超声波检测技术在城铁地板上的应用研究
2024-01-19 08:47黄艳林雨廷高忠良
长春工程学院学报(自然科学版) 2023年4期
黄艳,林雨廷,高忠良
(1.长春工程学院 大学生创新创业教育学院,长春 130012;2.中车长春轨道客车股份有限公司 工程技术中心,长春 130062)
0 前言
随着我国经济的飞速发展,市场对城铁车辆的需求逐渐增大,国内城市轨道交通的发展水平也不断提高。目前,我国的轨道交通运营里程居全球第一,超越了很多发达国家的水平。中国轨道交通装备的制造水平、管理水平等都有了大幅度的提升,该行业具有高科技性、高可靠性和高经济性等特征,与城铁车辆相关的制造技术也得到迅猛发展,现阶段轻量化材料已被轨道交通行业广泛应用,其中钛合金材料正在试验阶段,随着众多轻量化材料的使用,保证材料的质量成为重要研究课题。吉林大学对铝合金蜂窝板进行了水浸法超声波检测,其效果比较稳定,但在实际检测过程中无法利用水浸法。与此同时,无损检测技术的应用与发展也取得了前所未有的进步:磁粉检测技术主要用于轨道车辆的转向架构架的检测,但是其只能检测表面及邻近表面缺陷,无法发现皮下缺陷;渗透检测技术主要用于轨道车辆车体检测,其可以发现表面开口缺陷,适用于铝合金及不锈钢材料,但也无法检测皮下缺陷;射线检测技术可以发现皮下缺陷,但是受射线设备及场地影响,适用情况很少;超声波检测技术可以利用声波反射原理发现工件内部缺陷,且设备操作简单,方便携带,被广泛应用在轨道车辆焊缝质量检测中,如转向架构架侧梁长大焊缝检测、车体牵枕梁焊缝检测。超声波检测技术因具有快速、准确、直观和成本低廉等优点,所以优于常规的探伤方法[1-6]。本文研究了超声波检测技术在城铁地板上的应用,通过对超声波反射声波回波信号多角度分析,可以评估地板焊缝的质量,对城铁地板焊缝成型质量控制研究提供了参考。
1 超声波检测原理
1.1 超声平面波在大平界面上垂直入射的行为
超声波检测的基本原理是声波在不同界面处会产生反射、折射等现象,进而分析回波信号可以判断缺陷位置及大小。当超声波以90°入射角入射到平行于水平线的界面时,声波能量会因界面情况的差异发生能量被阻碍或被吸收的不同分配结果。就是说当超声波以一定角度入射到被检查的工件表面上,部分声波会被被检查工件表面反射出去,一部分声波会进入工件直到底部才会被反射回来,返回来的声波都会被探头接收到,形成声波的回波信号,我们可以分析回波信号的特点,正常情况下,相邻回波的返回时间应该是一样的,如果有提前回来的声波,那么就可判定此处对应的界面存在缺陷,对缺陷的大小可通过半波法进行测量。如果相邻反射回波间隔时间是相同的,那么说明被检查工件内部没有缺陷。
1.1.1 超声波在单一的平面界面的反射和透射
当超声波以90°角入射到两个不同介质(声阻抗不同)的平面,一部分声波会在平面发生反射,而且其中部分声波反射路径与声波入射路径相同,方向相反。另一部分声波会透过界面,在介质底面发生全反射。在实际工程应用中,单晶探头是被使用最广泛的,其使用方法简单且信号易于区分,对操作者的技术水平要求不高,声波的发射和接收都由同一探头完成,其在理想状态(声波在界面的反射和透射波都没有损失,都被探头接收)下的返回声压与入射声压比值为声压往复透过率。
1.1.2 多层平面界面垂直入射
在实际中应用超声波检测时,声波会穿过很多层不同介质,每种介质的声阻抗都不同,比如检测钢材的声阻抗不同的薄层、耦合剂层、探头保护膜等。要保证有良好的透声效果,需保证各种薄层厚度是进行超声波检测时的半波长的整数倍。在实际检测过程中,需要对探头施加一定的作用力,要求检测面表面光滑,不能有颗粒物,保证耦合效果。为了保证保护膜有较高的透声效果,保护膜的厚度为半波长的奇数倍最好。探头的声阻抗对检测效果的影响也比较大,选择合适的声阻抗会得到反射回波较高的信号,易于区分缺陷。
在超声波检测过程中,当接收到的缺陷反射强度为入射声波强度的1%时,就可得到缺陷的反射回波。当使用直探头(频率为1 MHz)检测钢中气隙(如两块高精度块规之间的缝隙)厚度时,就会接收到近于全反射的声波,此时入射声波百分之百被接收。在检测过程中遇到表面不平整并带有其他物质,界面分层更明显的物体时,声波对其缺陷更敏感,因此更容易被检测出来。尤其对界面分层的情况,检测效果更好。
1.2 超声波倾斜入射到界面时的反射和折射
当超声波斜入射进入物体时,运用反射定律和折射定律可以计算声波在界面处反射和折射超声波束的传播方向,但不能确定3种波形之间存在何种联系[7-10]。
2 超声波检测设备与使用方法
2.1 超声波检测设备及检测要求
超声波检测设备的电路图是把仪器的每个部分用方框来表示,各方框之间相互连接,说明各部分电路之间存在关系,相互作用。电路方框图可以看出整个电路工作原理及工作结构,但是看不出电路具体的关联方式和方法,也看不出元件的具体位置。本文使用的A型脉冲反射式超声波检测仪相当于一种专用示波器,尽管型号、外形、体积和功能各不相同,但它们的基本结构和原理大同小异,基本都由这几个主要部分组成:同步电路、扫描电路、发射电路、接收放大电路、显示电路和电源电路等。
本文利用的超声波检测探头如图1所示,其中D代表压电晶片直径,F为聚焦区长度,F1代表聚焦起始深度,F2代表聚焦结束深度。图2为超声波检测设备系统,主要由工业计算机、探头、软件系统等组成。本文超声波检测标准执行ISO 17640,验收标准执行ISO 11666,人员要求具备ISO 9712二级以上资质,并且视力要求达到5.0以上,非色盲。进行超声波检测的人员需要熟练掌握超声波检测技术,了解焊接的基本常识,了解常见缺陷的类型及波形。进行检测时操作者要身穿工作服,戴好安全帽。检测场地既要明亮又不能有刺眼的光芒,否则会影响波形的判断,进行工件检测的房间要提前冷却近6 h才能进行检测,检测过程中要保持室内温度在5~35 ℃。超声波检测前需要使用牛角试块进行制作DAC曲线。

图2 超声波检测设备系统
2.2 超声波检测准备工作
各工序开工前,操作者应对设备工具、技术文件、料件质量进行仔细检查、确认后,方可开始施工。具体包括设备状态检查、工具状态检查及料件质量检查等。
2.2.1 设备状态检查
使用超声波探伤仪前应做的检查:
1)必须全面检查探伤仪各部分技术状态,仪器各部分性能良好无故障,未过检定期。
2)需对灵敏度和DAC曲线进行校验,填写灵敏度记录。需至少每隔4 h及检测完成后,对灵敏度进行1次校验。校验中发现有偏差时,按灵敏度和范围校验要求进行调整。
3)探伤灵敏度的确定。使用RB-1试块制作DAC曲线,并以第一孔回波幅度为满屏的80%时的增益值作为基准灵敏度,DAC曲线即标准ISO 11666中的参考水平。
2.2.2 工具状态检查
使用前应准备好试块、钢板尺等工具,并检查工具的状态是否良好,所有需要计量检测的工具都必须在有效期内。
2.2.3 料件质量及施工环境检查
1)焊缝需冷却至室温(焊后至少6 h)。
2)检测表面无锈蚀、氧化皮、污垢、飞溅和沟槽等,扫查面应平滑,探头和接触面之间间隙应≤0.5 mm,超过时应对接触面进行修整,接触面的粗糙度Ra≤12.5 μm(喷砂表面)或6.3 μm(机加工表面)。
3)超声波探伤作业时,周围3 m内不允许进行电焊及砂轮打磨工作,有隔离措施除外。
2.2.4 预处理
对待扫查区母材进行清理,使其表面无锈蚀、氧化皮、污垢、飞溅和沟槽等,扫查面应平滑,探头和接触面之间间隙应≤0.5 mm,超过时应对接触面进行修整。该工步由焊接操作人员协助完成,以确保料件表面符合检测要求。
2.2.5 涂耦合剂
在扫查表面均匀涂抹耦合剂。
2.2.6 探测扫查
按标准ISO 17640《焊缝无损检测 超声检测 检测技术 检测等级和结果评估》B级进行检测。采用规定角度的探头对焊缝进行扫查,探头沿垂直于焊缝方向以锯齿形移动,速度≤150 mm/s,扫查过程中,探头应向声束方向两侧做约10°的旋转。
2.2.7 缺陷评定
相关显示按ISO 11666《焊接无损检测-超声波检测-验收等级》标准评定,验收等级二级为合格。通过移动探头,使回波波幅达到最大值,对于所有超过评定等级的相关显示均应进行显示评定。
3 试验与分析
3.1 试验材料
本文超声波检测的城铁车辆地板为铝合金蜂窝板,其形状为六边形,边长为6 mm,厚度为1.2 mm,高度为13 mm,上下蒙皮和蜂窝芯均为AA3003铝合金,上下蒙皮与蜂窝芯通过钎焊成型方法连接,其中钎焊材料是AA4343铝合金。
3.2 检测过程
第一步把超声波检测设备置于地板上,然后由探伤工打开设备将初始界面设置为此次超声波检测的具体参数,包括采样频率、采样延时、增益大小、脉冲电压和波形整流等。调整好参数之后点击开始扫描,随着探头的移动,波形会有变化,探头移动到每个扫描点时,都将发射一次超声波并接收回波信号。观察并完成A扫描信号采集,将检测结果进行存储,便于后续的分析处理,直至完成对地板超声波检测。
3.3 地板的超声A扫描信号分析
为了了解城铁车地板钎焊接头的连接情况,本文利用有限元软件对焊缝接头情况进行了数值仿真分析,分析了探头在地板焊接接头的不同位置时,超声回波信号的传播特性。依据地板焊接接头的结构特点,本文建立了与实际焊缝接头结构相同的模型,代表地板钎焊接头区域的焊合区域。由于声波在不同介质中的传播情况不同,所以从铝合金中进入空气中后,大部分声波都会发生全反射,因此将外边界都设置为全反射界面,模拟信号选取与实际信号一致。网格划分采用三角形网格划分法,节约了计算周期[11]。
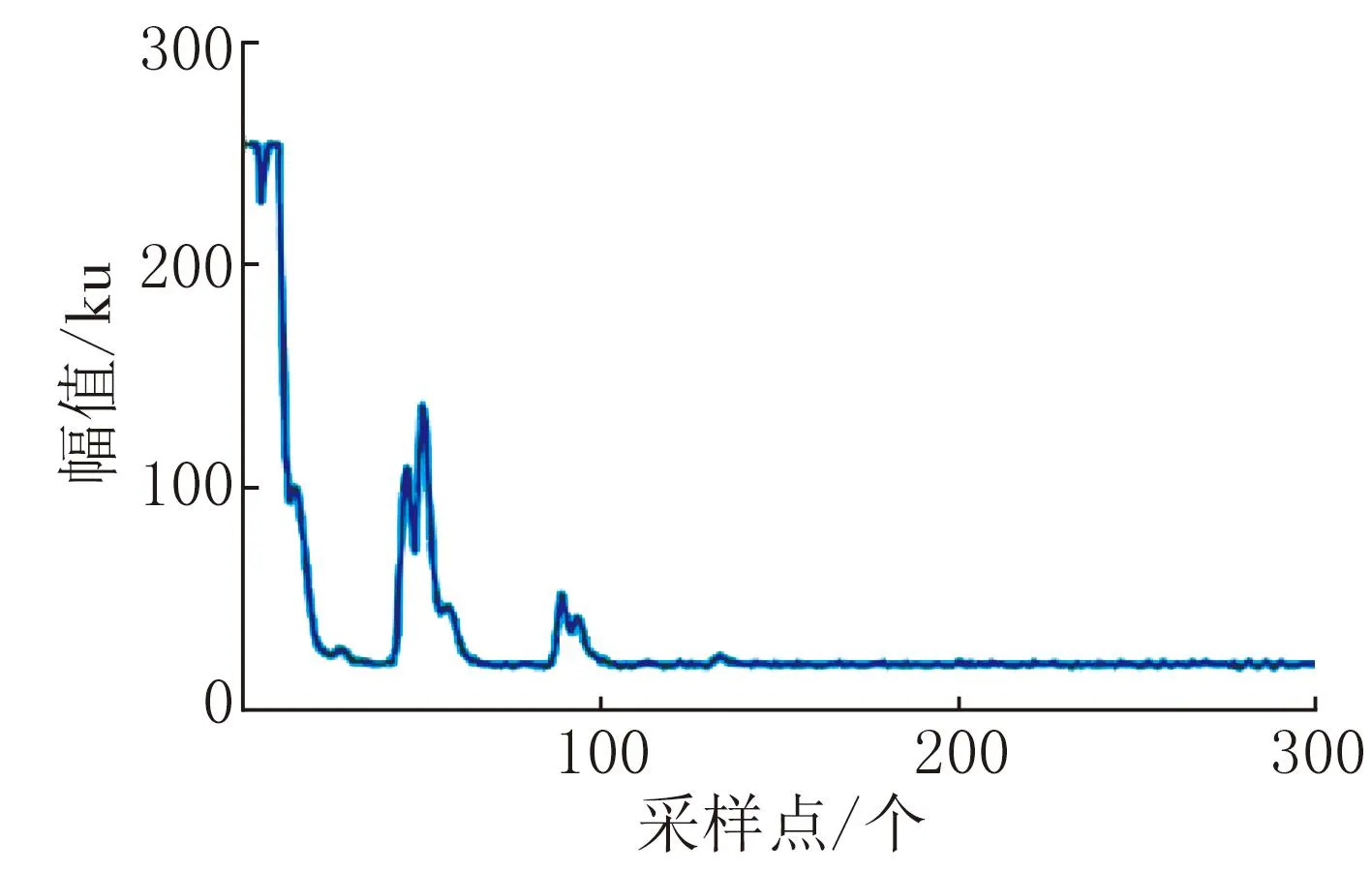
图3是超声波在地板不同位置的模拟传播图,分别是探头在地板不同区域的超声A扫描信号仿真结果。当探头移动至母材区域时,超声波信号传播情况如图3(a)所示,声波会经过母材与空气界面发生全反射,且声波两次相邻的最高波之间的距离就是母材的厚度;当探头移动至焊缝边缘区域时,声波信号传播情况如图3(b)所示,此时,部分声波入射到钎料之中,在钎料表面反射回来的声波传播路程较长,因此一次回波幅值较低;当探头移动至焊缝中间区域时,声波信号传播情况如图3(c)所示,蜂窝板的蜂窝壁厚度为1.5 mm,探头直径≥蜂窝厚度,因此探头会接收到焊缝钎料表面反射的声波,此时一次回波峰值到达最小。
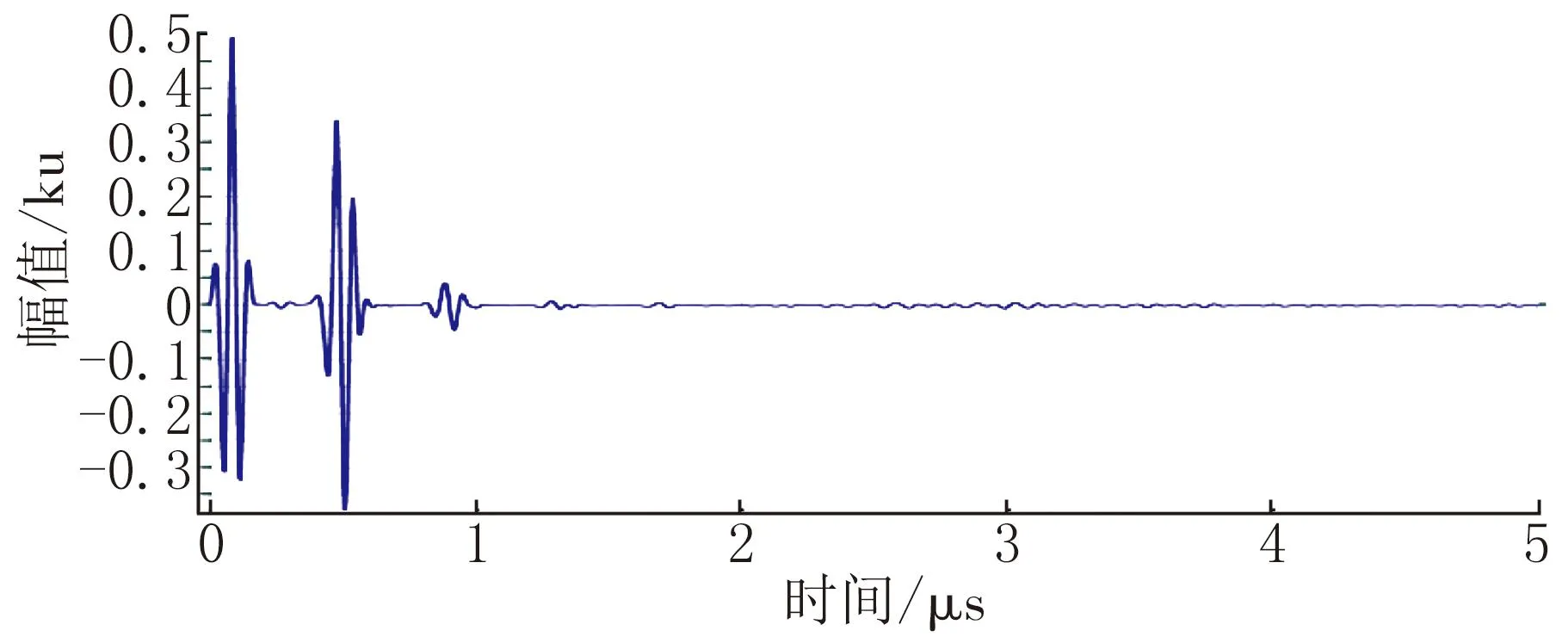
(a)母材区域

(b)焊缝边缘区域
为了验证超声波在铝合金蜂窝板地板检测仿真过程中的准确性及地板焊缝接头的连接状态,本文利用自主研发的钎焊超声波检测设备对钎焊接头区域进行超声A扫描检测,结果如图4所示。

(a)母材区域
(b)从母材区域向焊缝区域移动

(c)焊缝区域图4 超声波在地板不同位置的传播图
从图4中可以看出,探头在图4(a)时,此时位于母材处,声波会穿过地板并在下表面反射回来,探头接收到的声波是在地板内部反复传播的;探头在图4(b)时,探头从母材区移动到焊缝时,声波会从地板底面进入到钎料中,并有一部分声波会发生斜反射而不能被探头接收到;如图4(c)所示,当超声探头移动到焊缝区域时,超声波会穿过地板上表面进入地板下表面,并在下底面发生反射。通过图4可以明显看出地板不同位置的超声波信号会有很大不同,所以以此超声波检测设备可以检测城铁铝合金蜂窝板地板的焊接质量。
从前述分析可知探头移动在地板不同位置模拟声波信号与实际检测超声信号一致,说明本文利用的超声波检测设备适合铝合金蜂窝板地板的检测[12-13]。
4 结论
本文利用超声波检测城铁车辆铝合金蜂窝板地板,通过数值模拟分析方法,分析了探头在焊件不同区域时信号特征的变化情况,当声波在母材区域时,反射回波相邻之间的时间是相同的,说明声波到底部直接反射回来,声波没有经过其他界面。当声波在焊缝熔合区域时,部分声波会在焊缝接头下面发生反射,此时一次回波幅值最高,二次回波会逐渐下降。当声波在中间区域时,声波会全部进入到蜂窝中,此时声波会发生衰减而且传播时间较长,一次回波最低,基本上不会有二次回波。通过对比发现不同位置的声波回波信号幅值大小不同,一次回波幅值变化最明显。利用实际超声检测系统检测地板焊缝,模拟超声信号与实际检测结果一致,并可通过分析超声波回波信号来分辨地板内焊缝的成型质量。
猜你喜欢
铁道建筑技术(2021年3期)2021-07-21
现代装饰(2021年1期)2021-03-29
四川冶金(2019年5期)2019-12-23
中国宝玉石(2018年3期)2018-07-09
知识就是力量(2018年3期)2018-03-08
小猕猴智力画刊(2017年6期)2017-07-03
中国科技纵横(2017年3期)2017-03-29
西南石油大学学报(自然科学版)(2016年2期)2016-12-01
发明与创新(2016年26期)2016-08-22
城市轨道交通研究(2012年3期)2012-04-01