
轧板厂加热炉新建与改造方案设计
2011-11-18 13:30钟小平陆大成喻智华
中国重型装备 2011年3期
唐 彬 钟小平 陆大成 喻智华
(1.中冶赛迪工业炉公司,重庆 400013;2.武汉钢铁股份有限公司,湖北 430083)
某中型轧板厂在20 世纪60 年代建有推钢式加热炉3 座,并预留了4#加热炉的基坑,但一直没有建造4#加热炉。为了调整产品结构,生产高附加值产品,提高生产能力和产品的竞争力,该厂决定在预留的4#炉基坑中新建4 号步进式加热炉,并对部分关键设备进行更新改造,以满足步进炉和旧有推钢炉的生产。待4 号炉建造完毕生产正常后,择机改造余下的推钢式加热炉,以满足轧线产品改造方案要求。
在旧有推钢式炉中,装出料辊道不在一个标高面上,装炉辊道比出炉辊道要高,改为步进炉后需对装出料辊道进行重新设计使之降为一个工作标高。同时改造几座加热炉是不切实际的,故只能对已有中板轧线加热炉进行分批次改造。力求用简单的方案来解决现有轧线加热炉、推钢炉和步进炉的同步生产,以满足产品生产需要。
1 方案讨论
原有装出料平面布置如图1 所示。坯料经上料辊道B3 输送至装炉辊道B4 进行推钢上料,待炉内加热完毕后坯料通过固定滑道滑至出炉辊道线上进行轧制。根据用户要求,坯料经吊车吊至上料辊道上,在321 柱与323 柱之间原4 号推钢炉的基坑上新建步进式加热炉,改为步进炉后采用推钢机上料和出钢机出料。为了使改造后的4号加热炉装出料辊道标高保持一致,装料线设计必须考虑能升降坯料的装置,该装置既可以是升降料台也可以是高架式装钢机,实现满足坯料在新建步进炉和旧有推钢炉上料装钢的需要。
在位于4 号加热炉出炉西侧(紧靠加热炉),拆除原集中传动辊道(B3/B4),设置一台能承降两块长板坯的升降辊道和双层辊道。升降辊道下降能将板坯送入4#炉双层辊道的下层辊道,上升时将板坯从双层辊道的上层辊道输送到2#、3#炉。升降辊道与相邻的前后辊道为联锁控制关系:当升降辊道上升或下降时,与之相邻的前方板坯库入炉辊道只能向板坯库方向运转或不转,不能向4 号加热炉方向运转;与升降辊道相邻的双层辊道中的上层辊道只能向3 号加热炉方向运转或不转,不能向升降辊道方向转动;与升降辊道相邻的双层辊道中的下层辊道不能转动。当升降辊道可靠停位在双层辊道的上层辊道入口位置时,双层辊道的上层辊道正常运转。当升降辊道可靠停位在双层辊道的下层辊道入口位置时,进行4号加热炉的装料。装钢工艺流程为:板坯在上料辊道上测长后送至升降辊道,4 号炉发出装钢信号时,升降辊道下降能将板坯送入4#炉双层辊道的下层辊道即装料辊道上,按布料图进行定位。在确定炉内有足够空间后,液压推钢机开始动作:推钢机前移按计算值前进到与前一块板坯间隔50 mm 位置后将板坯放在炉内指定装钢位置,然后快速退回到原位置,准备重复下次装料动作;当2~3 号炉发出装钢信号时,升降辊道在上位能将板坯经双层辊道的上层辊道输送到2#、3#炉装炉辊道上进行定位,然后重复2 号炉或4 号炉的装钢过程,如图2 所示。
采用升降台和双层辊道后,采用常规推钢机装钢,可有效的增加炉长和提高产量,升降台升降周期相对较短,能够满足2~3 号炉装钢需要。
2 升降台及辊道
将升降台及辊道作为一个整体进行布置构思设计,由于是将旧有辊道拆除后在原有基础和铁皮沟上改造升降台及辊道,升降辊道标高由+1 530 mm 下降到-200 mm,给升降台及辊道的设计带来异常困难。板坯升降台架辊道既要满足板坯的正常下线为4 号炉装钢,同时又要满足上线2~3 号炉的装钢需要,因此升降台辊道的结构设计就非常关键。采用全液压升降轨道式辊道设计用于满足双层辊道上下线的供料,利用现有的辊道侧壁拉梁作升降辊道的导向轮座受剪面,在升降辊道架梁下设计下导轨座。升降辊道及升降台的特征在于由固定框架、导向轮装配、升降辊道、升降挡板、检修底座、挡板、驱动元件等组成。升降辊道与固定框架立柱之间设有导向轮装置,固定框架上设有与导向轮匹配的导向轨道。在升降辊道上连接有升降挡板,升降挡板上设有支架,碟簧装配,导向滚轮装配。固定框架立柱上设有与升降挡板导向滚轮相匹配的导向轨道。在升降辊道架的右下部设有挡板,该挡板随升降辊道一起上下移动;导向轮导向升降辊道升降,减少升降辊道架的摆动,增加钢坯在升降过程中的稳定性。钢坯从相邻上位辊道组传输过来时,升降辊道下降至下位,升降挡板上升至上位,可防止由于辊道组电机失控或者操作失误而造成对升降装置的破坏和冲击,从而避免安全事故。当升降辊道在上位时,可以防止相邻下位辊道组上的钢坯由于电机失控或者误操作反转而冲出辊道,从而避免事故。
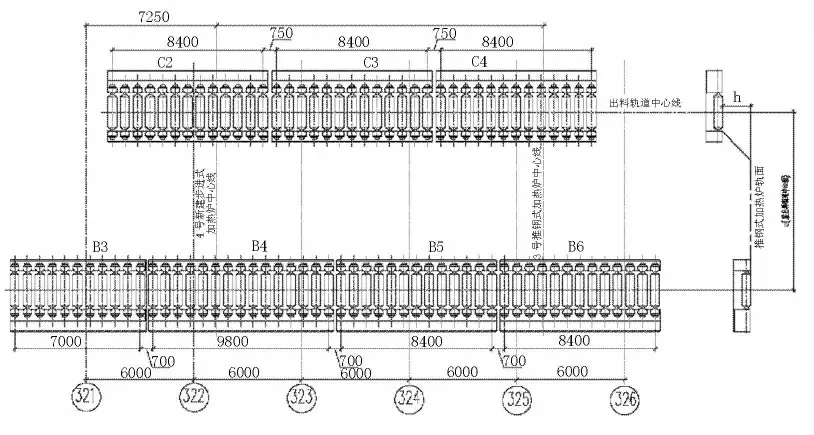
图1 改造前装出料平面布置图Figure 1 Layout chart of charging and discharging before reconstruction
3 双层辊道
双层辊道位于加热炉装炉侧。该辊道分上下两层,下层为4 号炉装炉辊道,用于板坯在加热炉前的运输和定位;上层为过渡辊道(待2#、3#炉改造完毕后拆除),用于向2#、3#炉输送正常生产所需的板坯。上层辊道和下层辊道之间用于4 号炉推钢机上料,受现场实际条件的限制,双层辊道的立柱布置非常困难,既要满足上下层辊道的过钢要求又要满足4 号炉推钢机的装钢要求,给装钢空间和双层辊道的立柱布置带来难题。经过对现场反复确认后采用前中后三立柱方案,在双层辊道上层辊道架梁东侧设计防横向拉力锚栓,下层辊道梁采用剪力支撑面设计,同时下辊道梁与上辊道立柱面设计锚固铨联结,待2~3 号炉改造时拆除锚固栓,脱开剪力支撑面就可以拆除双层辊道的上层辊道,下层辊道继续使用,从而达到一次改造一次完成,避免2~3 号炉改造时重复改造。考虑到加热炉的热辐射,在双层辊道非传动侧设置隔热包轧装置,有效的保证了上下层辊道的正常运行。双层辊道上层辊道梁设计中考虑整体片梁设计,并采用了有限元分析梁的受力情况,保证双层辊道支撑梁的强度和稳定性。
4 推钢机
由于4 号双蓄热加热炉采用长行程液压推钢机,其行程近6 m,受双层辊道的设计限制,推钢机推头在双层辊道的活动空间十分有限,因此,长行程推钢机的推头及梁采用扁头梁设计。长行程推钢机液压缸工作时,由于行程较长,当承受较大推力时,活塞杆由于不能保持原有的现状会发生弯曲变形,在纵向产生较大的弯矩从而产生较大的附加弯曲应力,如果超出许用应力或者变形超出许可范围,造成液压缸活塞杆失稳,严重的情况下还会折断,需在液压缸头的前端及靠近推头的位置设计一种防下挠的导向装置以解决推头的下挠。
该导向装置为一种长行程推钢机的液压缸活塞杆导向装置,主要是由液压缸装配、支座、偏心导向轮装配、辊道装配等组成。利用设计中专有某几根辊道的辊面作导向轨道,液压缸头部采用偏心轮装配,其特征在于液压缸装配和偏心导向轮装配安装于同一个支座上,液压缸活塞杆动作时,导向轮装配沿导轨一起动作,通过调节偏心轴的偏心量,可调节导向轮与轨道的间隙,当液压缸活塞杆伸出一定行程时,导向轮装配一起移动到辊身表面,并沿辊身表面运动,从而有效的解决了这种装置的导向问题。
5 结论
综上所述,在旧有推钢炉改步进炉的装钢方案设计中,采用升降辊道升降坯料和双层辊道的方案设计能够满足新建步进炉和旧有推钢炉的同时生产。双层辊道的下层辊道梁采用剪力支撑面设计,同时下辊道梁与上辊道立柱面设计锚固铨联结,待余下推钢式加热炉改步进炉时拆除锚固栓,脱开剪力支撑面就可以拆除双层辊道的上层辊道,下层辊道继续使用,从而达到一次改造一次完成,避免后续加热炉改造时的重复建设。实践证明,改造后的4 号加热炉达到了预期的改造效果。
[1]钟小平,等.加热炉改造优化设计.中国重型装备,2010(2):21-22.
[2]王秉铨,等.工业炉设计手册.北京:机械工业出版社,2006.
猜你喜欢
山东冶金(2022年2期)2022-08-08
演艺科技(2021年5期)2021-06-05
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
演艺科技(2020年5期)2020-07-15
重型机械(2019年3期)2019-08-27
发明与创新·中学生(2019年3期)2019-03-20
陶瓷学报(2015年4期)2015-12-17
陶瓷学报(2015年4期)2015-12-17
中国高新技术企业(2015年16期)2015-04-30
