
Q460C中厚钢板折弯裂纹形成原因
2024-03-16 02:09王妍
理化检验(物理分册) 2024年1期
王 妍
(天津航天长征技术装备有限公司,天津 300301)
Q460C低合金高强度结构钢具有良好的强度和韧性,在机械设计制造领域应用广泛,随着国内机械设计制造行业的快速发展,对Q460C钢板的需求越来越大[1-2]。在钢板设计使用过程中,需要对其进行切割、折弯、焊接等操作,用于制造相应的零件。某厂生产的一批 Q460C钢板经切割后,在钢板折弯过程中,有部分钢板在其厚度方向出现裂纹。笔者采用一系列理化检验方法分析了钢板折弯裂纹产生的原因,并提出了改进措施,以避免该类问题再次发生。
1 理化检验
1.1 宏观观察
折弯加工的钢板厚度为20 mm,根据设计要求先切割成尺寸为200 mm×800 mm(长度×宽度)的工件,然后将工件一边折弯45°,另一边折弯85°,在折弯过程中,有部分工件在折弯85°一侧的侧面出现裂纹,裂纹位于钢板1/4厚度附近(见图1)。

图1 开裂Q460C钢板的宏观形貌
将Q460C钢板沿折弯裂纹人工拉断,对其断口进行宏观观察,结果如图2所示。由图2可知:断口呈脆性断裂特征,没有明显的颈缩,钢板1/4厚度附近存在呈木纹状的断裂区域,该区域为折弯开裂位置。
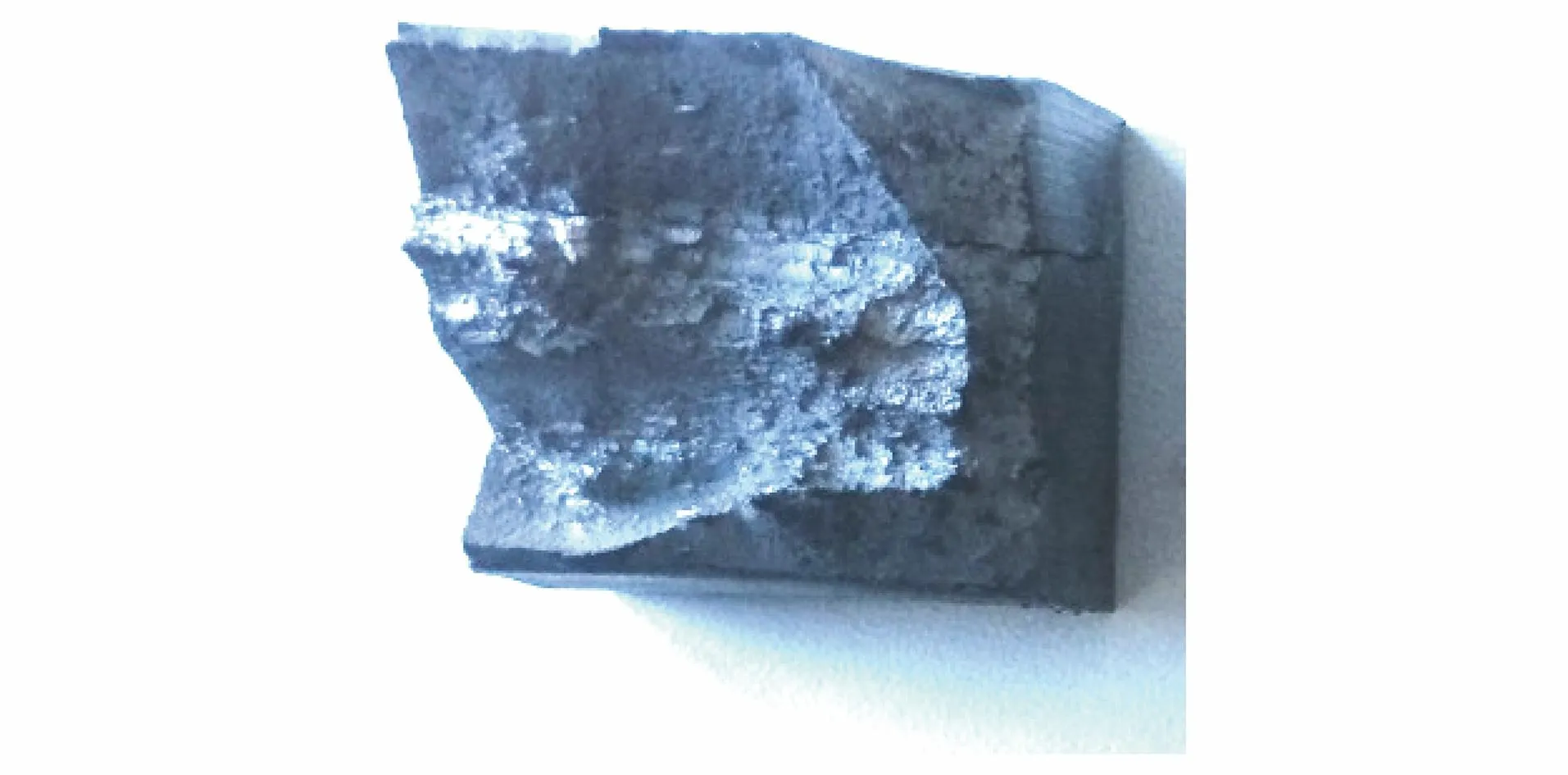
图2 Q460C钢板断口宏观形貌
1.2 化学成分分析
在开裂的Q460C钢板上取样,采用直读光谱仪对试样进行化学成分分析,结果如表1所示。由表1可知:试样中P、S元素的质量分数超过GB/T1591—2018《低合金高强度结构钢》的要求。

表1 开裂Q460C钢板的化学成分分析结果 %
1.3 金相检验
在钢板断口处取尺寸为20 mm×20 mm×20 mm(长度×宽度×高度)的试样,对试样进行清洗、磨抛处理,利用光学显微镜观察试样中的非金属夹杂物,按照GB/T 10561—2005《钢中非金属夹杂物含量的测定 标准评级图显微检验方法》中的A法进行评级,结果如表2所示。

表2 试样中非金属夹杂物评级结果 级
用体积分数为4%的硝酸乙醇溶液对试样进行腐蚀,用光学显微镜观察试样的显微组织形貌,结果如图3所示。由图3可知:试样组织为铁素体+珠光体;在断口木纹区对应的1/4位置,可明显观察到铁素体和珠光体交替存在的带状组织,铁素体带较为明显,灰色条状硫化物夹杂在此处明显偏聚,带状组织评级为4.0级,断口1/4处带状组织严重异常;其他位置的组织为均匀的铁素体和珠光体;带状组织中铁素体范围较宽,铁素体内部存在大量灰色条状硫化物夹杂。
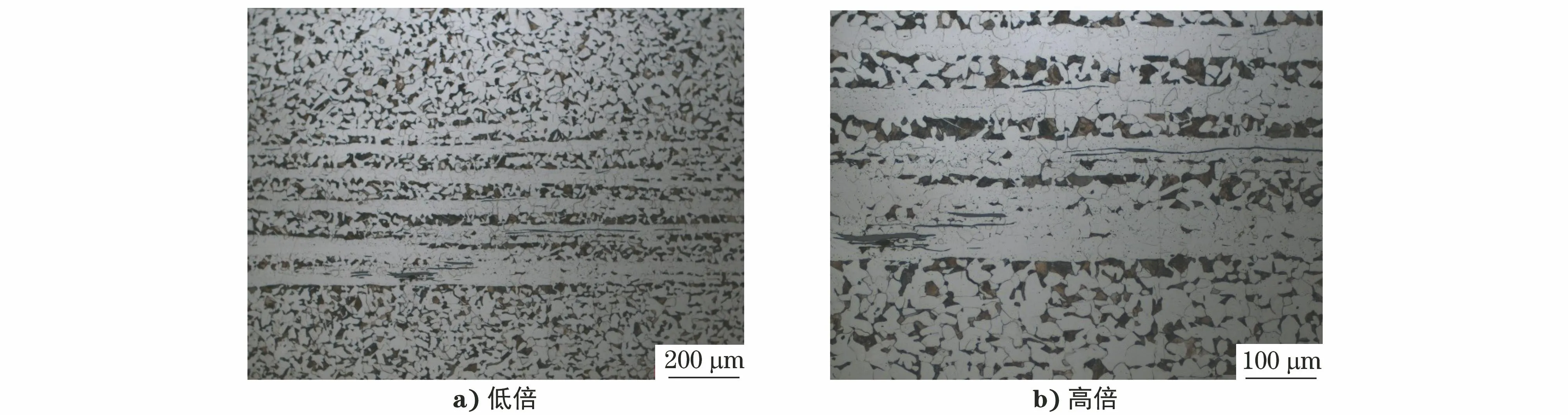
图3 试样的显微组织形貌
1.4 扫描电镜(SEM)及能谱分析
将金相试样放入丙酮溶液中进行超声清洗,然后利用扫描电镜及能谱仪分别对试样铁素体带中的长条状非金属夹杂物和链状非金属夹杂物进行分析,结果如图4,5所示。由图4,5可知:试样铁素体带中的长条状非金属夹杂物主要成分为MnS,链状非金属夹杂物的主要成分为CaO、SiO2、Al2O3、MgO等。
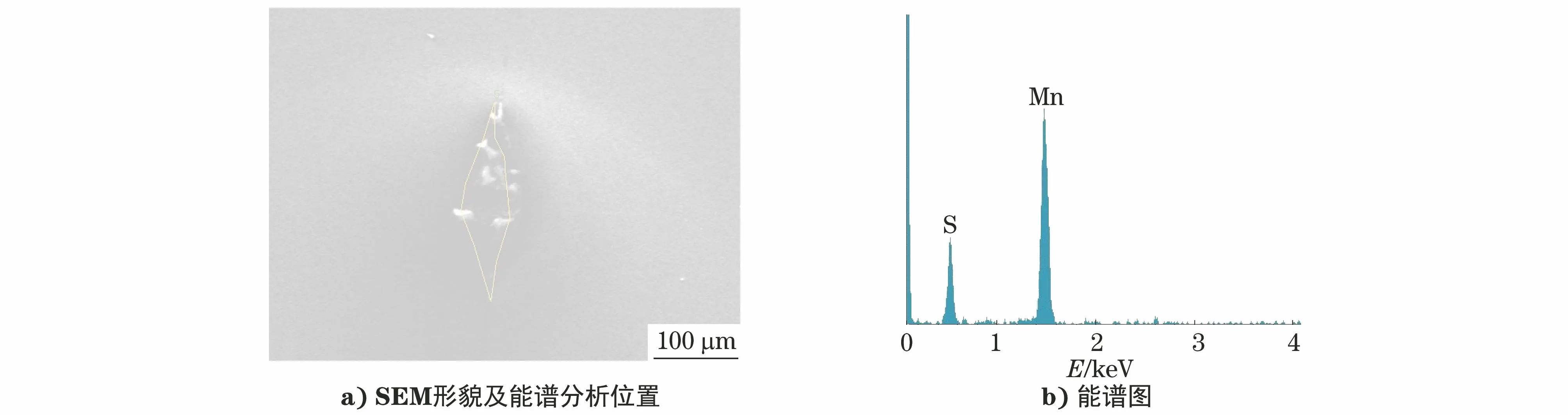
图4 长条状非金属夹杂物的SEM形貌及能谱分析结果

图5 链状非金属夹杂物的SEM形貌及能谱分析结果
2 综合分析
综合上述理化检验结果可知,裂纹附近存在的超长非金属夹杂物主要成分为MnS。当钢液中S元素含量较高时,钢液在结晶器凝固过程中,S元素容易产生偏聚。S元素在钢液中的扩散速率小于枝晶的生长速率,使凝固前沿部分区域的S元素含量偏高,形成了S元素偏析。钢液中的Mn元素与形成偏析的S元素结合形成了MnS夹杂物,该夹杂物为塑性夹杂物,其在铸坯轧制成钢板的过程中容易沿轧制方向变形为长条状。随着钢板温度的降低,开始发生过冷奥氏体的转变,先生成的铁素体会以MnS夹杂物为形核点逐渐形成铁素体膜,该铁素体膜将硫化物包裹在其内部。在轧制结束后形成的铁素体带内部含有大量长条状的硫化物[3-5]。钢板中的MnS夹杂物与基体机械结合,结合处存在微小的间隙,钢板中的夹杂物、气体会在间隙处聚集,破坏钢板基体的连续性。在钢板折弯过程中,MnS夹杂物与基体的间隙处会产生应力集中。随着钢板进一步变形,MnS夹杂物与基体的间隙处开始产生孔洞,孔洞连接在一起会形成微裂纹,最终导致铁素体变形,材料发生开裂。MnS夹杂物的存在会使位错排斥力下降,形成剪切面平台,进一步使裂纹扩展,最终导致钢板产生折弯裂纹。
当钢液中的P元素含量较高时,铸坯在凝固过程中容易在枝晶间发生偏聚,在铸坯轧制成钢板的过程中,P元素偏聚容易使材料形成带状组织,严重的带状组织会造成钢板的冷弯性能变差[4]。钢液中P元素的质量分数为0.027%,S元素的质量分数为0.035%,P、S元素含量超过标准要求;S元素含量过高使钢中硫化物增多,在钢板轧制过程中形成长条状硫化物夹杂并分布在钢板中,降低了钢板冷弯性能;P元素含量过高容易加重钢中带状组织倾向。
3 改进措施
加强转炉操作。出钢时将钢液中氧元素质量分数控制为0.02%以下;严格控制出钢温度和出钢下渣量,确保出钢炉渣厚度不大于60 mm;在出钢过程中加入适量的石灰,避免钢液回磷。
在钢包炉精炼过程中,分别加入适量的石灰和精炼渣,将炉渣的碱度控制为4~5,加入铝粒进行扩散脱氧,并适当延长白渣时间至25 min,以提高脱硫效果;精炼结束后保证软吹时间大于8 min,使夹杂物上浮并被去除。
在连铸过程中,采用低过热度进行浇铸,减轻P、S元素的偏析程度。加强连铸操作,以防止钢液产生二次氧化;采用钢包下渣检测方法,避免钢包渣流入结晶器内。
4 结论及建议
P元素的偏聚使Q460C钢板存在严重的带状组织,且宽大的铁素体带中含有大量的硫化物;在对钢板进行折弯加工时,硫化物处会产生应力集中,使夹杂物与基体之间产生间隙,随着钢板进一步变形,间隙会连接形成裂纹,最终导致钢板在折弯过程中发生开裂。
建议严格控制Q460C钢的生产工艺,提高钢液的纯净度,减少钢中P、S元素的含量,严格控制钢中硫化物夹杂的数量和形态,避免Q460C钢板在加工过程中发生开裂。
猜你喜欢
山东冶金(2022年3期)2022-07-19
工业加热(2020年2期)2020-04-08
山东冶金(2019年6期)2020-01-06
中国铸造装备与技术(2019年2期)2019-04-01
四川冶金(2018年1期)2018-09-25
科技尚品(2016年1期)2016-05-30
中国资源综合利用(2016年7期)2016-02-03
环境科技(2015年3期)2015-11-08
电源技术(2015年9期)2015-06-05
上海金属(2014年5期)2014-12-20
