高柔性高节拍下行李箱盖自动装配方案设计
2024-01-09 05:08刘立东任素云程玉良
机电工程技术 2023年12期
张 博,刘立东,任素云,黄 冠,程玉良
(一汽-大众汽车有限公司佛山分公司,广东佛山 528237)
0 引言
白车身是现代汽车制造和生产的重要组成部分,主要由前围分总成、后围分总成、左右侧围分总成、地板分总成及顶盖分总成等部分焊合而成。白车身生产流程包括由若干个冲压单件焊接成分总成,由多个分总成焊接成车身骨架总成,至白车身。为保证组装件和零件的互换性好及车身的外观美观,需要保证冲压件及分总成的尺寸。白车身结构复杂、刚性差、易变形,其装配匹配状态直接关系着整车的外观和质量[1]。
汽车车身在加工和工艺装配过程中,由于各种主客观因素都会存在各种各样的误差,因此在白车身生产过程的最后一道装配和调整工艺就显得尤为重要,通常可通过四门两盖的调整工艺来使白车身的最终误差在可接受范围内。目前各大整车制造厂中,对于白车身的装配和调整工艺主要由人工使用各种检辅具来完成[2]。由于人工装配过程不可避免地会带来一些不稳定因素,在高节拍生产中通常需要多组人员进行检查和调整来保证白车身的匹配要求。这就造成了较多的人员投入、较低的生产效率,以及不稳定的质量状态[3-6]。
白车身生产领域的自动装配主要是指四门两盖总成在白车身骨架上的装配工艺。其基本工作原理:针对待装配的总成,使用机器人进行抓取至装配位置,利用视觉系统对装配位置各匹配点尺寸状态进行测量分析,根据测量结果计算各向调整量并传递给机器人,机器人根据调整量调整装配位置后,自动拧紧机器人进行拧紧完成整个装配过程[7-10]。该装配过程包含匹配调整过程,因此完成装配后无需人工进行调整,保证高精度高稳定性质量的同时也提高了生产效率。但由于整个方案涉及机器人、视觉系统、拧紧系统等,成本较高,且对于多车型共线生产线,实现自动装配的方案复杂程度和资金投入往往成倍增加,因此并未得到普遍应用[11-15]。
本文利用AGV、视觉引导及自适应装配系统来探究高节拍高柔性下白车身行李箱盖的自动装配方案,旨在利用较低成本方案实现行李箱盖的全自动装配,且保证装配后不需人工再进行调整。在柔性化多车型共线的生产车间,采用该方案可大幅减少人员投入并提高生产效率。
1 方案原理
1.1 工艺流程设计思考
AGV 小车运送行李箱盖总成到达工位后,由机器人进行抓取,随后交由装配机器人进行装配,通过视觉系统计算最佳匹配位置,在调整后盖位置后,完成整个自动装配过程。自动装配工艺流程如图1所示。
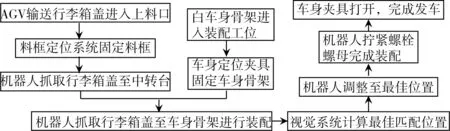
图1 自动装配工艺流程
整个工艺过程中,AGV 直接输送物料至上料口位置,然后由机器人进行抓取,无需人工介入。为实现多车型柔性,需在线旁设立多个上料口,上料口尺寸需根据行李箱盖总成器具尺寸和AGV 运行精度进行设定。在三车型高生产节拍下,为保证空满料架切换时不损失生产节拍,按传统方式需设定至少6 个上料口。按此方式设计,会带来另一个问题,如图2 所示的过多上料口带来的抓件节拍问题。抓件机器人抓取距离最远料框时,抓件节拍会远远大于生产节拍(抓取C 车型时会因为R01机器人行走距离过长而超节拍),带来同时超过生产节拍的困境,因此在设置上料口方式上需寻求一种突破。
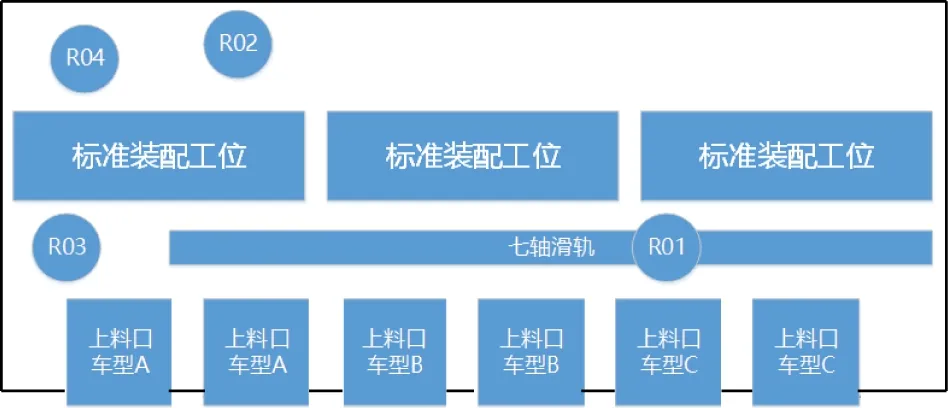
图2 过多上料口带来抓件节拍问题
AGV 自动上件带的第二个问题就是多车型下如何保证精确抓取。传统方式会采用精定位器具和视觉引导方式配合进行,但这样会带来大量高价值精定位器具的成本投入,以及后续精定位器具维护工作繁复成本高等问题,因此需对此进行优化。
在整个装配过程最为关键的是自动调整过程,本文将探究如何保证装配质量的一致性和高稳定性。两厢车行李箱盖的铰链一般会随着总成装配好,在装配调整过程中如果铰链相对于行李箱盖位置固定,则会限制部分自由度,因此还需考虑在调整过程中进行松钉调整。
1.2 方案实现原理
一般A 级车三厢车行李箱后盖尺寸约为1 500 mm,普通AGV 运行精度约为30 mm,再考虑器具框架尺寸以及上料口内部必要的气缸粗定位或导向轨道的安装,上料口尺寸需设置在2 000 mm 左右。整车装配工位一般为6 000 mm,因此至少需要占用2 个标准工位进行相应工艺设备布置。考虑安全门、机器人柜、PLC 屏等附属设备,最大可布置4 个上件口。这样就给上料口料框切换问题带来2种解决思路。
一种是将所有上料口设置成通用,即满足所有车型料框进入并识别相应车型(通过AGV 信息交互进行识别)后进行定位夹紧,同时机器人进入相应车型抓件程序进行抓件。在空满交换时,通过识别料框中剩余零件个数,以及后续车身流排序比对,提前将零件储备区AGV 进行发车和进入第4 个备用料框,从而完成在不损失节拍前提下的空满料箱切换。这种方案要求各车型行李箱盖尺寸不能差异太大,具备通用上件口的可能性。
第二种思路是在上料口的上层设置二层中转储备区,可利用白车身在工位内运行和定位夹紧的时间,完成储备区零件的补充。随后可以在空满交换时使用储备区零件保证正常生产即可。这种方案较为简单,但同时也要求AGV 补货时间不能太长(即零件储备区不能离装配工位距离太远),否则储备区零件被消耗完毕后就会造成生产停台。
这两种思路都能有效解决高柔性前提下的上件节拍问题,可根据生产实际情况进行选择。通用上料口解决方案如图3所示。

图3 通用上料口解决方案
对于非精定位器具抓件问题,在上料口安装导向轨或定位气缸,在AGV 带料架进入上料口后,定位气缸对料架进行粗定位。固定料架后,机器人带视觉引导相机进行寻件并抓件;通过粗定位抓件后将零件放至中转台进行精定位,最终装配机器人在中转台上实现对行李箱盖的精准抓取。通过这种中转台重新定位的方式,解决了非精定位器具抓件问题,提高了对零件定位的容忍度。同时还可以在中转台设置机械结构对铰链角度进行校准,确保安装时能准确进入安装孔。三车型柔性行李箱自动装配参考方案如图4所示。
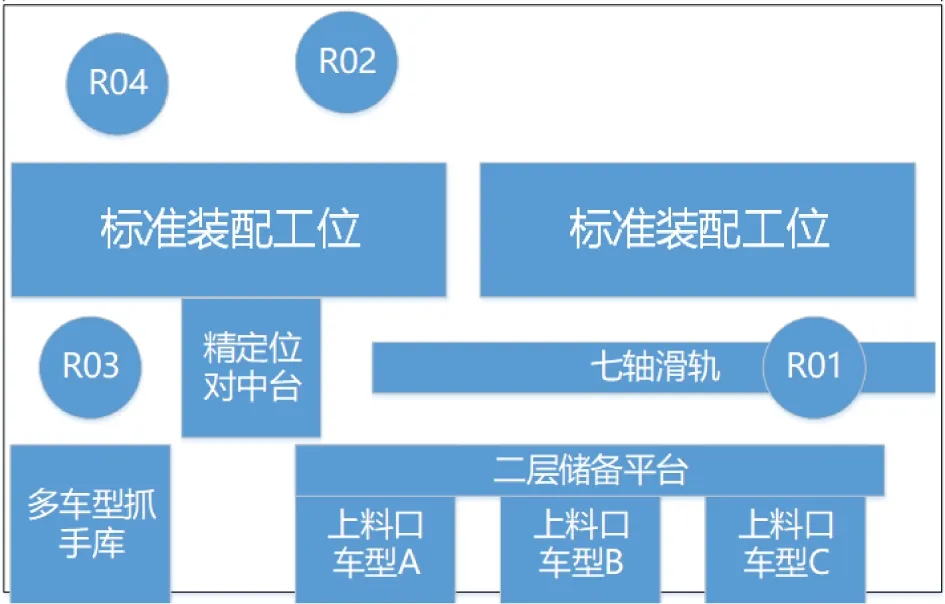
图4 三车型柔性行李箱自动装配参考方案
在自动调整过程中,对于行李箱盖和车身骨架的匹配,通常仅关注几个关键匹配点,确保后尾灯安装后整体间隙均匀一致且对称即可。对于关键匹配点,通常会制定监控标准对其进行控制。自动调整匹配过程同样有两种解决思路。第一种是通过视觉系统扫描测量实际匹配状态后,在后台进行数字化虚拟模拟装配计算,获取最佳匹配位置后,输出机器人调整量并完成装配。将后盖上关键匹配点数据选取出来,写为矩阵M1,设置边界条件(即合格范围)[M上,M下]。根据实际车身骨架和行李箱盖关键尺寸点尺寸,计算出一个Mx,使Mx∈[M上,M下];因而得出机器人偏移量:A0=MX-M1。
通过赋予不同的边界条件[M上,M下]可以得到不同匹配要求的车身。这种思路受目前建模和算法局限,尚未有成熟的模型,因此距离实际应用尚有距离。
第二种是寻找一台相对标准的车身骨架和行李箱盖,通过手动机器人示教至标准装配位置,视觉系统扫描测量后,标记为原点或参考点,此时通过3-2-1 刚性体定位原则确定车身骨架位置坐标为O1,行李箱盖位置为O2;在批量装配过程中,视觉系统计算实际车身骨架位置为O′1,行李箱盖位置为O′2;通过计算可得以下3 个偏移量(通常是以机器人坐标系下的3×2矩阵):
则可计算获得机器人偏移量:
其中A0在标定标准位置下为0,后续也可以根据不同的匹配要求进行手动赋值,从而实现根据实际生产需求装配出不同匹配要求的车身。
2 硬件组成
根据前面的方案原理分析,结合现场实际情况,制定符合现场当前工艺布局条件下的行李箱盖自动装配方案,整体工艺布局如图5 所示。整个自动装配可依据功能划分为自动供料系统、车身传输和定位系统、工艺装配系统、最佳匹配系统和自动拧紧系统。

图5 三车型柔性行李箱自动装配硬件构成
其中,自动供料系统包括AGV 小车、行李箱盖总成料架、七轴工业机器人、抓件抓手及视觉引导系统、二层储备架等硬件,通过Profinet通信协议,由PLC 进行控制,实现料架自动输送到上件位置,工业机器人自动抓件保证行李箱盖的自动上料。车身输送和定位系统通过可升级滚床,实现车身的传输和定位,高位时进行车身传输,到达工位后,滚床降低到低位,通过定位系统对车身进行定位。工艺装配系统、最佳匹配系统、自动拧紧系统协同完成行李箱盖到车身的装配过程,共由3 个工业台机器人、3 套抓件抓手、6 套视觉摄像头、6 套自动拧紧轴构成,当行李箱盖和车身准备就绪,装配抓手抓取行李箱盖,扣合到车身上完成预装配;随后最佳匹配系统介入,进行预装配状态下匹配状态测量分析,并计算出机器人偏移量,拧紧机器人对铰链螺钉进行拧松,在装配机器人完成调整后再进行复紧,完成整个装配过程并进行最终匹配结果的测量和记录。
3 控制系统
整个自动装配过程由现场PLC 进行控制,由工位主PLC与RFID车型识别扫描器、AGV服务器、各工业机器人、视觉系统服务器及拧紧系统服务器构成。整体架构布置如图6所示。
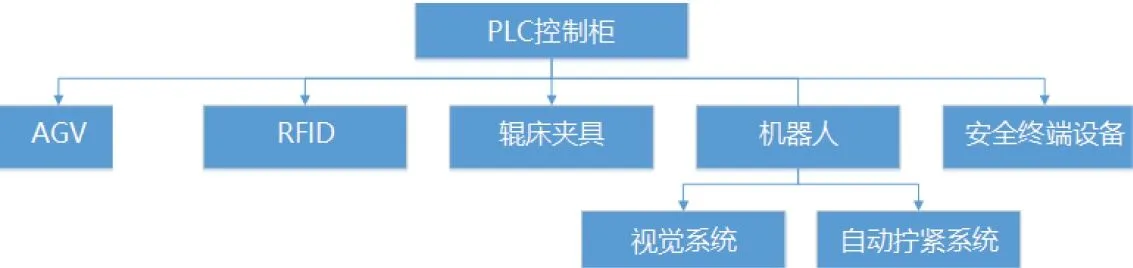
图6 控制系统构成
现场采用KUKA 工业机器人,可作为独立控制单元对视觉系统、自动拧紧系统进行交互控制,保证整个装配过程的通畅。同时,为了保证自动供件的节拍,在抓件设计时提供提前2个工位的车型队列,确保提前供件。
在安全控制上,遵循大众VASS05 标准,通过光栅、区扫、安全门锁等终端设备构建安全回路,保证出现故障时设备和操作人员的安全。
4 测试验证与结果分析
经过现场设备安装和调试,最终投入运行,整个自动装配工位开动率能稳定达到95%以上,装配一致性通过单台车重复安装25 次,选取匹配重点关注点,每个点(见图7)平度(F)和间隙(G)两个数据共8组,计算一致性结果如表1所示。由表可知,A 车型自动装配具备高度一致性,装配质量稳定可靠。

表1 A车型自动装配重复精度

图7 重点匹配点选择
选取某一天自动装配后的最终测量数据进行分析处理,结果如表2 所示。由表可知,整体装配精度能达到0.5 mm,合格率达到95%以上。

表2 各车型自动装配精度和合格率
5 结束语
本文通过研究两厢车行李箱盖自动装配工艺的实现,探讨在高柔性高节拍前提下,一种行李箱盖自动装配工艺的方案设计思路,重点探究了如何在多车型柔性下保证切换节拍,并提出了可行的两种方案和优劣势;同时对最佳匹配实现过程进行了深入分析,提出了理论上可行的两种解决思路,为自动装配工艺的广泛应用提供参考。同时,在工厂进行了实际应用,验证了通过AGV 实现行李箱盖的自动配送、双层料库系统、视觉引导抓件、最佳匹配自动装配系统、柔性自动拧紧系统的自动装配系统能稳定满足生产现场三车型高柔性和60JPH的高节拍生产,且装配精度稳定达到0.5 mm,装配合格率达到95%。
猜你喜欢
幼儿画刊(2023年12期)2024-01-15
科普童话·神秘大侦探(2023年5期)2023-06-19
世界汽车(2022年11期)2023-01-17
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
河北省科学院学报(2020年4期)2020-03-19
疯狂英语·新读写(2018年2期)2018-09-07
英语学习(2016年1期)2016-09-10
汽车维修与保养(2015年7期)2015-04-17