
一种新型的T型附加切削铣头
2012-10-24 13:05黄俊桂
制造技术与机床 2012年11期
叶 穗 黄俊桂
(①常州机电职业技术学院,江苏常州213164;②无锡桥联数控机床有限公司,江苏无锡 214187)
随着我国机械工业的高速发展,尤其是重工业的发展,市场上对五面龙门加工中心等高精度金加工设备的需求越来越多。五面龙门加工中心是在龙门式加工中心的基础上发展起来的一种多功能数控机床,通过更换各种附加切削头,可实现对大型工件的多面加工,通常一次装夹即可完成大型工件的全部或绝大部分加工工序,从而大幅度地提高生产效率,可比一般龙门加工中心提高工效3倍以上。同时,由于避免了工件多次装夹,消除了多次装夹引起的误差,有利于提高和保证加工精度。
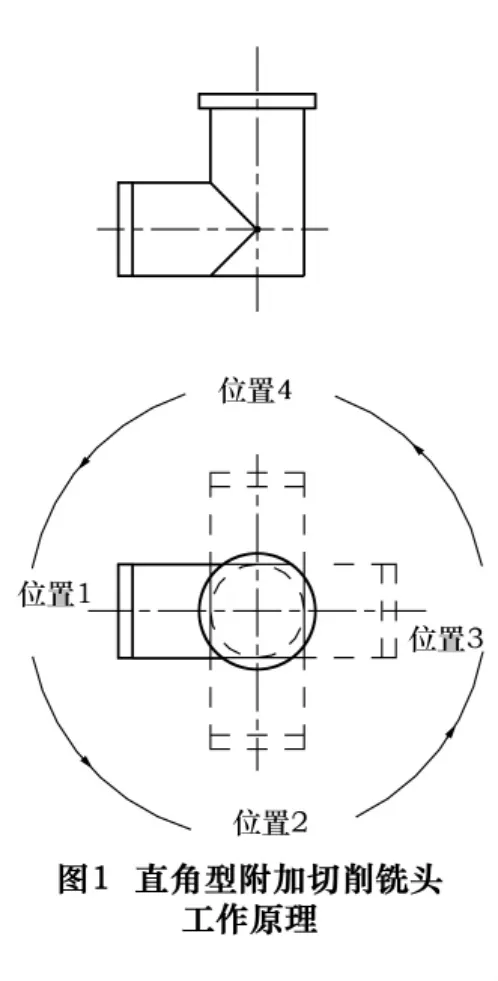
1 普通直角型附加切削铣头工作原理
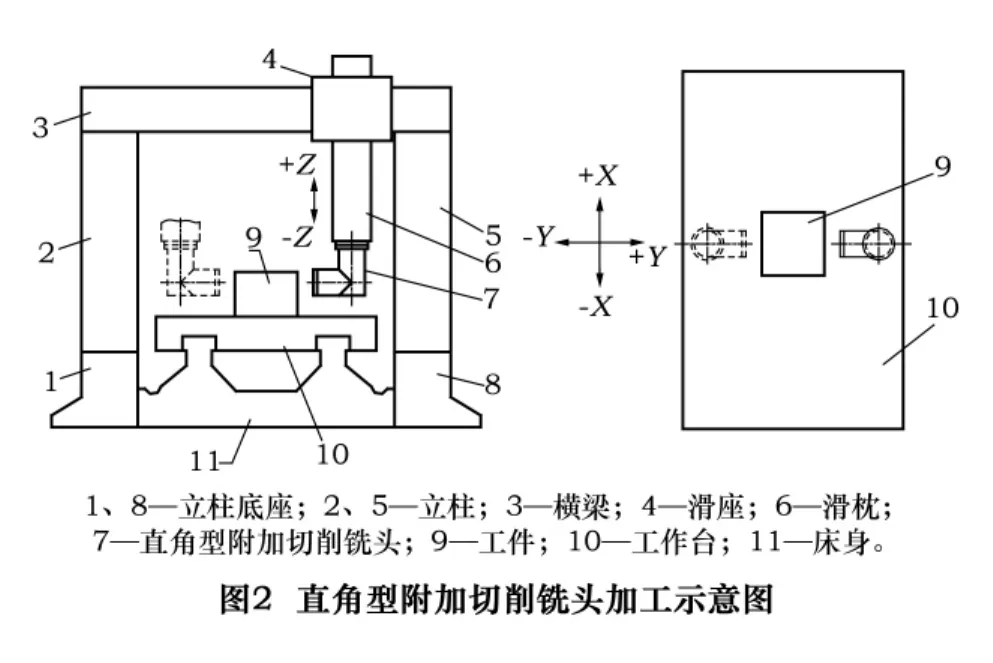
普通直角型附加切削铣头作为附加切削头中的一种,可用于完成与机床主轴方向成直角方向的四面加工,在日常加工中运用十分广泛。它的工作原理如图1所示,五面龙门加工机床使用直角型附加切削铣头铣削两平行平面时的加工示意如图2所示。需要通过将铣头主轴在4个90°方向旋转来完成工件四面的加工,而铣头装夹及转向的工作通常是采用手动来完成,影响加工效率;同时,由于两平行加工面的位置精度受直角型铣头主轴转动后的定位精度的影响,该方法也不利于平行加工面位置精度的保证。
现在市场上也有自动装夹、自动转向的直角型附加切削铣头,但由于其结合面小,承载能力弱,并不适合完成强力切削加工。
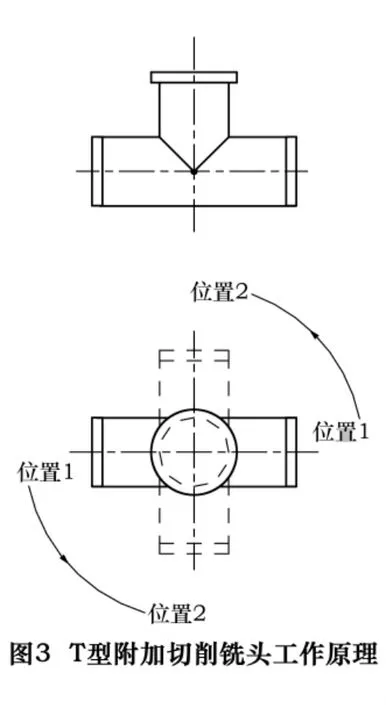
2 新型的T型附加切削铣头工作原理
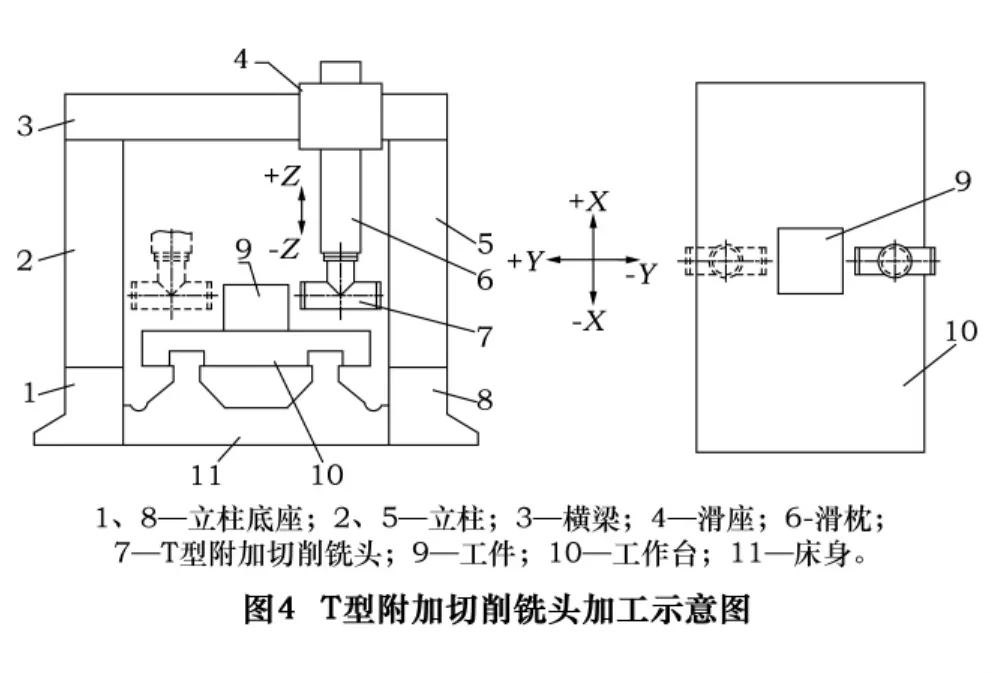
T型附加切削铣头工作原理如图3所示,五面龙门加工机床使用T型附加切削铣头铣削两平行平面时的加工示意如图4所示。
由图4中可看出,T型附加切削铣头比直角型附加切削铣头多了一个刀具安装面,因此在铣削两平行平面或多个平行平面时,中途无需调整切削铣头位置,既节省了调整时间,提高了加工效率,又可在一次主轴定位的情况下,完成平行平面的强力铣削加工,保证了平行平面之间的位置精度。
3 新型的T型附加切削铣头结构
T型附加切削铣头结构如图5所示。
主轴7布置在箱体1中,并在主轴7的左端和右端均布置有主轴支撑结构。动力从锥齿轮20传入,经锥齿轮14、平键13,带动主轴7旋转。
铣头右端的刀具通过拉杆8固定在主轴7的锥孔内,动力经主轴7、端面键18传至刀具。
铣头左端的刀具通过螺钉安装在轴套5上。动力经主轴7、平键6及轴套5传至刀具。
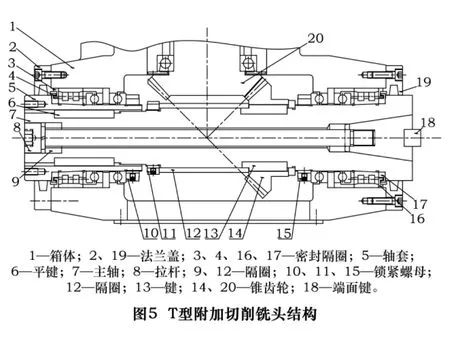
由锁紧螺母10、15分别锁紧左、右端轴承组,锁紧螺母11将锥齿轮14锁紧在主轴7上。左、右端轴承组的前方分别设计有迷宫密封隔圈3、4和16、17,可防止杂质进入铣头内,以及防止箱体内的润滑油经主轴端面流出。
4 结语
本T型附加切削铣头结构简单,紧凑,合理。由于增加了刀具的安装面,减少了在加工中附加切削铣头的调整操作,可明显提高生产效率;同时,由于可在附加切削铣头一次调整的情况下完成多个平行平面的强力铣削加工,可保证多个铣削平面的位置精度。
将拉杆8及隔圈9移出,本T型附加切削铣头即可作为直角型附加切削铣头使用。
目前,该T型附加切削铣头已在无锡桥联数控机床有限公司投入生产并使用,效果良好。
猜你喜欢
芜湖职业技术学院学报(2021年3期)2021-10-20
河北书画研究(2020年1期)2021-01-18
文苑(2019年24期)2020-01-06
小学生学习指导(低年级)(2019年9期)2019-09-25
中学生数理化·中考版(2019年8期)2019-07-13
中学生数理化·七年级数学人教版(2019年4期)2019-05-20
——《认识直角》教学片断与解读
小学教学设计(数学)(2018年6期)2018-06-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
