
医用激光定位仪在侧向操作位机房中的分布式安装方法
2024-03-01 00:33李加荣汪卓赟安徽医科大学第二附属医院医学工程部安徽合肥230006
中国医疗器械信息 2024年1期
李加荣 汪卓赟 安徽医科大学第二附属医院医学工程部 (安徽 合肥 230006)
内容提要: 激光定位仪一般安装在电子直线加速器、模拟定位机、计算机体层成像机、磁共振成像设备、正电子发射计算机体层显像仪、数字减影血管造影机等设备上,用于病灶或治疗靶点的辅助定位,广泛应用于放射治疗、放射性粒子植入、微创手术等领域。但有时碍于机房布局限制等原因,安装位置被占用,导致无法顺利安装激光定位仪。因此,文章推荐一种激光定位仪分布式安装的方法以解决这一矛盾。
激光定位仪在电子直线加速器、模拟定位机、计算机体层成像(Computed Tomography,CT)定位机、射波刀等设备上属于必备的等中心指示装置之一,是检验放疗准确性验证的重要依据,通过投射激光束的方法在人体表面三维方向上标记肿瘤病灶的位置[1-3]。激光定位仪也可以安装在CT机、磁共振成像设备、正电子发射计算机体层显像仪、C形臂等设备上,应用于病灶定位、放射性粒子植入、微创手术标记等领域[4-8]。在以上几种设备机房中安装激光定位仪时,如果操作台在机架侧向,其中一个激光灯安装位置正好位于观察窗上,这给激光定位仪的安装带来难题。
1.激光定位仪的安装特点
激光定位仪的作用是在机房空间内标记一个三维坐标系,用以指示病灶或治疗靶点的相对位置。它分别从患者的左、右、前三个方向投射扇形面状激光束,分别平行于患者出冠状面、矢状面、横断面,激光束投射在患者体表形成清晰的亮线,指示病灶在体内的相对位置[9]。激光定位仪一般由三个激光灯组成,在检查床左、右两侧各有一个,每个激光灯内有两个互相垂直的激光投线器,用于投射平行于患者横断面和冠状面的激光束。还有一个激光灯主要投射平行于患者矢状面的激光束,一般安装在床尾斜上方的墙上(固定式激光定位仪多采用此法),或在检查床正上方的天花板上(三维动态激光定位仪多采用此法)。
2.CT机房布局及激光定位仪安装方式
根据机架与操作台之间的相对位置不同,CT、磁共振成像、正电子发射计算机体层显像仪等设备的机房布局常见有以下几种:
2.1 斜向操作位(见图1a)
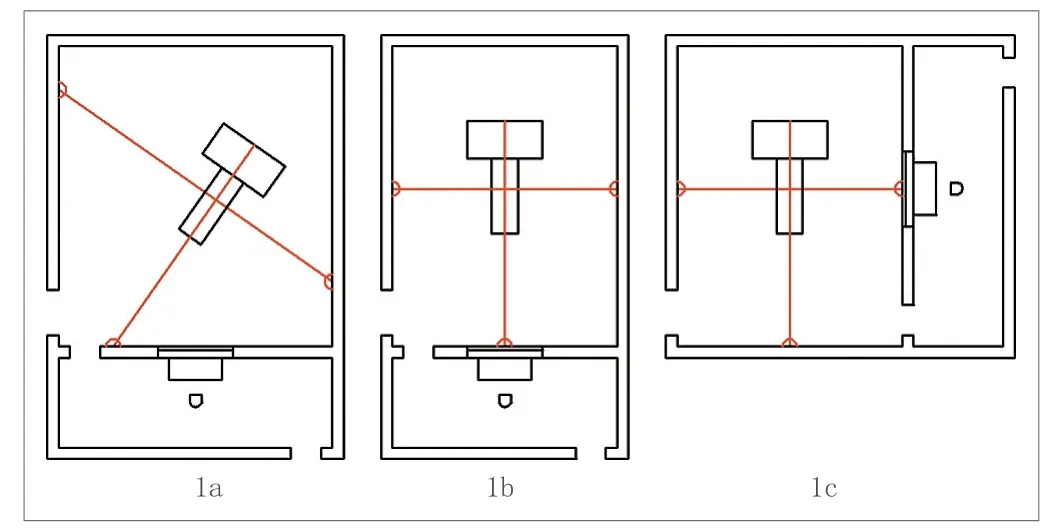
图1.机房布局的三种主要方式
操作台位于机架斜前方,观察窗位于床尾偏机架30°~60°范围内。这是国标GBZ/T180-2020[10]推荐的布局方案,优点是方便观察监护患者,缺点是机房空间利用率较低。这种机房安装激光定位仪的难度较小,主要问题是各方墙面与检查床和机架不垂直、不平行,可以通过安装角度支架解决[11]。
2.2 正向操作位(见图1b)
操作台位于机架正前方,观察窗位于床尾方向。这是X射线模拟定位机、CT模拟定位机等常用的布局,数字减影血管造影和CT也常用,优点是机房空间利用率高,缺点是不便于观察监护患者。检查床及机架与各方墙面垂直或平行,安装激光定位仪的难度最低。
2.3 侧向操作位(见图1c)
操作台位于机架左侧或右侧,观察窗位与检查床平行。这种布局多见于X射线摄片和透视机房,CT机房也经常采用。优点是机房空间利用率高,技师走动路径短,也便于观察和监护患者,缺点是观察窗处需要增加辐射防护。对于安装激光定位仪来说,最大的问题是观察窗占用了其中一个激光灯的位置,安装难度最大。一般需要在观察窗前安装一个支架,将激光灯固定在支架上。但那样会遮挡操作者视线,影响检查中对患者的监护,尤其是在注射造影剂时可能会增加意外风险。
3.侧向操作位机房安装激光定位仪的实践
对于侧向操作位机房观察窗与激光定位仪位置冲突的问题,目前各设备厂家也没有较好的解决方案。笔者在工作中曾遇到数例此类情况,为最大限度保留观察窗与激光定位仪各自的功能,采用一种分布式安装方法,将激光灯拆分,两个激光投线器安装在不同的位置,统一控制、协同工作,较好地解决了这一矛盾。其中,三维固定式和三维动态激光定位仪略有不同,以下各分享一例。
3.1 固定式激光定位仪安装案例
侧向操作位CT机房,观察窗位于检查床左侧(背向机架、面向检查床,下同)占用左侧激光灯安装位置,安装固定式激光定位仪。将该激光灯功能拆分,其竖直激光投线器安装在观察窗上方,指示患者横断面;将水平激光投线器安装在观察窗右侧(若置于左侧会被机架遮挡部分光线),指示患者冠状面(见图2a)。两者协同完成患者身体左侧的激光线标识。
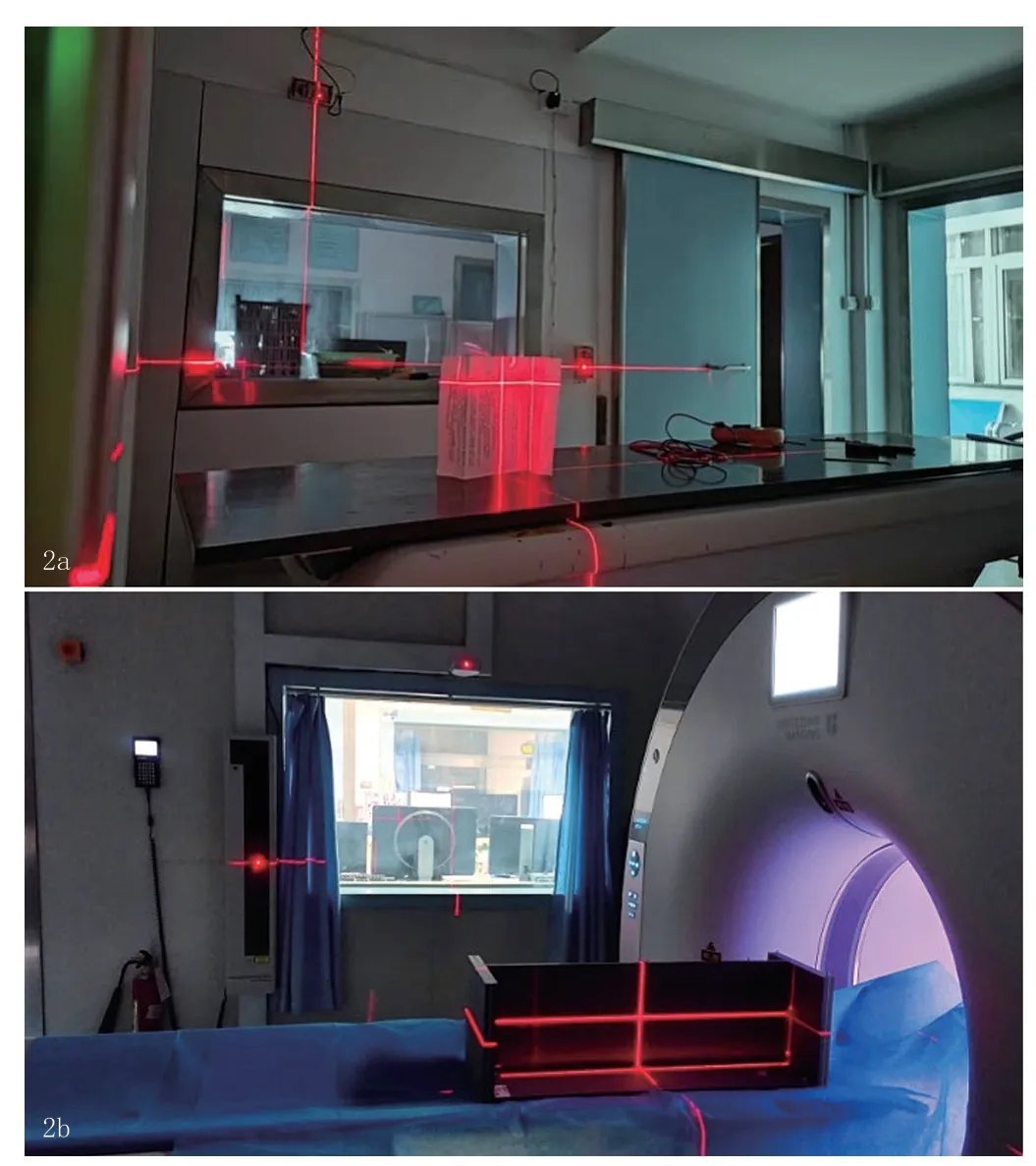
图2.激光灯拆分协作避开观察窗
3.2 三维动态激光定位仪安装案例
侧向操作位正电子发射计算机体层显像仪机房,观察窗位于检查床右侧占用右侧激光灯安装位置,安装三维动态激光定位仪。其水平激光投线器带有驱动机构,整体安装在观察窗左侧;将竖直激光投线器拆解,电线延长,固定在观察窗上方(见图2b)。对于水平激光线的驱动机构参数,重新进行标定。
3.3 精确度验证
以上两个案例在安装完成后,为验证改动部分投射的激光线精确度,对它们分别做了重点专项检测。检测方法参照《放射治疗拟定位X射线辐射源检定规程》[12]和《放射治疗CT模拟定位机X射线辐射源检定规程》[13]两个标准文件。在等中心位置每条激光线上选取-50、0、50mm共3个点,分别读取三组数据(水平线偏向上方为正,竖直线偏向机架为正),记录见表1。

表1.激光线偏离误差表
按照相关标准,激光定位仪等中心平面上的误差应不大于±2mm。根据实际测量结果,两个案例的3个位置,均符合标准要求,即使是最大误差也明显低于限值。为客观评价实际值偏离真实值的情况,根据以下公式计算各组数据的均方误差,数值见表1最后一行见公式(1)。
为直观掌握误差情况,以竖直线误差为横坐标、竖直线误差为纵坐标,制作各次测量的误差散点图(见图3)。可以清楚地看到,测量值全部在以原点为中心、半径为2mm的圆之内,且误差控制较好。
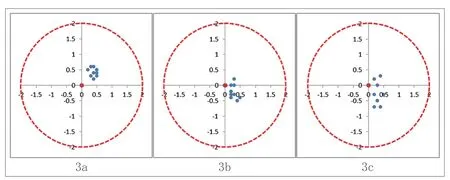
图3.激光线偏离坐标误差分布图(3a.案例1;3b.案例2初始位置;3c.案例2目标位置)
4.小结
通过侧向操作位机房安装激光定位仪的案例,解决了观察窗与激光定位仪位置冲突的问题,采取了创造性的激光灯拆分、激光投线器协作的办法,完美解决了实际难题。该方法既能保证激光定位仪的精确度,又能保留观察窗的观察监护功能,避免扩大患者检查时的意外风险。
5.讨论
由于机房建设与设备采购环节分离,在实际工作中经常需要面对机房与设备适配的问题。在机房建设时,无法确定后期设备的细节要求。如到设备采购安装和使用环节,为满足设备装机条件和配套设施,不可避免地增加建设成本,甚至不得不削足适履,牺牲设备应有的易用性和合理布局[14]。在工作中,可能会接触到的一些医疗器械在某些特殊使用场景下存在产品设计不完美的情况,工程师应大胆尝试对原有产品进行适当的改进,以期获得更好的使用效果。
猜你喜欢
舰船科学技术(2022年22期)2022-12-13
中国设备工程(2021年15期)2021-08-14
第二课堂(课外活动版)(2018年3期)2018-07-06
电子世界(2017年15期)2017-08-30
消费导刊(2017年21期)2017-01-28
福建质量管理(2016年9期)2016-12-09
现代制造技术与装备(2016年3期)2016-09-05
汽车零部件(2014年8期)2014-12-28
汽车维修与保养(2012年12期)2012-07-25
船舶力学(2010年5期)2010-06-21
