫化时,高压空冷器出口温度在20~30 ℃,为降低预硫化时SSCC敏感性,对操作规程进行修改,规定了预硫化空冷器出口最低温度为不低于操作温度(45 ℃)。同时在催化剂预硫化时满足硫化工艺的情况下,尽量降低循环氢中H2S浓度和减少预硫化时间,减少高压空冷器发生开裂泄漏的风险,目前规程规定循环氢中H2S浓度不大于1.5%(V)。
6 结语
高压空冷器换热管和管板的焊接是保证高压空冷器质量的关键。失效的高压空冷器管接头焊缝和管板热影响区出现马氏体组织,说明制造厂焊接工艺控制不当,焊接冷却速度较快,形成淬硬组织,硬度超标,在预硫化酸性湿硫化氢工况下发生应力腐蚀开裂。应当明确高压空冷器的管接头焊材选用、合理焊接工艺、预硫化工艺要求,降低预硫化发生泄漏的风险,保证加氢装置的安全运行。
(1)加氢装置催化剂预硫化和正常生产时工况不同,预硫化时H2S浓度高,同时pH值呈酸性,工艺环境严重度高,更易发生湿硫化氢应力腐蚀开裂。在生产中,减少催化剂预硫化时间和降低循环氢中H2S浓度,提高预硫化时空冷器出口温度,在检修停用时,做好空冷器氮气保护等措施。
(2)在湿硫化氢工况下,高压空冷器管接头选用与碳钢换热管强度等匹配的焊接材料,其焊接接头抗拉强度低,焊缝硬度也较低,能较好抵抗湿硫化氢应力腐蚀开裂。
(3)根据高压空冷器管接头结构特点,制造厂应在规范推荐的预热温度基础上,根据实际情况制定合理预热温度,保证实际管接头冷却速度t8/5。同时重视管接头实际焊后热处理的效果,确保高压空冷器管接头焊缝硬度不大于200HB和热影响区硬度不大于248HV10,防止高压空冷器管接头发生湿硫化氢应力腐蚀开裂。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
制冷(2019年2期)2019-12-09
中国特种设备安全(2019年5期)2019-07-16
制造技术与机床(2018年8期)2018-10-09
焊接(2016年6期)2016-02-27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
汽车零部件(2014年11期)2014-09-18
中国氯碱(2014年11期)2014-02-28
河南科技(2014年7期)2014-02-27
河南科技(2014年12期)2014-02-27