石墨烯增强钛基复合材料界面调控及强韧化机理研究进展
2023-12-18 05:23弭光宝李培杰曹春晓
航空材料学报 2023年6期
弭光宝, 陈 航, 李培杰, 曹春晓
(1.中国航发北京航空材料研究院 先进钛合金重点实验室,北京 100095;2.辽宁工程技术大学 机械工程学院,辽宁阜新 123000;3.清华大学 新材料国际研发中心,北京 100084)
钛及钛合金是20世纪50年代初开始发展与应用的重要金属结构材料,由于具有比强度高、耐蚀性好和使用温度宽等优异特性,迅速成为航空航天领域的关键材料,特别是用于飞机及发动机中要求强度高和耐更高温度的零部件,可以取得良好的减重效益[1-3]。钛合金的应用数量和水平已成为衡量武器装备先进程度、影响武器装备战备性能的重要指标,如美国第四代战斗机F-22上钛合金用量已经达到整机结构总质量的41%左右[4]。当前随着航空装备等领域的不断发展,对材料的综合性能要求不断提高,采用传统工艺技术制备钛合金的性能已经接近或达到了理论极限,研究者试图通过激光熔覆、微弧氧化等表面改性技术和合金化手段等来提高钛合金表面的耐磨性和耐高温性能[5-6],然而表面处理的钛合金基体的综合力学性能并未显著改善。为了从根本上提升钛合金制件综合力学性能,常采用添加适当的纳米颗粒或陶瓷增强相等方法[7-8],而相比于传统陶瓷增强相,二维碳纳米石墨烯材料具有低密度、高比强度、高热导和自润滑等优异特性,近年来受到广泛关注[9-12]。
利用钛的高化学活性,容易与石墨烯发生化学反应获得结合性强的原位反应界面,进而将石墨烯的轻质、高强韧性和比表面积大等优异特性与钛合金的耐高温、抗疲劳等性能相结合,有望制备更高性能的石墨烯增强钛基复合材料,是钛科学与技术的前沿领域。钛合金与增强相的复合方法有粉末冶金法、焊接法、铸造法和化学沉积法等多种,其中粉末冶金法技术较成熟、工艺调节性好、成形迅速,且易获得细化的晶粒组织,是石墨烯增强钛基复合材料最常用的制备方法[13-14]。采用球磨或溶液搅拌等混粉工艺将石墨烯材料和钛粉体均匀混合,然后对混合粉体进行固形烧结,结合后续的热变形和热处理等热加工工艺,可获得力学性能、摩擦磨损性能和抗氧化性能优异的石墨烯增强钛基复合材料。例如,0.1%(质量分数,下同)的石墨烯(Gr)可使纯钛的室温强度提高50%以上[15];0.3%氧化石墨烯(GO)/高温钛合金的600 ℃抗拉强度、屈服强度和伸长率分别达到749 MPa、571 MPa和18.5%[16],抗超高温氧化性也明显提升[17];0.05%Gr/TC21钛合金复合材料摩擦因数和磨损率分别比TC21合金下降12%和21%等[18]。
然而,石墨烯材料极薄的片层厚度和较强的层间范德华力、钛的高活性、石墨烯与钛之间较大的密度差及较差的化学相容性和浸润性等导致石墨烯容易团聚、分散不均和与钛基体严重反应,如何在保证致密性的前提下获得优异的界面结合进而持续改善综合性能一直是石墨烯增强钛基复合材料制备面临的严峻挑战[12-14,19]。越来越多的研究工作致力于寻找上述挑战的解决方案,开发具有优越性能的石墨烯增强钛基复合材料。本文在概述石墨烯增强钛基复合材料的粉末冶金制备技术和优缺点的基础上,介绍该类型复合材料的界面特征、组织结构和性能,回顾和讨论该领域近期最新工作和进展,并指出未来的研究工作重点。
1 石墨烯增强钛基复合材料制备工艺技术
1.1 粉体均匀化
石墨烯材料大比表面积、薄片层厚度和片层间较强的范德华力使其容易团聚和分布不均匀,如何使石墨烯在钛合金粉体中均匀分散是石墨烯增强钛基复合材料的制备难题之一,目前石墨烯/钛混合粉体均匀化手段主要有球磨和溶液搅拌及其改进方法等。
1.1.1 球磨法
球磨法是制备石墨烯/钛混合粉体的常用方法,借助球磨产生的高冲击和剪切力克服片层间范德华力,可实现较大尺寸石墨片层的剥离,显著降低石墨烯的团聚[20]。球料比、球磨转速和球磨时间等工艺参数对混粉质量有显著影响。球磨能量过低,无法克服石墨烯片层间的范德华力,石墨烯与钛颗粒之间相互分离,且发生严重团聚和分散不均匀。通过增加球料比、提高球磨转速或增加球磨时间等手段提高球磨能量后,石墨烯在磨球的撞击下会嵌入钛颗粒表面,分散均匀性明显提升,力学性能显著改善[15,21]。然而,过高的球磨能量会使钛颗粒变形、破碎或发生冷焊[22-23];更严重的是会破坏石墨烯固有的高强度结构,产生C原子活性较强的非晶缺陷[24],甚至与钛颗粒发生反应[25]。如何通过调节球磨工艺参数来平衡石墨烯分散均匀性和结构完整性是球磨工艺须解决的重要问题,目前较多的研究集中于球磨时间的影响。石墨烯拉曼光谱中D峰(约1350 cm-1)和G峰(约1580~1600 cm-1)强度比值随球磨时间的延长升高,表明球磨时间的延长会增加石墨烯缺陷[26],且长时间球磨会在钛颗粒表面形成纳米TiC反应产物[21]。Mahmood等指出随着球磨时间的延长,钛粉体颗粒尺寸先下降,后由于发生冷焊尺寸增大,并认为在0.3%硬脂酸作为过程控制剂、转速225 r/min和球料比6∶1的情况下球磨2.5 h为较佳的球磨时间[23]。
为了达到更好的球磨效果,在球磨前通常先将石墨烯放入去离子水或无水乙醇等液体介质中进行超声处理,利用超声波在溶液中产生的振动实现石墨烯在液体介质中均匀分散,然后进行球磨。部分研究在此基础上通过化学镀在石墨烯片层上制备纳米Ni[27]、Ni-P[28]或Cu[29-30]镀层,以解决石墨烯与液体介质间较大的密度差、石墨烯片层间强范德华力和烧结过程中石墨烯与钛过量反应等问题,取得了较好的研究结果。但在纳米镀层制备过程中需要加入多种添加剂,可能造成残留引起粉体污染,并且工艺复杂,不适于大批量制备。
1.1.2 溶液搅拌法
溶液搅拌法是将增强体和金属粉体在无水乙醇等液体介质中利用机械搅拌或磁力搅拌进行混合的方法。溶液搅拌并没有球磨的高冲击和剪切力,很难打破石墨烯片层间范德华力,因此通常采用片层间范德华力较小且具有较佳亲水性的GO作为原材料。GO片层上存在多种含氧官能团,具有双亲特性,层间距由石墨烯的0.335 nm增加到0.6~1 nm,大的层间距具有更低的范德华力[31]。搅拌混合前,利用高能超声处理剥离GO片层,使其均匀分散到液体介质中,而后加入钛粉搅拌混合,干燥后获得混合粉体[32-34],搅拌混合法制备的GO/高温钛合金钛混合粉体见图1。由于无水乙醇在GO和钛颗粒表面均可润湿[35],GO/钛之间形成无水乙醇薄层,液体薄层的表面张力使GO牢牢吸附在钛颗粒表面,显著减少团聚发生。GO与钛粉的密度差较大,在溶液中自由沉降容易分层,因此采用无水乙醇等易挥发液体作为搅拌介质,持续搅拌到GO和钛颗粒基本不发生相对运动的半干燥状态是获得较好均匀性粉体的前提。在此基础上,利用控温真空搅拌装置,调节搅拌罐内温度和真空度来控制液体介质的挥发速度,实现搅拌时间和搅拌速度的精确控制,对现有传统混合方法进行了提升和改进,有望实现混合粉体的均匀化[36]。

图1 搅拌混合0.3% GO/高温钛合金混合粉体图像[34] (a)低倍;(b)高倍Fig. 1 Images of 0.3% GO/high-temperature titanium alloy mixed powder by solution agitation[34] (a)low magnification;(b)high magnification
高温下,GO的含氧官能团会分解产生CO、CO2和水蒸气等[37-38],一方面会增加石墨烯增强钛基复合材料的O含量,另一方面会导致烧结后的材料中产生孔隙缺陷。为了除去含氧官能团,常将混合粉体置入氢气或水合肼蒸气等还原气氛中[39],这种方法还原效果较好,但是存在易燃的安全隐患。利用含氧官能团高温易分解特性,对混合粉体进行真空除氧热还原可在保证安全的前提下有效除去GO中含氧官能团和粉体中残留的液体介质等[34,40]。例如,400 ℃真空除氧10~15 h后,GO中C/O原子比由初始的1.7提高到2.7~3.3[34]。溶液搅拌法存在的主要问题是GO会向钛合金基体中引入一定的氧元素,GO含氧官能团分解破坏结构完整性,以及材料中石墨烯含量与添加量不一致且较难精确测量。
1.2 粉体致密化
混合粉体的固形烧结是利用高温高压使粉体转变为低孔隙率和高致密性块体材料的过程。烧结成型通常不会改变混合粉体中石墨烯的分散状态,但对材料最终的微观组织、界面结构和宏观性能有重要影响[8]。石墨烯增强钛基复合材料固形烧结方法主要有无压烧结、热压烧结、放电等离子烧结、热等静压烧结和3D打印等。
无压烧结工艺成熟、操作简单、设备要求低,但烧结体孔隙率较高。为提高致密度而升高温度或增加烧结时间会加强石墨烯与钛合金的反应,过多的脆性碳化物对材料性能不利。热压烧结过程中粉体同时受到高温高压作用,颗粒间物质流动和扩散速度快,易于快速致密化[41]。放电等离子烧结利用附加电场,粉末在电场和压力的同时作用下活化并加热烧结,具有烧结时间短、效率高、操作简便等优势,是制备石墨烯增强钛基复合材料常用的固形烧结方法[42-45]。但由于电阻热和火花放电作用,粉体内部温度并不均匀,含有石墨烯的粉末颗粒间隙部位温度过高,石墨烯易与钛合金发生反应。热等静压是一种在高温高压下,通过气体介质向密闭容器中施加各向相同的压力进行压制和烧结的技术[46-47]。与热压烧结和放电等离子烧结相比,粉体各个方向受力均匀,烧结成形后组织和性能均匀,具有高致密性、高洁净度和各向同性的力学性能。热等静压适用于材料的大批量制备,而石墨烯增强钛基复合材料的研究还处于工艺探索阶段,注重少批量、多参数和高效率,故在该类型材料的应用上稍有不足,目前只有北京航空材料研究院等少数机构进行了相关研究。3D打印技术可以根据计算机辅助设计文件直接制造定制的零部件,具有可直接制备复杂结构、耗时少、模具成本低和尺寸精度高等优点。由于快速的熔化和凝固,石墨烯可得到部分保留[48-52],制备的基体组织细小、具有非平衡相和高内应力[53],有望具有高强度、高韧性和耐腐蚀等独特性能。组织孔隙率高和石墨烯严重反应导致的低塑性是3D打印石墨烯增强钛基复合材料面临的主要问题。
1.3 热加工处理
石墨烯增强钛基复合材料烧结后常用的热加工工艺有热变形和热处理。轧制、挤压和锻造等变形加工及大塑性变形工艺可提高材料致密度、细化组织、增加石墨烯均匀性、使石墨烯定向排列和破碎残留的粉末颗粒表面氧化层等。钛具有较高活性,烧结温度较高时石墨烯反应较剧烈,采用低温烧结+热变形有望获得具有合适界面反应和高致密度的石墨烯增强钛基复合材料[15,22,27]。
热处理可调控石墨烯/钛界面,对反应程度较低、结合力较弱的界面进行强化[16]。另外,通过热处理调整钛合金基体组织类型和各相含量可获得强度高与塑性好的钛合金基体。由于引入C和O等α稳定元素和石墨烯对相界的钉扎作用,石墨烯会显著提高钛合金的相变温度[54],进而影响热处理组织。因此,制定热处理制度前应准确测定石墨烯增强钛基复合材料的β转变温度。
2 石墨烯增强钛基复合材料界面特征与组织结构
2.1 石墨烯增强钛基复合材料界面特征
目前普遍认为石墨烯/钛的界面结合性决定载荷传递效果,是影响石墨烯增强钛基复合材料力学性能的关键因素。石墨烯与钛基体发生适量的界面反应会显著提高界面结合性,进而提升力学性能[14]。但由于钛的高活性,界面反应的调控一直是石墨烯增强钛基复合材料的制备难题,较常用且直接的方法是控制烧结和热加工温度。随着制备温度的升高,原位反应纳米TiC颗粒首先在外层石墨烯表面形核,并且优先在因球磨或含氧官能团分解产生的非晶缺陷处形核,稀疏的TiC颗粒可轻微钉扎界面,纳米TiC形核示意图见图2;反应继续进行,TiC颗粒逐渐增多和长大形成连续的TiC层,形成Ti/TiC/石墨烯/TiC/Ti五层结构界面,石墨烯/TiC和TiC/Ti存在的位相关系,TiC过渡薄层能将界面由物理黏附转变为化学黏附,提高界面结合性;温度继续上升,TiC层逐渐生长变厚,直到石墨烯因过量消耗导致自身固有高强度结构被破坏,强化效果减弱[24,55-56]。由于C在TiC中的扩散系数高于在Ti中扩散,TiC层的生长主要由C在TiC中的扩散控制[55]。由于较强的界面结合,1000 ℃放电等离子烧结的0.6%GO/纯钛材料比900 ℃和1100 ℃的强度更高[32]。0.1%Gr/纯钛材料低温烧结后,随热轧温度的升高界面反应和界面结合性逐渐加强,950 ℃热轧后室温抗拉强度、屈服强度和伸长率分别达到915 MPa、857 MPa和19%的最优值[55]。热等静压制备的0.3% GO/高温钛合金材料界面随固溶温度的升高逐渐形成连续的TiC连接层,原位TiC层提高界面强度,断裂模式由GO/钛合金界面断裂转变为由基体内部断裂[16]。

图2 TiC在石墨烯缺陷处形核示意图[24]Fig. 2 Schematic diagram of TiC nucleating at graphene defects[24]
通过降低制备温度获得理想石墨烯/钛界面常会造成组织不致密,为了解决这一问题,需要抑制高温下石墨烯/钛界面反应来提高制备温度,研究表明向石墨烯/钛界面之间引入第二相可一定程度上抑制界面反应。第二相的引入方法包括石墨烯表面化学镀Ni[27]、Ni-P[28,57]、Cu[30]或Ag[58]等纳米金属镀层,石墨烯表面负载TiB2[59-60]或SiC[61-62]等纳米颗粒以及钛颗粒表面负载B[63]、Co[64]或TiC[65]等颗粒。石墨烯中C元素须扩散穿过纳米金属镀层才能与Ti基体接触并发生反应,即纳米金属镀层对界面反应具有一定的减缓作用;另外,Ti2Ni和Ti2Cu等新相的形成也能一定程度上提高力学性能[27,30]。
近期出现了一种构建三维结构界面来强化石墨烯/钛界面结合性的新方法[26,56,59-60,66-68]。首先,将石墨烯和纳米TiB2在无水乙醇中超声处理获得负载TiB2纳米颗粒的石墨烯纳米片,然后与钛粉进行球磨混合和烧结,之后进行热轧或热处理获得具有三维结构界面的原位Gr+TiB/钛合金材料[26,59],三维结构界面见图3(a)、(b)。在石墨烯与钛反应产生TiC层的基础上,由TiB2与Ti原位反应产生的TiB在石墨烯表面形核并平行于Gr的(200)面外延生长(见图3(c)),由图3(d)可见TiB与Gr具有(101)TiB//(200)Gr的外延关系,最终形成TiC层包裹石墨烯和TiBw垂直石墨烯和TiC层插入Ti基体的独特三维界面结构[56,60,67]。TiBw桥接石墨烯、TiC层和Ti基体,有效抑制了石墨烯与钛材料基体的脱粘,界面得到明显强化,可在不损失塑性情况下明显提升了室温拉伸强度和动态强度[59-60,66]。
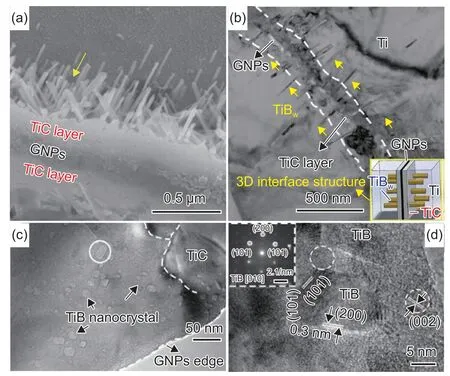
图3 Gr+TiBw/TC4复合材料微观图像 (a)、(b)三维结构界面[60,67];(c)、(d) TiBw在石墨烯表面形核[56]Fig. 3 Microscopic images of Gr+TiBw/TC4 composites (a),(b)three-dimensional interface structures[60,67];(c),(d)TiBw nucleates on graphene surface[56]
2.2 石墨烯增强钛基复合材料组织结构
石墨烯对钛合金的组织类型影响不显著,但能细化晶粒。例如,球磨+低温放电等离子烧结+热轧制备的0.2% Gr/纯钛材料晶粒尺寸比纯钛下降20.5%[56];球磨+放电等离子烧结制备的0.15% Gr/TC4合金和0.15% GO/TC4合金晶粒尺寸分别比TC4钛合金下降19.1%和15.7%[24];搅拌混合+热等静压制备的0.5% GO/高温钛合金材料与高温钛合金基体材料均为等轴组织,但等轴晶粒尺寸下降达53.6%[34]。细化的晶粒一方面起细晶强化作用,另一方面能提高塑性。烧结过程中粉末颗粒边界通常演变为晶界,故粉末颗粒表面的石墨烯烧结后常位于晶界处。目前普遍认为晶界处的石墨烯阻碍晶界迁移使石墨烯增强钛基复合材料晶粒细化,但关于石墨烯晶粒细化机理的深入研究还未见报道。另外,石墨烯可对钛合金中析出相产生影响,加入GO后,600 ℃高温钛合金中硅化物的含量和尺寸大幅上升,增加的硅化物能与GO协同强化钛合金,但会降低塑性[34]。
传统制备工艺通常追求增强相在基体中均匀分布。但对于粉末冶金来说,石墨烯很难进入初始粉末颗粒内部,必然出现增强相贫化区,石墨烯在微观上均匀分布较难实现。因此,设计构建石墨烯宏观分布均匀、微观有规律分布的组织结构是获得石墨烯增强钛基复合材料优异性能的潜在途径。采用高能球磨将球形钛颗粒塑性变形为片状,同时石墨烯在高能冲击下镶嵌在钛片表面,经过放电等离子烧结和热轧可制得石墨烯微观层状分布的石墨烯增强钛基复合材料[22,69]。此方法以牺牲石墨烯结构完整性来提高宏观分散性,室温硬度和压缩强度显著提升,但塑性下降[22]。另外,将表面多个喷雾沉积石墨烯的钛板堆叠,经低温放电等离子烧结和高温热处理可制得石墨烯宏观层状分布的石墨烯纯钛材料,垂直于堆叠方向的抗拉强度和屈服强度可比纯钛板提高达50%以上,同时具有良好的塑性[70],其缺点是具有较大的各向异性。
与石墨烯微观层状分布的制备方法相反,采用低能球磨尽量不改变球形钛颗粒形状和选用大颗粒粉末(通常在100 μm以上),一定温度烧结后可获得石墨烯和原位反应TiC呈准连续网络分布的石墨烯增强钛基复合材料[71-76],见图4。增强相准连续网络结构是基于Hashin-Shtrikman理论中增强相包围在基体周围形成胶囊状结构才能达到理论弹性性能的上限所设计,位于晶界处的原位TiC@Gr相承受载荷并强化晶界,较大尺寸的无增强相区域可实现较大程度的塑性变形,不连续网状分布的增强相保证了相邻基体之间的连通性[77]。当材料受到应力作用时,石墨烯与钛合金基体之间原位形成的TiC保证了良好的界面强度,网络结构具有良好的承载能力,能够承担主要载荷,提高强度和弹性模量。准连续网络石墨烯增强钛基复合材料能打破金属基复合材料强塑性倒置关系,具有较大的实际应用潜力。
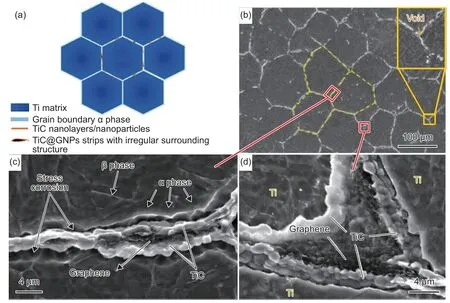
图4 准连续网络结构石墨烯增强钛基复合材料 (a)示意图[74];(b)~(d)微观组织[72]Fig. 4 Graphene reinforced titanium matrix composite with quasi-continuous network structure (a)schematic diagram[74];(b)-(d)microstructure[72]
3 石墨烯增强钛基复合材料关键性能及强韧化机理
3.1 力学性能和强韧化机理
3.1.1 力学性能
力学性能是石墨烯增强钛基复合材料研究较多的性能,部分石墨烯增强钛基复合材料的力学性能见表1。研究的初期发现加入石墨烯后钛及钛合金的拉伸强度得到提高,但塑性下降。例如,球磨+600 ℃放电等离子烧结+950 ℃热轧制备的0.1%Gr/纯钛材料室温抗拉强度和屈服强度分别比纯钛基体提高54%和57%,但伸长率下降67%[15];搅拌混合+1100 ℃放电等离子烧结制备的0.3%GO/纯钛材料室温抗拉强度和屈服强度分别比纯钛基体提高10%和7%,但伸长率下降23%[82];搅拌混合+真空除氧+热等静压制备的0.3%GO/高温钛合金材料600 ℃屈服强度比高温钛合金基体提高21%,但伸长率下降66%[34]。随着对力学性能研究的不断深入,通过粉体混合工艺优化、界面反应调控、界面结构设计和组织结构设计等方法逐渐实现了石墨烯增强钛基复合材料强塑性的优异结合甚至同时提升。具有准连续网络结构的Gr/TC4材料室温抗拉强度、屈服强度和伸长率分别比TC4基体提高10%、23%和9%[72];具有准连续网络结构的Gr/CT20材料室温抗拉强度和屈服强度分别比TC20基体提高27%和34%,伸长率仍保持在20%以上[74];具有三维界面结构的Gr+TiBw/TC4材料室温抗拉强度、屈服强度和伸长率分别比TC4基体提高11%、11%和4%[66];通过固溶时效热处理调控组织和界面,可获得600 ℃抗拉强度、屈服强度和伸长率分别达到749 MPa、571 MPa和18.5%的GO/高温钛合金材料,比热处理前分别提高34.7%、20.2%和255.8%[16]。

表1 部分石墨烯增强钛基复合材料的制备方法和力学性能Table 1 Processing methods and mechanical properties of some graphenere inforced titanium matrix composites
除了拉伸性能之外,石墨烯还可提高钛及钛合金的硬度和动态力学性能[60,76,90-91]。Gr-TiBw/纯钛材料的动态强度比纯钛显著提高,并且动态强度和塑性都比未加入Gr的TiBw/纯钛材料明显的改善,Gr-TiBw/纯钛在2700 s-1的应变速率下最大动态强度和塑性可达1494 MPa和21%;动态强度的提高主要源于三维结构增强相的有序排列、织构强化和石墨烯-TiC的协同效应;此外,石墨烯的加入能提高了材料的热导率和应变硬化能力,延缓绝热剪切带的形成,使动态塑性得到改善[60]。
3.1.2 强韧化机理
目前普遍认为石墨烯增强钛基复合材料的强化机理有承载强化、位错强化、细晶强化和固溶强化等。
承载强化是石墨烯增强钛基复合材料最可能的强化机理。由于石墨烯具有比钛合金更高的强度和弹性模量,能够比钛基体承受更高的载荷进而提高材料强度。若要石墨烯承受载荷,必须使载荷能够从较软的钛基体有效传递到石墨烯上,因此承载强化依赖于石墨烯/Ti界面的结合强度。原则上,越强的石墨烯/Ti界面,载荷传递效果越强,强度越高,图5(a)为石墨烯的载荷传递原理图。
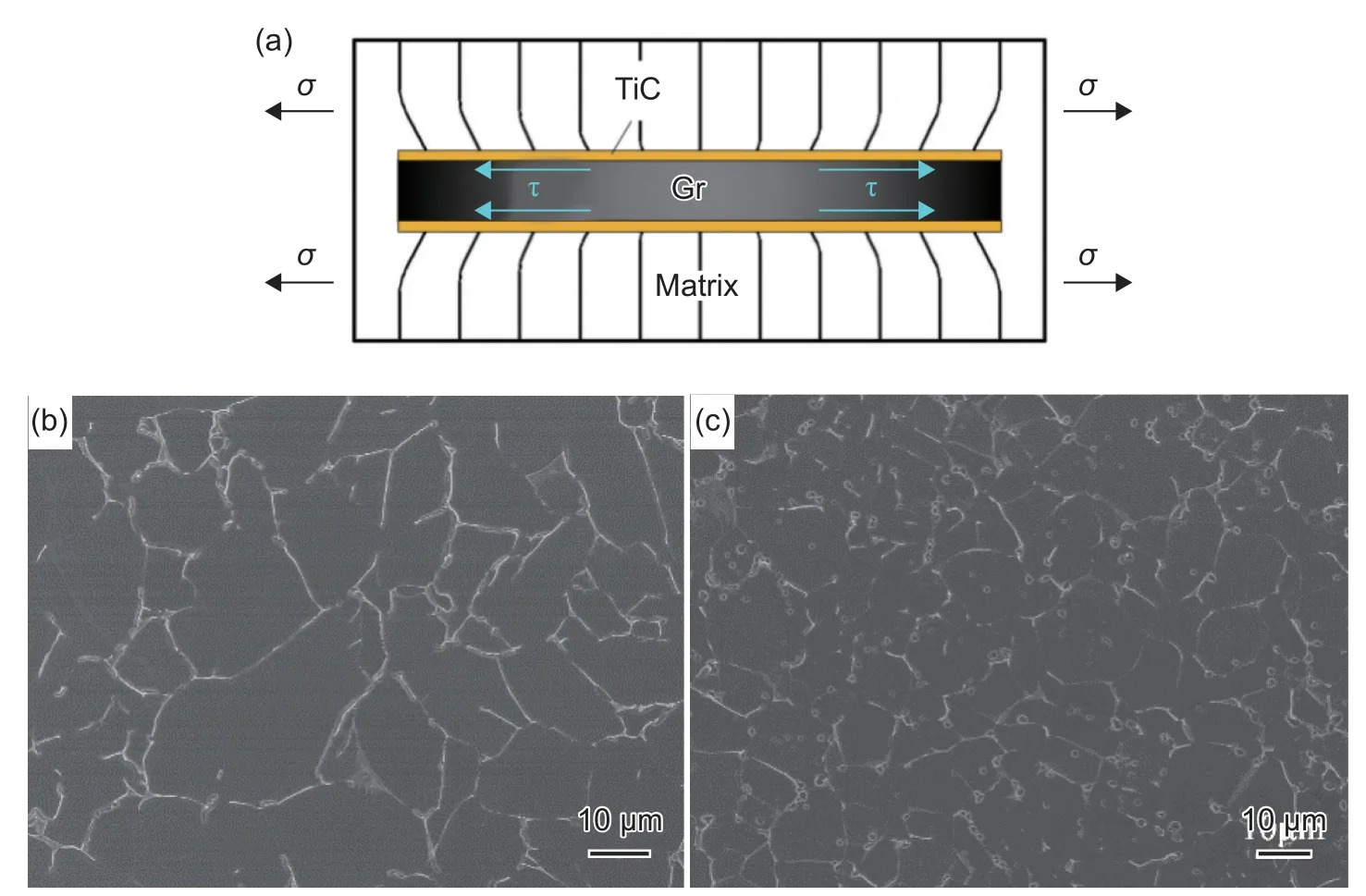
图5 石墨烯的载荷传递和晶粒细化作用 (a)载荷传递原理图;(b)未添加GO的高温钛合金微观组织[34];(c)添加0.5%GO 的GO/高温钛合金材料微观组织[34]Fig. 5 Load transfer and grain refinement effect of graphene (a)schematic diagram of graphene load transfer;(b)microstructure of high-temperature titanium alloy without GO; (c)microstructure of high-temperature titanium alloy with 0.5% GO[34]
石墨烯增强钛基复合材料的位错强化可分为两种。一种是由于石墨烯与钛基体存在较大的热膨胀系数,烧结成形后的降温冷却过程中,基体与石墨烯变形的不匹配使界面处产生较大的应力,形成高密度位错区,进而强化材料。这种强化机理通常被称为热失配强化。增强相的含量、增强相与基体热膨胀系数的差异和材料制备温度与实验温度的差异决定了热失配强化的强弱,增强相含量越高、热膨胀系数差异越大、制备温度与实验温度差异越大,位错密度就越大,热失配强化效果越好。另一种是在材料受到应力变形时,石墨烯或相应的反应产物会阻碍位错的运动,当位错运动到石墨烯时,会发生弯曲并绕过,增加了位错运动距离和阻力,提高了变形抗力,这种强化机制通常被称为Orowan强化,其典型特点是在粒子周围留下位错环[92-93]。粒子越多、越小,粒子间距越短,Orowan强化越明显,故Orowan强化要求石墨烯具有足够小的尺寸。
在石墨烯增强钛基复合材料制备过程中,片层状石墨烯通常位于晶界处,能够包裹晶粒和钉扎晶界,阻碍晶粒的长大,产生细晶强化作用。图5(b)和图5(c)分别为未添加GO和添加0.5% GO 后热等静压GO增强高温钛合金微观组织,可见GO显著的晶粒细化作用。石墨烯和GO也会向基体引入少量C或O元素,引起晶格畸变,产生固溶强化。
不同制备方法和不同钛合金基体的石墨烯增强钛基复合材料强化机理种类和强化效果不同。曹振等认为热等静压+热挤压+热处理制备的石墨烯/TC4钛合金中,石墨烯与钛基体界面原位形成的TiC提高了界面强度,可以有效将载荷从钛合金基体转移到石墨烯上,石墨烯的承载强化为主要强化机理[40];Chen等认为热等静压GO/高温钛合金强度提高主要为承载强化、细晶强化和硅化物析出强化[34,94],各强化机理对室温屈服强度的贡献见图6(a),固溶时效处理后大尺寸硅化物溶解,强化机理转变为以承载强化为主[16]。Dong等认为SPS烧结制备的GO/纯钛材料中细晶强化不显著,对室温屈服强度的贡献值只有20.5MPa,承载强化和TiC的Orowan强化是主要强化机理[82];另外,他们还研究了不同碳源对TC4的强化机理[24],发现石墨、Gr和GO对TC4的强化都是由细晶强化、固溶强化和Orowan及承载强化产生,按强化效果的强弱依次为碳源和碳化物的Orowan和承载强化、固溶强化以及细晶强化,见图6(b)。

图6 石墨烯增强钛基复合材料强化机理 (a)热等静压GO/高温钛合金材料[34];(b)放电等离子烧结不同碳源/TC4材料[24]Fig. 6 Strengthening mechanisms of graphene reinforced titanium matrix composites (a)GO/high-temperature titanium alloy materials by hot isostatic pressing[34];(b)different carbon sources/TC4 materials by spark plasma sintering[24]
此外,工作温度对各强化机理的强化效果也有很大影响。例如,高温下钛合金晶界强度下降,细晶强化效果减弱;制备温度与工作温度的差异减小,热失配强化也被削弱。分子动力学模拟表明随着工作温度的升高,石墨烯纯钛材料的力学性能单调下降[95]。
石墨烯提高钛合金强度的同时还能增强抗裂纹扩展能力,协同提升韧性。在断裂过程中,石墨烯钉扎位错和改变位错方位角,成为位错滑动的屏障,防止位错在裂纹尖端进一步发射;石墨烯阻碍沿解理面扩展的裂纹,裂纹被准连续的石墨烯封闭在大量无增强相的小单元内,阻止裂纹之间的联通;基体断裂后,高强度的石墨烯还能桥接两侧裂纹,进一步增加断裂所需能量[71-72]。
3.2 摩擦磨损性能
石墨烯的自润滑特性有助于降低钛合金的摩擦因数和磨损率,提高耐磨性[96-99]。热等静压制备1.2%(体积分数)石墨烯TC4钛合金材料摩擦因数和磨损率分别比TC4基体下降7%和18%[99]。少量石墨烯可使球磨+放电等离子烧结制备的石墨烯TC21钛合金材料耐磨性明显提高,但随着石墨烯含量的增加,材料摩擦因数和磨损率小幅上升[18]。摩擦时,基体中的TiC@Gr片层被破坏而使TiC和石墨烯脱落,暴露在外的石墨烯形成润滑层,降低摩擦因数;但石墨烯含量增加,大量的TiC颗粒分散在磨损表面,对摩擦磨损性能不利[18]。除含量之外,增强相种类也对石墨烯增强钛基复合材料耐磨性有一定影响,研究表明GO优于Gr,主要归因于GO良好的分散性[98]。
3.3 抗氧化性能
研究表明,GO能提高高温钛合金室温~1500 ℃范围抗短时非等温氧化性,GO提高β转变温度,推迟氧在β相中的快速溶解;细化合金晶粒,增加了晶界数量,使Al和Sn离子更容易向外扩散形成连续致密的富Al2O3层和富Sn层是抗非等温氧化性增强的原因[17]。等温长时氧化方面,0.04% Gr/Ti-18Mo-0.5Si材料在800 ℃和900 ℃等温氧化增重、氧化速率和氧化层厚度均较小,但石墨烯增加到0.08%后,材料的抗氧化性明显下降,可能原因是石墨烯的团聚增加了孔隙率[100]。高含量的石墨烯(1.0%~4.0%)能显著改善Ti-6Al-4Sn-9Zr-1.21Nb-1.6Mo-0.3Si高温钛合金800~900 ℃的抗氧化性,含有1.0%石墨烯的钛合金900 ℃等温氧化速率比基体下降84.7%[101]。可见,目前对石墨烯增强钛基复合材料抗氧化性的研究有限,并未得到规律性的研究结果。
4 未来发展趋势和方向
近年来,石墨烯增强钛基复合材料的制备工艺、界面特征、组织结构和力学性能等方面研究取得了重要进展,成为钛科学与技术领域的研究热点之一。通过界面结构、精细组织的设计以及工艺技术进步能够实现强度和塑性的优异结合,为石墨烯增强钛基复合材料在航空、航天、航海、汽车、医疗器械和体育器材等领域的实际应用奠定了基础。但石墨烯增强钛基复合材料开始研究距今尚不到十年,并未形成完整的研究体系,一方面制备的材料性能并不稳定,另一方面对性能的研究及数据积累不充分,其中一条重要的原因是界面反应控制、分散均匀性和组织致密性等问题仍然制约着该材料体系的进一步发展,其制约因素如图7所示。因此,未来应重点考虑在以下几方面开展研究:
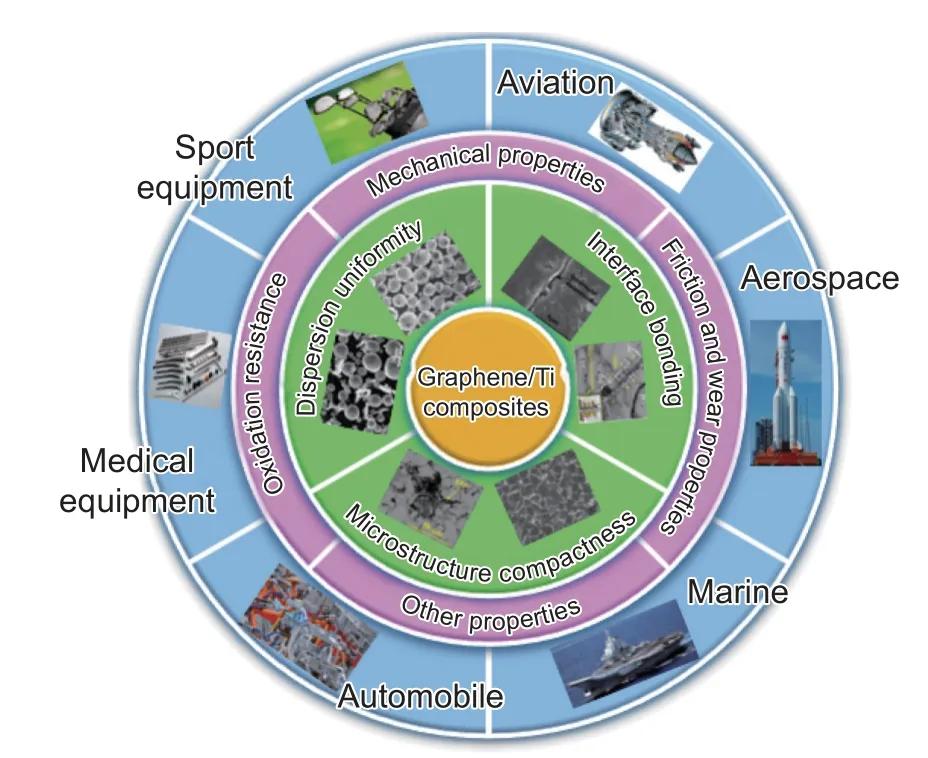
图7 石墨烯增强钛基复合材料潜在应用领域和制约因素Fig. 7 Potential application fields and restraining factors of graphene reinforced titanium matrix composites
(1)采用实验与第一性原理和分子动力学等理论计算相结合,深入研究石墨烯与钛/钛铝合金的界面反应机理和强韧化机理等基本理论,完善三维界面结构和准连续网络组织特征为代表的反应控制技术,进一步优化和提升材料综合性能;
(2)在溶液搅拌法和热等静压成型的基础上,研究GO的少缺陷甚至无缺陷还原工艺,探索石墨烯分散均匀性、团聚程度、界面反应程度和致密性可接受的大规格高石墨烯含量的石墨烯增强钛基复合材料高效制备技术;
(3)将石墨烯作为碳源,设计制备新型石墨烯改性含碳先进钛合金,探索高温长时处理工艺,提高组织、界面和性能的稳定性;
(4)对目前较少或尚未开展的高温性能、动态性能、热稳定性、抗蠕变和疲劳性能等进行系统研究,挖掘石墨烯增强钛基复合材料复杂工况下的应用潜力;
(5)建立可制备复合结构与功能一体化构件的石墨烯增强钛基复合材料3D打印等新技术。
5 结束语
采用传统热工艺技术制备材料的性能已经接近或达到理论极限,面向未来发展前沿新材料已成为强国战略,石墨烯增强钛基复合材料应运而生成为一类纳米强化金属材料前沿的典型代表。近年来研究表明,石墨烯制备技术的迅速发展极大地促进了石墨烯增强钛基复合材料的研制和应用研究,这为结构功能一体化钛基材料技术发展提供了新的解决思路。如果能够克服石墨烯增强钛基复合材料中的纳米相均匀分散和界面反应控制等技术挑战,那么利用这种能够承受极大载荷且兼具功能特性的新金属材料将助推高端制造领域实现跨越发展。若要快速证明石墨烯增强钛基复合材料性能及工艺的稳定性和可靠性,不仅需要创新成分设计、创新工艺技术,也需要创新研究范式,还涉及具有前景的应用方向。譬如,将该类型复合材料的界面优化设计与第一性原理、分子动力学和机器学习等理论计算技术相结合;将该类型复合材料与塑性变形新技术和增材复合新技术等先进制备技术相结合;或者与特种功能应用相结合,制备成紧固件用丝材和装甲用抗冲击制件等。
猜你喜欢
石材(2022年3期)2022-06-01
昆钢科技(2022年1期)2022-04-19
原道(2022年2期)2022-02-17
理化检验-化学分册(2020年5期)2020-06-15
中国自行车(2018年8期)2018-09-26
电镀与环保(2018年4期)2018-08-20
四川冶金(2017年6期)2017-09-21
纺织科学研究(2017年7期)2017-07-25
当代化工研究(2016年9期)2016-03-20
钛工业进展(2014年5期)2014-02-28