棒材无槽轧制工艺分析与实践
2011-03-23 10:34孙圣刚徐胜功郭静棣程大庆王鹏
山东冶金 2011年4期
孙圣刚,徐胜功,郭静棣,程大庆,王鹏
(莱芜钢铁股份有限公司,山东 莱芜 271104)
棒材无槽轧制工艺分析与实践
孙圣刚,徐胜功,郭静棣,程大庆,王鹏
(莱芜钢铁股份有限公司,山东 莱芜 271104)
无槽轧制具有单架轧机轧件变形量大、工艺共用性强、轧辊加工简单、车削量小等优点。影响无槽轧制稳定性的因素包括轧件高宽比、道次压下率、相对导板间隙、轧件脱矩程度及轧件鼓形率等。莱钢棒材厂通过制定合理的压下规程及控制适宜的相对导板间隙,采用可调组合式导卫,在粗中轧9架轧机上成功实施无槽轧制工艺,减少了换辊频次,提高月产量约9 000 t,降低吨钢成本7.89元。
棒材轧制线;无槽轧制;压下量;可调组合式导卫
1 前言
无槽轧制为一种轧制形变新工艺,与孔型轧制相比,其显著优点为:无槽轧制是降低辊耗的最佳途径;单架轧机轧件变形量大,可减少轧机使用数量;工艺共用性强,可满足不同规格坯料共用,减少换辊换槽次数,提高轧机作业率,同时减少备件库存量;轧制横向分布均匀,而且非稳定变形区较窄,轧件头尾部缺陷少;轧辊加工简单,车削量小,可减少轧辊加工机床和刀具的配备,降低维修费用和轧制成本。莱钢现有棒线材生产线7条,年产量达400万t左右,占到总产量的1/3以上,然而,所有这些轧线均采用传统的孔型轧制工艺。莱钢这些棒线材轧机,均具备采用无槽轧制工艺的设备硬件条件。棒材厂第二轧钢车间成功实施无槽轧制工艺并在其他轧线推广,无论是工艺件消耗、机加工成本,还是能耗、成材率、生产率等,各项指标均明显提升,具有良好的经济效益及社会效益。
2 无槽轧制稳定性影响因素分析
无槽轧制时,轧件在上、下两个不刻槽的平辊间轧制,辊缝的高度即为轧件的高度,轧件宽度即为自由宽展后的轧件宽度,没有轧槽侧壁的夹持参与变形作用,轧制时只需改变辊缝就可调整轧件的断面尺寸,轧制的适应性极强。
影响无槽轧制轧件稳定性的主要因素有:轧件高宽比、道次压下率、轧件鼓形率、相对导板间隙等。关于无槽轧制稳定临界条件,张卫刚、白光润的研究结果认为[1]:考虑轧前轧件歪斜的情况下,在高宽比<1.6的条件下,轧件的稳定性主要依靠导卫的间隙来保证,导卫间隙系数确定为:

不考虑轧前轧件歪斜的情况下,满足轧件稳定性条件的入口导卫允许间隙系数为:

式中:α为导卫间隙系数,α=(G-B)×(B/H);G为导卫开口宽度;B为轧前轧件宽度;H为轧前轧件高度;ε为道次压下率;K为修正系数,当H/B≥1.6时,K=1;当H/B<1.6时,K=H/1.6B;β为宽展系数;ωC为系数,取值0.055~0.060。
通过制定合理的压下规程,同时选择并优化好导卫,可以保证轧制过程不出现脱方、扭转等轧制故障,保证轧制过程稳定。
3 无槽轧制工业实践
莱钢棒材厂第二轧钢车间于2009年7月进行了工艺技术升级改造。主要设备有:10.8 m×27.6 m煤气预热空气单蓄热步进梁式加热炉1座;Ф650× 4/Ф450×2高刚度平立交替粗轧机6架;Ф430高刚度中轧平轧机4架;Ф350短应力轧机6架,其中精轧第二架轧机为立式布置;粗中轧及中精轧之间各有1台回转式飞剪,成品轧机后布置1台倍尺飞剪;精整区域有12.8 m×108 m步进式冷床1座,850 t冷剪1座。轧线工艺设备总重1 823.6 t,电控设备总装机容量为19 230 kW。主要生产φ14~φ36螺纹钢,年设计能力为100万t。莱钢棒材厂第二轧钢车间的工艺设备较为先进,具备开发无槽轧制工艺的条件,其工艺平面布置见图1。
3.1 无槽轧制试制方案
对于无槽轧制,目前在工艺设计上还没有形成共识,工艺选型也基本上处于实验室研究和对某种轧机的开发和使用。因此,从质量保证及开发的成功率等角度出发,莱钢棒材厂第二轧钢车间选择用方矩系统。轧制工艺确定为:1#~9#实施无槽轧制工艺且分步实施,精轧保留原有的切分工艺(φ20及其以下规格)及单线生产工艺(φ22及其以上规格),10#为过渡圆孔型,以实现无槽工艺与精轧工艺的良好对接。
无槽轧制工艺按以下步骤实施:
1)利用现有的末次使用轧辊,先在粗轧机组1#、2#、3#、5#轧机上各加工1个无孔型轧槽(其他轧槽沿用原孔型),4#、6#轧槽全部继续沿用原来的圆孔型。目的是保证与现工艺对接良好,减少试车费用及保证成功率。
2)将无槽轧制推广应用到粗轧机组4#、6#轧机。3)将无槽轧制工艺推广应用到中轧机组。

图1 莱钢棒材厂第二轧钢车间工艺平面布置
3.2 压下规程与断面尺寸确定
由于精轧沿用原有孔型导卫,因此精轧前孔型断面即为无槽控制的目标值,采用反推的计算方法确定各道断面尺寸。以在粗轧机组1#、2#、3#、5#轧机上实施无槽轧制工艺时的确定过程为例,压下规程制定过程如下:
原4#、6#断面尺寸分别为φ96、φ74,利用Z.Wusatowski(乌萨托夫斯基)宽展公式及其坯料初始条件对轧件尺寸进行压下量初设,然后根据实轧料形对其加以修正,得到其轧制规程如表1所示[2]。
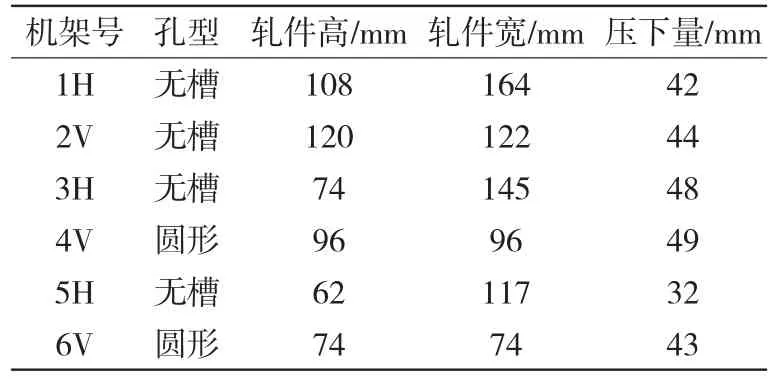
表1 粗轧道次轧制压下规程
3.3 轧制工艺计算与校核
为便于计算及工艺开发与优化,利用Excel编制轧制工艺设计的程序。该程序通过建立孔型库、计算轧件面积、根据生产线的布置特点及工艺设备情况设定各道次工艺参数、同时对各道次孔型充满度、轧机咬入能力、电机功率等进行校核,然后对比计算结果与生产实践数据,进行自适应修改及程序优化,指导实际生产。
3.4 无槽轧制导卫选取
导卫是轧钢过程中非常重要的工装设备,尤其在无孔型轧制中,导卫要能非常有效地防止轧件脱方和扭转,保证轧制的顺利进行。因此,对导卫的控制精度要求也非常高,远高于孔型轧制用的导卫。莱钢棒材厂第二轧钢车间在无槽轧制无扭道次,出口全部采用滑动导卫装置,进口全部采用可调组合式滑动导卫。
以3#轧机进口导卫为例,其改进前后结构见图2。3#轧机进口导卫的特点是:导卫非磨损部位用高强度铸钢件为母体,磨损部位为镍铬合金。
可调组合式导卫具有如下优点:
1)使用寿命长,更换导卫次数少。
2)导卫尺寸控制方便,适应性强,可满足不同来料的要求;可满足不同型号轧机、不同轧辊直径的要求,实现孔型轧制与无槽轧制导卫的共用(一般可满足轧辊辊径在200 mm范围内的变化)。
3)更换方便,装卸快捷,节省材料费用。
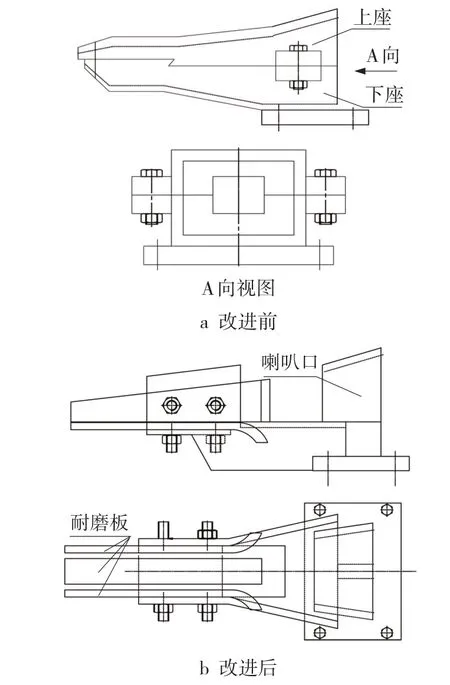
图2 3#进口导卫改进前后结构
4 实施效果
1)无槽轧制工艺是一项实用性较强的轧制技术。莱钢棒材厂第二轧钢车间实施无槽轧制工艺后,解决了150方坯、160方坯工艺共用问题,达到提高生产率,降低轧辊和导卫消耗、降低工人劳动强度和减少固定资产投入等效果,提高月产9 000 t左右,降低吨钢成本7.89元,经济效益显著。
2)无槽轧制轧件稳定性影响因素主要有:轧件高宽比、道次压下率、相对导板间隙、轧件脱矩程度及轧件鼓形率等。通过制定合适的压下规程,选择好导卫的结构形状、导卫尺寸及导卫材质,可保证无槽轧制过程稳定。
3)实施过程中将原固定导卫改造成为可调组合式滑动导卫,特别适用新工艺试制及新产品开发,保证了轧制过程稳定,避免轧制过程产生扭转、脱矩等轧制缺陷,其结构合理、更换方便、共用性强、寿命高。
[1]张卫刚,白光润.无孔型轧制时轧件稳定条件的研究[J].湖南冶金,1989(3):11-14.
[2]李曼云.小型型钢连轧生产工艺与设备[M].北京:冶金工业出版社,1999:288-300.
Analysis and Practice of Grooveless Rolling Technology for Bar Rolling
SUN Sheng-gang,XU Sheng-gong,GUO Jing-di,CHENG Da-qing,WANG Peng
(Laiwu Iron and Steel Co.,Ltd.,Laiwu 271104,China)
Grooveless Rolling process has many advantages such as large rolling deformation amount,sharing of rolling process, simple roll machining and less roll turning.The factors of influencing grooveless rolling stability include the ratio of roll high to width, pass reduction rate,relative plate gap,rolling off moment and rolling drum rate.Through making reasonable rolling schedule, controlling the appropriate relative guide plate clearance,and adopting the adjustable combined type guide,Laiwu Steel Bar Plant successfully implemented grooveless rolling technology in nine mills of roughing-medium rolling.Then it reduced the roll changing frequency,increased the output of about 9 000 tons per month,and reduced the cost of 7.89 Yuan per ton steel.
bar mill line;grooveless rolling;gauge reduction;adjustable combined-type guide plate
TG335.6+2
B
1004-4620(2011)04-0009-02
2011-02-14
孙圣刚,男,1970年生,1992年毕业于河北冶金工业学校金属压力加工专业。现为莱钢棒材厂第二轧钢车间主任,工程师,从事轧钢新技术新产品开发工作。
猜你喜欢
上海金属(2022年6期)2022-11-25
山东冶金(2022年4期)2022-09-14
山东冶金(2022年4期)2022-09-14
机械工程材料(2021年2期)2021-03-01
钢管(2020年5期)2020-12-22
商品与质量(2020年23期)2020-10-09
山东冶金(2019年3期)2019-07-10
山东冶金(2019年3期)2019-07-10
山东冶金(2018年6期)2019-01-28
天津冶金(2018年1期)2018-06-13