一种直齿锥齿轮啮合检测工装设计以及啮合分析
2024-01-09 03:26赵亚洲彭友泉刘冰
橡塑技术与装备 2024年1期
赵亚洲,彭友泉,刘冰
( 益阳橡胶塑料机械集团有限公司,湖南 益阳 413000)
直齿锥齿轮是重要的机械零部件,它的主要作用和一般圆柱齿轮一样,都是通过齿轮齿形轮廓的相互啮合来传递扭矩。相比直齿圆柱齿轮,锥齿轮有以下几个方面的优点:①锥齿轮安装轴可以是任意0°~90°夹角;②锥齿轮相比于圆柱直齿轮运行更平稳且传递扭矩也更大;③直齿锥齿轮的模数从全齿宽的一端到另一端是变化的。直齿锥齿轮也是成对使用的,在针对齿轮零部件进行检测时,有一些检测参数要求是针对齿轮单件进行检测的,像齿高、公法线长度、弦齿厚等等,而有另外一些参数我们必须在齿轮配对相互啮合时才能进行检测,像分锥角检测、轴交角检测,接触斑点检测、齿面侧隙检测以及齿顶间隙检测等等。配对的齿轮如果没有经过配对检查就装配在产品上的话,一旦发现齿面啮合有问题的话,拆卸就比较繁琐了,因为一般直齿锥齿轮和相配套的传动轴都是过盈配合或者过渡配合通过热装或者冷装装配在一起的,配合比较紧凑,二次拆卸比较麻烦。所以这就要求我们设计一种用于锥齿轮啮合的工装,来对齿轮啮合情况下的检测要素提前进行检查。
1 产品介绍
我公司是国内主要的橡胶塑料机械生产厂家之一,包含密炼机、双螺杆挤出机、平板硫化机、轮胎硫化机等等。这里我们研究的对象就是双螺杆挤出机上的主要传动零部件,同步锥齿轮, 具体型号为416单挂双锥双螺杆挤出机。如图1 所示,它属于等顶隙直齿锥齿轮,齿数48 个,压力角20°,分锥角7°,大端模数为20 mm,设计公法线长度338.14 mm,装配侧隙0.5 mm。我们在实际的装配过程中经常会出现这样的情况,两个配合的锥齿轮在装配以后,用塞尺检查啮合面与非啮合面侧隙时,发现锥齿轮大端的侧隙和锥齿轮小端的侧隙不一样,而且差异比较大。因此当齿轮啮合传动时,在齿宽方向上不能充分接触,接触斑点比设计要求的要小。这就会造成配合锥齿轮齿面磨损会不一样,接触部分磨损会加剧,而没有接触的地方则不会磨损或者轻微磨损,严重影响锥齿轮传动效果和工作寿命。而对于这种影响装配质量的问题,我们单靠单件的锥齿轮质量检查是不能把所有不合格项排除在装配环节之外的,而且一旦不合格的锥齿轮装在产品上的话,想要把锥齿轮拆卸下来对装配工人来说是比较费时费力的,而且容易损伤调心滚子轴承或者传动轴,这就是我们设计锥齿轮啮合工装的缘由。
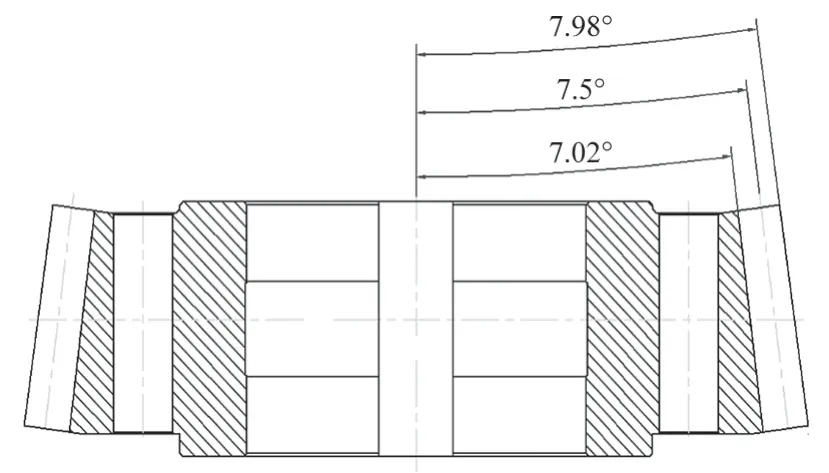
图1 锥齿轮示意图
2 工装结构
文中设计锥齿轮啮合工装如图2、图3 所示:

图2 工装三维设计示意图
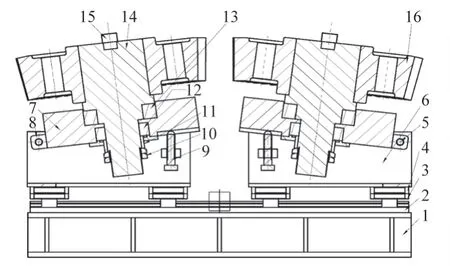
图3 工装平面设计示意图
3 工装操作步骤
(1)安装锥齿轮前先把固定块恢复至水平状态。
(2)安装锥齿轮( 序号16)。这里需要注意,安装前锥齿轮内孔配合面需要涂抹润滑油;另外,作为检测工装,这里我们要把安装轴外径与锥齿轮内孔配合尺寸由图纸设计的过盈或者过渡配合修改为间隙配合,要适当减小安装轴外径尺寸。这些步骤都有助于我们顺利安装、拆卸锥齿轮。
(3)安装键(序号15),以便固定锥齿轮与安装轴,防止单个锥齿轮绕安装轴自由转动。
(4)检查预紧安装轴尾部的圆螺母(序号10)防止工装下面定位用的调心滚子轴承内外圈装配松动。
(5)按照锥齿轮图纸设计的分锥角,通过调节支撑螺栓(序号9)带动固定块(序号7)绕销轴(序号5)转动来实现分锥角。当分锥角为0° 时,就可以配对检查直齿圆柱齿轮。
(6)沿导轨移动支架(序号6)使两个锥齿轮顺利啮合在一起。
(7)锁死锁紧滑块(序号3),使支架固定,防止出现支架沿导轨(2)横向进行位移。
(8)通过安装轴(序号14)端面的六角扳手内孔,两个啮合的齿轮可以轻松实现手动绕轴啮合转动。
4 主要参数以及应用范围
(1)整机尺寸:2 000 mm×1 020 mm×1 300 mm
(2)工装应用范围:直齿圆柱齿轮、直齿锥齿轮
(3)工装可调节的分锥角范围:0~20°
(4)齿轮直径范围:Ф800~Ф1 200
(5)承受最大齿轮重量:5 t/ 件
5 锥齿轮啮合检测分析
直齿锥齿轮啮合,除去齿形这个因素以外,它主要受两个参数的影响一个是锥距,另一个重要参数就是分锥角。锥距决定了啮合的一对锥齿轮在转动轴上的位置,它就像是圆柱齿轮的中心距参数一样,所不一样的是圆柱齿轮中心相互平行,而锥齿轮中心形成一定夹角。锥距是设计赋予的参数值,我们可以通过调整锥距来实现调整啮合齿面的侧隙,往锥齿轮小端方向移动,侧隙变小,反之则侧隙变大,但是这仅仅实在两个锥齿轮分锥角一致的情况下才可以起到调节齿轮啮合侧隙的作用,如果配对的锥齿轮分锥角不一致,那通过调整锥距来调节齿面侧隙的作用将消失。分锥角就是反应锥齿轮中心与分度圆直线夹角的参数,它直接决定了两个已知锥齿轮齿面接触斑点面积的大小,从而决定了啮合面传递动力的好坏。实践表明,分锥角在锥齿轮装配过程中会出现以下四种情况;
第一种,理想状态下的锥齿轮啮合,如图4 所示两个锥齿轮分度圆直线会重合,齿面侧隙完全消除,齿面啮合面和非啮合面侧隙都是零。这一种情况在实际应用中,考虑到加工误差的存在以及啮合齿在零侧隙情况下容易卡死的情况,基本不会采用这种情况。

图4 理想状态下锥齿轮啮合示意图
第二种,平行状态下锥齿轮啮合,如图5 所示。它指的是齿轮啮合面侧隙前后都为零,而非啮合面留有一定侧隙值且锥齿轮沿齿宽方向前后位置侧隙值相等。具体侧隙值是由设计者根据齿轮自身的加工精度等级以及使用工况决定。如果锥齿轮实际配对测出的侧隙值比设计要求的大,那就说明两个齿轮需要沿轴向项里移动一定距离;反之如果测出的侧隙值比设计要求的小,那两个齿轮需要沿轴向位置向外移动一定距离。这种距离调整一般我们都是通过调整锥齿轮前后位置安装的两个定距套宽度来实现的。

图5 平行状态下锥齿轮啮合状态示意图
第三种,分锥角偏大情况下锥齿轮啮合状态,如图6 所示。此种状态下,我们用塞尺测量的锥齿轮小端侧隙值要小于锥齿轮大端的侧隙值,且大端齿侧啮合面和非啮合面侧隙值都不为零。这就说明了这样的配对锥齿轮啮合情况根本就不理想,只有锥齿轮小端一部分齿面能有效传递动力,这必将导致接触部分齿面磨损加剧,大大降低锥齿轮使用寿命,且运行过程中会出现不规律的锥齿轮啮合异响。一旦出现这种情况,锥齿轮只能直接报废处理,或对于部分侧隙值偏差不大的可以人为进行修配,然后作为次品进行降级使用。

图6 分锥角偏大状态下锥齿轮啮合状态示意图
第四种,分锥角偏小情况下锥齿轮啮合状态,如图7 所示。此种状态刚好和前面一种情况相反,我们用塞尺测量的锥齿轮小端侧隙值要大于锥齿轮大端侧隙值,且小端齿侧啮合面和非啮合面侧隙值都不为零。这就说明只有锥齿轮大端一部分齿面是正常接触的,这同样会造成和图6 所示情况一样的问题,处理方式也可参照第三种进行处理。

图7 分锥角偏小状态下锥齿轮啮合状态示意图
6 总结
齿轮配对啮合检查是非常有必要的,它的结果不能直接反映齿轮加工过程中某一单项质量要求合格与否,它只是对齿轮啮合的装配质量的检验。锥齿轮啮合检测除去受齿形本身直接影响之外,主要就是受锥距和分锥角的影响。齿形我们可以通过齿形样板进行单件检查排除;锥距是设计赋予的定值,一旦确定就不对锥齿轮本身产生任何影响;剩下的只有分锥角这一个决定决定因素了。我们分度圆是一个虚拟的圆,在实践当中很难测出其具体尺寸,更不要说是建立在分度圆基础上的分锥角了。这个工装不但能帮助我们在正式装配前检测出两个锥齿轮啮合的齿面侧隙大小,还可以根据实际测得侧面间隙值大小计算并调整锥齿轮截距,以达到理想的齿轮啮合状态。
猜你喜欢
湖南理工学院学报(自然科学版)(2022年1期)2022-03-16
汽车零部件(2021年10期)2021-10-30
九江学院学报(自然科学版)(2021年1期)2021-06-07
山东冶金(2018年5期)2018-11-22
农业工程学报(2017年20期)2017-11-13
制造技术与机床(2017年3期)2017-06-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
光学精密工程(2016年6期)2016-11-07
锻压装备与制造技术(2016年3期)2016-06-05
应用技术学报(2014年3期)2014-02-28