大型逆流连续重整技术开发及工业应用
2023-12-16 08:18王婷
石油炼制与化工 2023年12期
王 婷
(中国石化工程建设有限公司,北京 100101)
催化重整是石油炼制主要加工过程之一,是使石脑油转变成富含芳烃的重整生成油,并副产氢气的过程,是炼油厂芳烃以及廉价氢气的重要来源[1-2]。21世纪连续重整在国内迅猛发展,截至2021年我国有110余套连续重整装置,年加工能力达140 Mt。到2020年,我国连续重整装置加工能力超过80%采用引进技术,对国外技术依赖度高,其中规模2.0 Mt/a以上的全部采用国外专利技术。催化重整能耗高,占炼油厂总能耗的15%~30%。开发低碳高效逆流连续重整成套技术是“加快建设科技强国,实现高水平科技自立自强”的迫切要求。
1998年中国石化工程建设有限公司(简称SEI)前身中国石化北京设计院提出“逆流”连续重整新理念,与中石化石油化工科学研究院有限公司、清华大学、中国石油大学等多家单位联合攻关,历经二十余年,形成逆流连续重整成套技术[3]。连续重整反应物料从第一反应器(简称一反)流向第四反应器(简称四反),反应难度逐渐增加;采用传统技术再生后新鲜催化剂由四反流向一反,积炭量从四反到一反逐渐增加,活性则逐渐下降。该技术发明了催化剂与反应物料在反应器间逆向流动新工艺,这种催化剂的循环使得较难进行的反应利用较高活性的催化剂,容易进行的反应利用相对低活性的催化剂,从而解决了催化剂活性状态与反应难易程度不相匹配的问题。
2013年,世界上首套采用中国石油化工集团有限公司开发的逆流连续重整工艺装置成功投产。装置安全平稳运行至今,反应高效,提高了重整纯氢产率、C5+液体收率及芳烃产率,有效提升了资源利用率,增加了企业经济效益[3-4]。之后,进行了持续的技术改进,先后成功投产了2套1.0 Mt/a逆流连续重整装置。
未来一定时期内,随着页岩气利用技术、乙烯原料替代技术的开发以及全球经济形势的变化,石脑油供应量相对增加,必将为连续重整等石脑油加工利用技术带来新的发展机遇。从装置规模看,为了提高装置运行的经济效益,连续重整装置正在向大型化方向发展。
装置规模大于2.0 Mt/a后,对反应器、加热炉的结构设计,平面布置及大型管线应力设计,装置节能减排等方面提出了更高要求。以下从流程、控制、节能、关键大型装备、平面布置及管道应力等方面阐述大型逆流连续重整技术的开发及工业应用,为超大规模逆流连续重整技术工程化研究提供参考。
1 工艺流程升级开发
1.1 再生流程
研究表明,氧氯化区氧浓度提高有利于催化剂金属中心的分散,提升催化剂再生效果[5-8]。为了提高氧氯化区的氧浓度,开发了烧焦区和氧氯化区气体独立循环的再生流程。氧氯化区及冷却、干燥区完全使用空气,优化了氧氯化条件,提升了催化剂再生效果。氧氯化与烧焦的循环气体独立为两个循环回路,满足烧焦区低氧、氧氯化区高氧控制要求,烧焦区气体不再受氧氯化区气体量制约,使催化剂烧焦过程简单、安全、环保、易于操控。考虑装置规模增大后,如采用一次通过流程将大幅增加空气用量,造成浪费,通过设置空气压缩机,将氧氯化区气体进行循环利用,大幅减少了外排再生废气量。
1.2 压缩机级间流程
在催化重整装置中,重整产氢气需要经增压机增压后,与从重整产物分离罐罐底分离出的重整生成油混合后去再接触。重整氢增压机入口及级间分液罐罐底液体输送的不同方案选择会影响压缩机、泵、空气冷却器(简称空冷器)的能耗及冷却器的循环水量,特别是随着装置规模大型化,影响更加显著,因此合理选择此部分液体的走向非常重要。
针对某2.6 Mt/a连续重整装置,对增压机级间流程进行优化。原有设计为重整氢增压机入口及级间分液罐罐底的液相直接返回到重整产物分离罐的入口,如图1所示。为降低能耗,分别设置重整氢增压机入口分液罐罐底泵和重整氢增压机级间分液罐罐底泵,两级增压机入口分液罐罐底的液相不再返回重整产物分离罐,而是分别通过两台罐底泵输送到脱戊烷塔进料脱氯罐入口,与再接触罐罐底重整生成油汇合(见图2)。优化后的结果见表1。从表1可以看出,该优化方案由于增加了罐底泵,固定投资费用增加60万元,但每年减少操作费用47.1万元,一年半可回收投资,经济上更为合理。
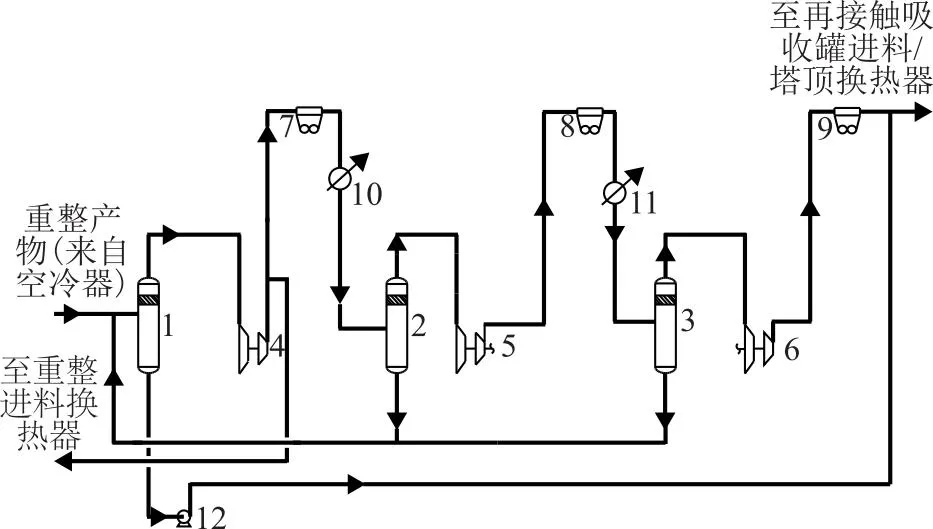
图1 液相直接返回重整产物分离罐的系统流程示意

图2 液体与再接触吸收罐罐底重整生成油汇合的系统流程示意

表1 优化效果对比
2 再生控制技术升级
催化剂正常烧焦时,烧焦后的催化剂进入氧氯化区,催化剂不含碳,为白烧状态。操作异常时,含碳催化剂进入氧氯化区,在高氧环境下剧烈燃烧,会导致再生器内件及催化剂损坏,需立即由正常白烧转为黑烧模式。
催化剂再生黑白烧转换时,存在氧氯化区及冷却干燥区空气和氮气的瞬间切换。随着装置规模的增加,氧氯化及冷却干燥系统容积增大;白烧状态采用循环模式,黑烧状态采用一次通过模式。以上因素都易产生压力波动,造成紧急停车。为了解决这一问题,创新开发一键无扰动黑烧转白烧控制技术,使氧氯化区、干燥冷却区的进气及排气管线上9个联锁阀、控制阀自动配合执行相应动作,实现黑烧转白烧参数智能切换功能和黑烧模式自动判断开启功能,优化后的控制可实现黑白烧智能判断、自动切换、平稳过渡,避免操作参数波动引起再生部分紧急停车,使再生过程更简单、安全、易于操控。
3 耦合节能技术开发
3.1 重整-芳烃热能耦合利用节能新技术
首次采用芳烃联合装置低温热回收产生的0.5 MPa的低低压蒸汽直接驱动超大功率重整氢气压缩机组,实现机组长周期安全平稳运行,解决了大型重整-芳烃联合装置低温热耦合回收高效利用问题。
本装置核心设备重整循环氢压缩机K-201及重整氢增压机K-202功率均约为15 000 kW,采用芳烃联合装置塔顶冷凝热发生171 t/h的0.5 MPa蒸汽驱动。为了提高机组效率及运行安全性,放弃同类型常规进汽汽轮机采用喷嘴配汽的方案。通过汽轮机的经济性和安全性两方面研究,汽轮机采用全周节流配汽的方式,汽轮机通流叶片采用AIBT通流优化技术,采用全新的3D弯扭叶片,使得在高负荷时有较高的通流效率,同时低负荷时可以大幅度提高机组的安全性。
2.6 Mt/a连续重整及0.8 Mt/a对二甲苯装置应用节能减碳技术效果显著:重整-芳烃联合装置能耗降低64.9 kgOE/t(1 kgOE=41.8 MJ);每年减少CO2排放228 kt,节约碳排放费用1 140万元。
3.2 集成应用原料预处理“二塔合一”等节能技术,实现大幅节能降碳
集成多项节能技术实现装置节能减排,具体包括:
(1)原料预处理部分流程研究。根据轻石脑油的比例,将传统的两塔分馏流程(设置汽提塔和分馏塔)变为二塔合一流程,在蒸发塔完成分馏和汽提的功能,实现装置节能降耗和节省投资、占地。2.6 Mt/a连续重整装置采用新流程后能耗可降低8%以上,每年可减少1 749 t CO2排放。
(2)重整反应进出料换热器“夹点”研究。该换热器具有换热量大、温度交叉大、允许压降低等特点,同时起到冷却反应产物和加热反应进料的作用,换热越充分(即其热端温差和冷端温差低),则进料加热炉的热负荷将越小,冷却反应产物空冷器的热负荷也将越小。通过对重整进料换热器工艺设计采用“夹点”研究,选择适宜“夹点”,实现装置节能,2.6 Mt/a重整装置每年减少CO2排放5 848 t。
(3)烟气热量高效利用的研究。重整装置中的加热炉是最重要的单体设备,也是能耗最大的设备[9]。重整反应炉(F201/202)和中间加热炉(F203/204)对流段设置余热锅炉,用于发生3.7 MPa蒸汽。从对流室余热锅炉出来的烟气进入烟气余热回收系统进一步回收热量,使加热炉的设计热效率达到95%以上。加热炉热量回收流程示意见图3。应用于2.6 Mt/a重整装置加热炉的投资仅增加约200万元,但每年节约燃料气费用2 241万元,减少CO2排放15 kt。
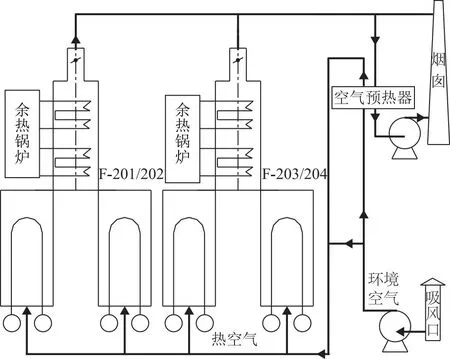
图3 重整反应炉和中间加热炉热量回收示意
4 关键大型装备开发
4.1 反应器
重整反应器底部封头通常为椭圆形、蝶形,均存在催化剂死区或流动缓慢区域,是催化剂结焦的主要原因。催化剂结焦严重时会损坏中心管或扇形筒内件,堵塞催化剂输送管,影响装置长周期稳定运行。另外,不断生成的焦块碳含量远远超出设计值,造成下游再生器催化剂烧焦过程异常、不可控,因过烧造成催化剂侏儒化和再生器内件损坏的情况频频出现。随着装置大型化,减少反应器内催化剂流动缓慢区域体积成为优化方向。创新性地提出锥形封头结构,锥形封头半顶角与催化剂自流角度一致,结合新颖的、更便于现场安装的内件支撑结构,实现催化剂零死区。
研发过程中,对椭圆封头和锥形封头结构从催化剂流动、受力情况、强度计算、制造难度、内件安装等多方面进行了详细的对比。针对2.6 Mt/a逆流连续重整装置,在相同的装填体积下,相比椭圆封头,锥形封头可使催化剂无效体积减小8.4 m3,且很好地改善了催化剂流动状态、减少了催化剂在封头内的死区,降低了结焦的风险。锥形封头受力情况虽略逊于椭圆封头,但采用应力分析等手段对反应器进行结构研究(见图4),保障结构本质安全。
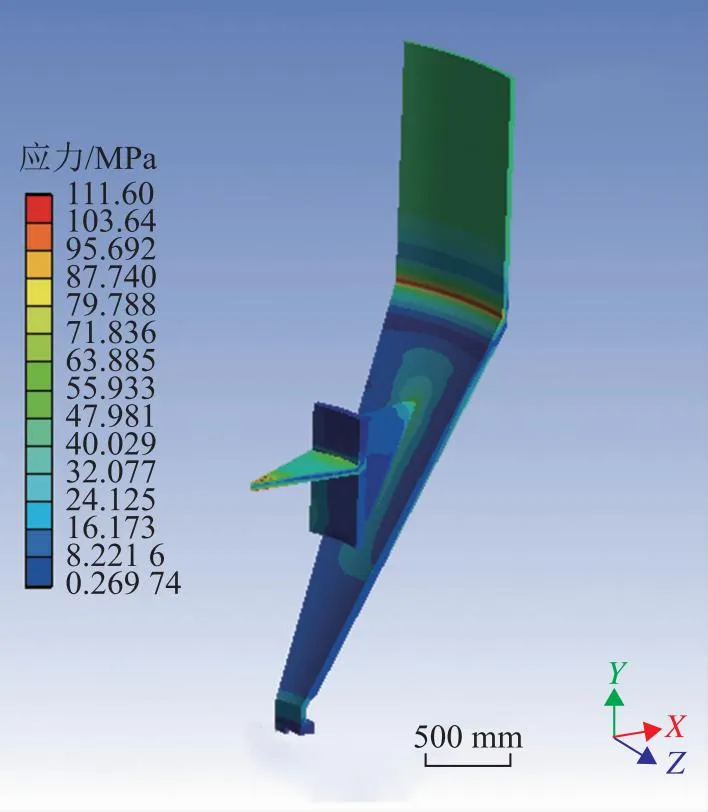
图4 重整反应器底部结构应力分析示意
在长期高温操作条件下,由于生产波动或催化剂结焦,扇形筒、中心管内件损坏的案例时有发生,装置大型化后,内件结构设计是否合理成为装置能否稳定运行的关键。2.6 Mt/a逆流连续重整装置反应器内件设计结合实际工程案例[10-11],优化扇形筒结构,提高其整体强度,延长内构件的使用寿命;根据机械强度和稳定性计算,增大筛条和支撑杆间的结合力;制造时控制焊接条形筛网的分段长度,优化制造工艺。
4.2 加热炉
重整反应炉为纯辐射箱式炉,工艺介质仅在辐射室加热,对流室的主要功能是回收高温烟气余热。
重整装置大型化后,原有的四合一炉型不能很好地满足工艺传热和设备模块制造、运输的要求。为满足工艺过程的需要,大型重整反应炉设计为2台双辐射室单对流室并联炉型,4个辐射室内分别布置∩形辐射盘管以加热工艺物料,每组∩形辐射盘管通过进出口集合管与4台反应器一一对应。每个辐射室可独立精准调节燃烧供热,以满足工艺过程的需要。经ANSYS软件分析,并结合炉底设置热风道的实际情况,确定采用大半径的∩形辐射盘管结构及支管的有效安全高度;为了改善炉管的受热不均匀情况同时提高炉管的传热能力,辐射炉管采用双面辐射形式。为了满足工艺有效负荷及压降等要求,优化∩形辐射盘管规格、长度及并联管程数量。本次大型化辐射盘管沿纵向具有较大扩展能力,对于更大规模装置具有良好的适应性。
通过在∩形管排入口侧、出口侧,出口侧两侧燃烧器处设置的炉管壁温热电偶对管壁温度进行监测。将现场实际运行数据与理论计算壁温进行对比,趋势温度和结果数值基本一致,验证了工艺介质在辐射炉管流量分配均匀。工业应用结果表明,加热炉运行良好。
4.3 设备布置及应力优化
针对装置大型化布置特点,对进出加热炉、进出反应器的高温管道,进出汽轮机的蒸汽管道,进出离心压缩机、往复式压缩机的工艺管道布置需特别考虑管道柔性因素;反应炉与反应框架相对位置关系及反应-再生框架的规划着重考虑重要管道应力计算结果进行合理布置;管道设计中利用改变管道走向增加柔性,采取冷紧措施以减小管道对设备、法兰以及固定架的作用力和力矩,从而降低大型化风险。
本装置转油线公称直径为1 300 mm,尺寸较大,重整反应进料炉集合管与转油线进行联合优化设计,加热炉各集合管采用不同程度的偏装等措施,合理解决大口径管线热膨胀带来的问题,大幅改善该部分的大口径管线应力水平,同时较大幅度改善了反应器的受力状况,提高了重整反应器、重整反应炉的运行安全性。图5为炉管集合管偏装安装现场,冷紧量降低了48%,冷紧的管道数量减少了50%。

图5 炉管集合管偏装安装现场
5 工业应用
2.6 Mt/a连续重整装置以直馏石脑油和加氢裂化石脑油为原料,包括预加氢单元、重整单元、催化剂再生单元、抽提单元、变压吸附(PSA)单元,生产富含C8及C8以上芳烃的重整生成油、苯、甲苯、氢气、戊烷、液化气及燃料气,年操作时间8 400 h。重整及催化剂再生单元采用逆流连续重整技术,催化剂采用中石化石油化工科学研究院有限公司研制的PS-Ⅵ催化剂[12]。装置于2019年4月开始建设,2020年12月22日一次性投料开车成功。2021年1月8日,催化剂再生顺利完成黑烧转白烧过程,再生催化剂性能良好,标志着装置进入正常生产阶段。
装置进行了72 h的性能全面标定,标定结果见表2。从表2可以看出:生成油的研究法辛烷值(RON)达到设计值,重整产物C5+液体收率、重整纯氢产率均优于设计值;逆流连续重整达到了预期的效果,PS-Ⅵ催化剂用于本装置的反应性能良好,满足设计和生产的要求。标定期间催化剂提升流畅、循环量调节方便,运行平稳。催化剂粉尘量为3 kg/d,优于设计值。标定期间催化剂烧焦操作平稳,催化剂再生过程平稳且再生后催化剂性能良好。标定期间各设备运行情况良好。“四合一”重整反应炉的过剩氧体积分数平均为2.3%,排烟温度为93.4 ℃,加热炉平均热效率达95%。

表2 标定结果
6 结 论
2.6 Mt/a逆流连续重整装置的工业应用结果表明,逆流连续重整技术在工艺流程、控制、节能减排及主要装备的优化方面均取得成功。随着装置规模增大,国产连续重整技术大型化开发越来越受到重视。对以上技术的优化总结为超大规模的装置建设提供了思路。
猜你喜欢
石油化工设备(2021年4期)2021-07-21
基层中医药(2021年11期)2021-03-26
有色设备(2021年4期)2021-03-16
小学生作文(低年级适用)(2019年4期)2019-04-29
散文诗(2017年18期)2018-01-31
大型铸锻件(2015年5期)2015-12-16
中国塑料(2014年5期)2014-10-17
天然产物研究与开发(2014年8期)2014-04-27
中国氯碱(2014年10期)2014-02-28
河南科技(2014年7期)2014-02-27