
浅谈成都北车辆段货车检修信息化建设与展望
2012-05-04 03:39赵俊彦黄永东
铁道机车车辆 2012年3期
郭 勇,赵俊彦,黄永东
(1 成都铁路局 重庆西车辆段,四川成都610082;
2 哈尔滨铁路局 科学技术研究所,黑龙江哈尔滨150006;3 北京京天威科技发展有限公司,北京100085)
铁路车辆段信息化建设是保障车辆运行安全、提高生产效率和管理水平的重要手段。成都北车辆段迁址工程作为铁道部关注的地震灾后重建的重点工程,优化与整合车辆段信息化建设体系,对释放车辆段检修生产能力、提高检修效率与质量、降低检修成本具有重大意义,同时对规范车辆段管理也起着重大推动作用。
1 车辆段当前生产模式下信息化现状
以成都北车辆段检修车间为例,车辆进车辆段管线后到达存车线,由车辆段预检人员在存车线上对每辆车逐一进行预检。预检员手工纸质记录车辆基本制造信息和发现的预检故障后,将信息反馈到检修调度员,同时将预检信息手工输入HMIS系统,调度员根据车辆段当前的检修生产能力情况,安排当日的货车检修任务,即制定当日的修车日计划,经系统审核通过的修车日计划下达到检修车间,同时车辆由存车线拉入检修车间检修大库架车并分解,分解后的大部件与配件运送到各自的检修流水线上进行检查、修理、复检、验收。检修过程中现场各班组根据配件的现场保有情况向仓管部门手工请领材料,各大部件和配件形成良好状态后进行组装,与此同时HMIS系统采集各大部件和配件的检修过程信息与组装信息,待部件装车完毕形成整车落成状态,由铁道部验收员代表铁道部验收合格后,即HMIS系统记录为车辆修竣,通知车站将检修完好的车辆拉离车辆段检修车间。见图1。
目前HMIS2.0系统在业务上涵盖了车辆检修从入段管线到与车站交付进入运用状态的各个检查、检修过程,不仅存在大量的表格需要人工填写,并且现场还需要人员对检修配件进行实物的统计与管理,包括检修过程中材料的消耗等情况。

图1 当前生产模式下信息化框图
2 问题与挑战
车辆段检修车间信息化建设中存在的问题,主要表现在:
(1)信息“孤岛”现象严重,数据共享率低无法充分共享车辆历史检修信息;无法充分共享与利用车辆运用过程中故障及5T信息;物资管理系统中材料信息与HMIS系统中的配件信息各自孤立不能共享;智能化微控设备与HMIS系统之间不能充分共享检测、检修数据;检修生产质量管理信息较孤立,无法融入全局性的质量反馈管理体系。
(2)信息识别手段落后
当前成都北车辆段信息识别手段主要以人工识别为主,存在的问题包括:配件供应商各自独立进行编号,重号配件在车辆段经常发生,为配件的识别带来一定的影响;手工涂写标志,不规范,在检修过程也常常会“丢失”,给识别配件带来一定困难,无法快速追溯配件属性;检修过程中主要依靠人工进行识别,发生错误几率较高。
(3)无法实时监控车辆的休时与检修生产进度
车辆段对货车从申请部令扣车开始至整车修竣出段的整个过程的监控,主要依靠人工从不同应用系统中得到相关信息后进行汇总得到的,无法保证数据的及时、全面和准确性。车辆段管理人员借助现有系统,无法及时获得货车检修、配件检修的生产进度与状态,制约了精益生产理论的应用。
(4)物料管理方式落后
物料管理账、卡、物相符率不高;物料对检修现场的供应方式,仍为传统的请领制,物料管理部门无法了解检修现场使用物料的进度与数量;库存水平更多依靠人工来进行制定;现场物料不能够做到“车走料尽”;检修车间设置小仓库,且难以进行准确的单车成本核算;依靠人工来管理寄存物料,不仅工作量大、容易出错,且有造成车辆段资产流失的风险。
(5)无法实时监控质量安全信息
成都北车辆段故障信息的传递依靠纸质卡片记录作为主要手段进行传递的。这种串行的传递方式,无法使故障信息的使用者及时共享。同时对于发现、修理完的故障,只能依靠人工进行确认,无法保证所有故障均已闭环处理。
3 对策与建议
针对车辆段的生产与信息化现状,信息化建设应该以质量、安全、生产进度、物料管理和人员教育、培训为核心,整合HMIS、物资管理系统、YMIS、AEI等现有系统进行数据挖掘和深层次分析,运用相关模型与分析方法,对生产过程中的生产进度、物流成本、检修质量管理体系、物料管理与库存控制等进行专题分析与控制,为车辆段的现场管理与决策提供科学的基础依据。实现信息化建设可以从以下几个方面进行考虑:
(1)信息化建设的原则
信息化建设应该立足车辆段实际,规范信息化建设标准,避免重复建设。建设时应做到:①编码统一规划与管理;②最大程度的实现信息的全面共享;③统一开发工具、数据库系统与应用平台;④系统应该具备可扩展性;⑤满足系统内不同子系统、不同用户间的低耦合性;
(2)整合轮对流水线,建立生产动态监控平台
成都北车辆段对段修轮对、厂修客货车轮对生产车间进行整合,实现厂段检修统筹管理,货车轮对可在同一生产空间的流水线上进行不同修程之间相互转换,针对同一轮对高低修程的车统卡片可实现充分的信息共享,整合调集现场的轮对检修设备、人力、物料等资源,实行具有集约化生产的轮轴检修管理新模式。
(3)完善质检管理体系
2011年铁道部运装货车[2011]1号文件明确要求“利用信息化手段,通过工序、标准间的技术制约,将检修各工序构建成质量互控网络”。借助于信息化手段,以PDA与PC机相结合,在车辆段充分贯彻铁道部的“三检一验”制度基础上,整合5T信息,利用PDA照相技术,实现图片、文字描述相结合,通过故障分析中心专业人员对故障进行分析,为后期的检修生产组织,物料配送提供信息来源。在车辆段实现预检、开工前预修与整车质量检查的移动作业管理,实现故障的闭环管理与“留证”管理,在车辆段检修车间建立一套质量互控网络。
(4)更新信息系统采集方式
①升级HMIS为检修全过程的工位级管理实现数据工位采集。②轮轴、转向架等相关部件采用RFID进行标志。③材料管理中采用条码管理。④以智能接口插件、报文等方式完成设备数据与HMIS数据的共享采集。⑤利用PDA进行预检、预修、质量检查、配件收支管理等实时移动作业。
(5)建立新的物料管理模式
借助信息化手段实现物料由请领方式向“辆份制”的配送方式转变,真正实现检修现场物料的“车走料尽”,减少现场物料积压、为明晰检修车的单车成本提供基础数据支持;利用信息系统实现物料的出、入库管理、调拨管理、配送管理、盘点管理以及供应商寄存物料管理;借助信息系统建立合理的库存管理模型与策略,实现库存物料的良性周转与管理。
4 新信息化体系下的生产模式
调度员通过信息系统采集列检扣车的CT23,段口车号识别AEI系统共享入段时间,为车辆在段修时分析提供基础数据,预检员手持PDA设备可浏览待检车辆的5T信息和货车履历信息,对5T提示的预警进行重点检查,预检员根据按车型定义的检修BOM(货车物料分解清单)对车辆进行一次细录分解检查,货车进入预修线后,车体部工作者手持PDA采集预修作业信息,并对一次细录材料消耗内容进行确认。检修调度在信息系统中制定修车日计划,系统根据检修BOM和预检员确认的信息,自动分解每辆车的检修任务形成流水线上的作业任务,检修车间现场工作者从信息系统得到下发的每辆车检修作业任务,按流水线作业方式对分解的部件进行工位级检修(图1)。
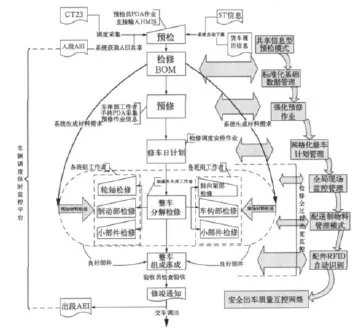
图2 新生产模式下信息化框图
同时,配送中心根据检修BOM分解的材料需求和车间额外材料申请对车间现场实施配送,流水线上的实际材料消耗情况通过部署在流水线工位里的信息系统的二次细录模块进行采集,流水线中的部件检修按照质量互控模式进行,检查验收合格后的部件形成良好状态等待装车,实际装车完毕后整车落成确认部件为支出状态,验收员在信息系统中制定CT36车辆修峻通知单,交付车站接车驶出段口AEI后,信息系统再次采集到车辆出段时间,结合检修过程中的时间数据车辆调度即可实时查看车辆在段修时情况。整个体系过程可分解为如下8个子过程进行论述:
(1)共享信息后的预检模式
信息系统从AEI车号地面识别系统获取车号,预检手持机下载货车履历信息及5T故障供预检员检查看车,通过手持机采集基本的预检信息后,系统再提供一个按车型分解后的树型结构的检修BOM,供预检员选择需要更换、修理的配件。即生成一次细录内容,对预检能观测和确定的配件更换和维修数进行第一次确认。
(2)预修作业管理
成都北车辆段采用修车库及联合厂房的纵列式布置,设置存车线6条,总长约2.5km,设卸轮、喷漆、抛丸、调梁、洗罐、牵出线各1条,其中调梁线将兼做货车车体预修线。据此特点,系统增设预修作业管理功能,在预修线上,作业人员可手持PDA针对车体切割、车门拆卸等工作将车辆预检后的一次细录内容进行确认,生成车体检修材料消耗清单作为后续材料配送的依据。
(3)车间修车计划管理
根据车辆段技术科制定的网络修车计划,系统利用信息工艺线将整车及重要配件点计划全部纳入计算机管理,根据当日的修车计划及预置的各工序完成时间和整车落成时间提前量逻辑关系,系统自动生成包括转向架落成计划、配轮计划、车钩缓冲装置装车计划、制动阀装车计划在内的重要零配件的作业计划,指导有序生产,并通过甘特图显示出来。系统综合修车日计划、各工序时序、车辆预检时判断的配件材料更换及修理量进行计算,形成初步的材料供应及配送计划。
(4)全局现场监控管理
借助RFID自动识别技术,给修车大库里每一台位上分配一个固定RFID读卡器,对修车进度监控里设置的关键进度节点指定RFID卡,系统在初始化时,针对需要监控的节点给节点所对应工作者分配RFID卡,当节点工作完成时,工作者持卡在所在修车台位进度刷卡,系统自动根据读卡器所绑定的台位号和RFID卡所注册的进度节点关联车号后进行进度跟踪。跟踪的同时可以记录节点的工作者、节点完成时间并与修车计划所生成的修车计划时间进行实时的进度对比,从而实现整车修理进度的过程监控。
实现对影响生产进度的主要检修作业环节的有效实时监控,按照经过现场写实编制出的检修作业节点图对每道工序是否按照时间要求完成进行对比,具备分析与超时报警功能。为减少工序完工信息的输入量,转向架检修线、架落车、集控试风等具备PLC控制的设备进行完工信息的自动采集。
(5)检修过程的材料二次细录
在车辆预检过程,信息系统根据检修BOM和预检员采集的预检作业信息生成了一次细录单(即初步的材料预消耗清单),但在实际的作业过程中,单靠车辆预检环节的检查分析是不能全面涵盖所有预消耗配件的,这就需要系统提供在大部件的分解检查过程中进一步对材料预消耗情况进行分析的功能,这样就提出了检修过程中的二次细录管理。顾名思义,二次细录是对一次细录的完善和补充,二次细录可在实际的转向架检修过程中进行运用,如磨耗板检修及更换的数量等信息,这些信息在整车的预检过程中预检员是不能确认的信息,在转向架翻转检查时,检查员就可以按照检修BOM针对这些具体的更换和加修配件对材料预消耗的明细进行再次录入。
在货车部件检修流水线的故障采集界面设置二次细录功能,流水线上的故障采集工作者针对处理故障所消耗的材料名称与数量在二次细录界面进行输入与确认,形成详细的材料消耗清单,及时反映现场材料消耗情况。
(6)配件检修自动识别管理
成都北车辆段检修配件应用RFID的思路是在需要跟踪的检修配件上粘贴具备抗金属、抗磁、防尘防水、易粘易取的RFID电子标签。在该配件收入登记环节,将唯一标志信息写入RFID电子标签内,使电子标签在检修过程中成为配件识别验证的“身份证”;配件支出后,系统自动注销与配件实体已绑定的RFID电子标签信息,实现RFID电子标签的循环重复使用。同时,在检修流水线各个相关工位设置RFID自动识别设备,利用检修管理信息平台,对粘贴RFID的配件实现流向、检修进度的追踪。
依据相关人员岗位职责、检修台位的工位机配置、检修流水线设置,从采集配件信息的需求出发,在车辆段检修区域内部署手持式PDA识别设备、工位机一体式识别设备、固定式识别设备,实现对附着在检修配件上RFID电子标签的识别。
(7)配送制物料管理模式
建立包括车辆段级材料仓储管理、检修现场物料需求管理、现场物料管理、配送管理的统一材料管理配送体系,保证统筹安排检修材料,及时向生产工位配送供料,减少车间生产线的物料积压。
借助HMIS2.0全过程工位级系统涉及用户面广、现场PC工位机布点多的特点,将材料的需求和消耗信息直接在流水线各工序点进行收集,系统自动进行材料的合并处理,生成材料需求计划,车辆段配送中心根据材料需求计划向车辆段仓库实行按需领料并配送,配送实行交接管理,配送人员手持PDA系统与现场接料人员进行材料交接,材料从仓库出库到材料在现场的交接实现全过程信息流跟踪,实时的真实反映材料在仓库的库存量、材料转移归属、现场耗用量等情况。
(8)完善质量互控网络
完善“三检一验”的检修思想,在各部件检修流水线上设立预检查工位,对预检查、检修、检查、验收进行分阶段质量控制,实行追查管理的质量控制模式,借助信息系统可记录部件发现故障的所在工位、时间、检查员、检修工作者等信息,实现实时的质量互控。
预检查工位全面负责检修过程的故障分析、发现与记录,发布检修任务,现场检修工作者实施检修任务,检修工作者检修结束完成自检后交付检查员进行检查,检查合格交付验收员验收,验收合格后系统设置为良好状态供组装或装车。此过程中,检修工作者、检查员、验收员都可及时在信息系统中输入发现的故障信息并反馈到检修工位,对于检查员发现的漏修、验收员发现的漏检信息系统自动进行对比,提供可追查的质量互控记录(图3)。

图3 信息体系下质量互控模式
5 结束语
新信息化体系下的生产模式加强了货车预修管理,深化了HMIS2.0系统工位级的应用,强化了配件检修的全过程管理,完善了转向架、车钩、制动梁、制动阀流水线作业采集与质量互控;将RFID识别技术运用到配件检修,实现了配件自动跟踪;材料配送管理体系建立了车辆检修BOM等基础数据,实现各单位之间标准化数据的共享,形成车辆的惯性故障、配件更换量更换率的精确统计,将全方位加强车辆段内信息的规范性;
综上所述,信息化的建设应该与车辆段的整体建设相符,随着全铁路货车检修流水线化、现代化、智能化步伐的加快和HMIS基础建设的日益完善与丰富,在成都北车辆段建设一套符合现代化生产模式的信息化新体系,实现对货车修时管理、生产进度监控、预检预修管理、大部件流水线实时管理、物料库存管理、现场物料管理与配送管理的高度集中统一,从而探索出一条建设具有特色的信息化新体系道路。
[1] 乌晓晖.建立铁路货车段修管理信息系统的探讨[J].中国铁道,2001,(8):25-26.
[2] 陈雄信.轮轴检修实现信息化与自动化探讨[J].铁道车辆,2010,(7):30-33.
[3] 柳红岩.铁道货车信息管理系统调度子系统的开发与应用[J].京铁科技术通信,2004,(4):35-36.
[4] 陈 雷,赵长波.铁路货车信息管理公用数据编码规范[M].北京:中国铁道出版社,2009.
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
铁道通信信号(2020年12期)2020-03-29
小学科学(学生版)(2020年2期)2020-03-03
铁道通信信号(2018年7期)2018-08-29
铁道通信信号(2016年7期)2016-06-06
中国工程咨询(2016年2期)2016-02-14
中国资源综合利用(2016年9期)2016-01-22
杭州(2015年9期)2015-12-21
