溶液的搅拌与空气搅拌(二)
2013-02-17 09:24成都市武侯区晋阳巷2号会所花园A302202四川成都610045
电镀与涂饰 2013年5期
(成都市武侯区晋阳巷2号会所花园A3-02-202,四川 成都 610045)
1 空气搅拌的优点及局限性
1. 1 空气搅拌的优点
1. 1. 1 搅拌强度连续可调
阴极平行移动虽然较简单,但行程与移动频率通常固定不变,很少采用变频调速电机(其成本高),因而难以随工件形状、大小以及其他工艺条件的变化来调整到最佳搅拌强度。采用阴极回转头的阴极旋转,虽转向与转速可调,但只适于批量定型小件电镀。而空气搅拌时,只要调节进气阀门,改变空气流量及搅拌管内的空气压力,就可以在相当宽的范围内连续调整搅拌强度。
1. 1. 2 易于在自动线上实施搅拌
阴极移动与旋转时,设施均固定在槽体上。这种搅拌办法难以在自动生产线上实施,而只适于手工作业。空气搅拌是自动线生产中最佳,甚至可以说是唯一可采用的搅拌方式。
1. 1. 3 搅拌范围宽
设计合理时,空气搅拌可以对整个溶液具有均匀的搅拌作用。而阴极移动与旋转时,工件的移动只能对阴极附近溶液起到搅拌作用。
在可溶性阳极电镀时,均匀的搅拌可以减小甚至消除阳极极化,而且镀液中的阳极去极化物质更易传质到阳极表面。这些都有助于防止阳极钝化,利于阳极正常溶解。
在电解处理杂质时,有一种错误的作法:瓦楞形电解板静止不动或作阴极移动。结果:因传质不良,电解板阴极附近的杂质去除后即发生主盐金属的沉积,而溶液深处的杂质依然如故。大生产中常见电解板已沉积了很厚的镀层而电解除杂效果仍不良的现象。在采用空气搅拌的情况下电解除杂,才能取得良好效果而又不造成过大浪费。
1. 1. 4 可以避免出现工件中途断电现象
在大生产中经常发现,阴极移动时由于镀液的阻尼作用,若整挂工件较轻(特别是挂具未设配重物的塑料电镀),挂具会上下跳动、平行移位,甚至出现工件相互遮盖的现象,发生间歇性电镀。这对于断电时易于钝化的镀镍十分不利,易导致“多层镍”现象。当挂件较长时,还会出现仅上部左右摇摆的现象,上下部位搅拌不均匀,工件下端易于烧焦。空气搅拌则不易出现上述不良现象。
1. 1. 5 使加入材料及时分布均匀
当连续生产时间较长时,有时不得不在中途补加电镀助剂、调整pH、补加蒸发掉的水。若采用空气搅拌,则能及时使添加物在溶液中尽快分散均匀。而若采用阴极移动,则必须人工搅拌均匀。光亮剂要求少加勤加,最好连续滴加,空气搅拌对此有利。
1. 2 空气搅拌的问题
1. 2. 1 必须对镀液作连续过滤
空气搅拌时,气泡从槽底反射向上且镀液翻动厉害。假若槽底存有污泥,会被搅起,使镀层失光、粗糙、产生毛刺。因此,必须对镀液实施连续过滤,保持镀液高度清洁。即使采用阴极移动且槽深,沉淀于槽底的污泥也会因热对流而有部分泛起。若不采用连续过滤,补加水、添加剂以及调整pH时就不敢搅匀镀液,更不敢及时打捞掉件。
1. 2. 2 不能采用高泡润湿剂
空气搅拌时,若镀液采用十二烷基硫酸钠之类的高泡润湿剂,会在液面不断产生很厚的气泡层。一方面,泡沫内富含镀液,气泡逸出槽外会造成大量镀液损失;另一方面,泡沫内富含阴极析出的氢气与阳极析出的氧气时,若气泡与阴极铜杆接触又带电出入槽时,产生的电火花会引起爆鸣。空气搅拌时,必须采用优质低泡润湿剂。氯化钾镀锌液中通常富含高泡表面活性剂,不能采用空气搅拌。
1. 2. 3 给打捞掉件带来困难
固定于槽底部的空气搅拌管会阻碍掉件的打捞,特别是不能用永磁铁打捞的非磁性材料(如塑料件、锌压铸件、铜件、铝件等)。可用下述办法解决:根据液温,选用PVC或PP材质的塑料管、弯头、三通、四通,拼组成框架形(或用板条拼焊),其上用涤纶塑料网、线绑一层透气层,四角用涤纶线固定在槽四角。捞件时均匀提起框架。
1. 2. 4 可能降低某些镀液的稳定性
对于氰化物电镀,不断鼓入的空气中所含的氧气和二氧化碳会加速游离氰化钠的破坏,加快碳酸盐的积累:
当NaOH量不足(即pH过低)时,会发生如下反应:

焦磷酸盐镀铜时,铵盐或氨水是不可缺少的辅助配位剂。在碱性条件下,氨本身就易逸出挥发。采用空气搅拌会加速氨的挥发损失,使配合比减小。对于这类工艺,若非采用空气搅拌不可,应及时调整、处理镀液。
硫酸盐光亮酸性镀锡液不能采用空气搅拌,其原因是:一方面,鼓入空气中的氧会使 Sn2+加速氧化为有害的四价锡盐,且该过程不可逆转(最终转化为白色的β-锡酸,应沉淀去除);另一方面,主光剂苄叉丙酮的增溶剂为高泡表面活性剂。
2 空气搅拌的应用
2. 1 用于电镀溶液搅拌
如前述,这是主要用途。
2. 2 在硫酸铝阳极氧化中的应用
铝件硫酸阳极氧化时,生成具绝缘性的氧化层,通过微孔继续进行氧化,导电电阻大增,相同电流条件下槽电压升高。表面电阻产生巨大的欧姆热使铝件及其表面附近液层急剧升温,从而加速氧化膜的溶解。采用空气搅拌能尽快使热量分散到氧化液深处并提高冷却热交换器的热交换效果,从而缩短氧化所需时间、减少氧化液中 Al3+的积累。但空气搅拌会加剧酸雾的产生,故氧化槽应设抽风。
2. 3 在镀锌钝化上的应用
镀锌低铬钝化时,工件必须在钝化液中不停摆动10余 s;超低铬钝化所需时间更长,否则易造成钝化膜厚度与彩钝色泽不一致。静止不动时,平面工件的中间部位仅存在与平面垂直方向以扩散为主的传质,边缘附近则存在三维传质,故彩钝时平面件中间部位膜薄、色淡,四周部分则膜厚、色重。手工作业时劳动强度很大,工人难以坚持;挂镀自动线在线钝化,工件摆动实施困难;上下提升则下部钝化膜厚,彩钝色深时易于掉膜。对钝化液实施空气搅拌,则能克服上述问题。但应注意,搅拌越强烈,成膜速度越快。因此,应掌握好钝化液中的浸渍时间与空气搅拌强度,防止彩钝时膜局部过厚而脱落。
2. 4 在清洗上的应用
清洗在表面处理作业中占有很大比重和重要地位,是取得良好质量、防止工艺液交叉污染的极重要手段。内行人都很注重清洗。超声波清洗效果特别好,是因为超声波的空化效应产生了对清洗水的强烈搅拌。但超声波清洗只适于小件下挂清洗,而且设备投入大,能耗也大。在一条生产线上有多道水洗工序,不可能实现每道清洗都不下挂而在线超声波清洗。
对清洗水施加空气搅拌,则是一种较简单的搅拌方法。空气搅拌加快了黏附在工件表面的工艺液向清洗水中的传质速度(以对流为主),对有盲孔的工件特别有利。空气搅拌加快了清洗速度、提高了清洗效果,也可节约清洗用水。对于镀锌低铬、超低铬彩钝和蓝白钝前的清洗,工件(特别是氯化物镀锌)表面附着的添加剂很难洗净。而清洗不良会导致钝化后毛病百出。笔者在生产现场指导、监督工人操作时,遇到电器机柜之类的平面工件,一定要求工人上下提升清洗3次以上。虽然钝化质量优良,但劳动强度极大。若对清洗水采用较强烈的空气搅拌,则不必如此要求,能大大减轻工人的劳动强度。
3 空气搅拌设施
3. 1 空气搅拌管
随便找一根管,在上面钻一排孔,丢在槽底作空气搅拌管的做法是错误的。
3. 1. 1 管材质
根据液温,采用PVC或PP管,既价格便宜,又易于加工、组装,而不必用钛管。
3. 1. 2 管径
依据工艺槽大小,管径20 ~ 25 mm即可。管径过大,占槽空间多。大的管径上也只能钻小孔,否则进气的远端无气泡鼓出。
3. 1. 3 钻孔
图1为钻孔示意图。向下相交90°钻两排小孔,错位均布。孔径应小,1.0 ~ 1.5 mm即可,不能过大。管的内径大时,出气孔径可稍大。原则是小孔的总面积应小于管内径截面积,否则离进气端远处的气压太低,而无法在长度方向形成均匀搅拌。孔间距50 ~ 80 mm为宜。若孔距过大,搅拌也不均匀。孔眼不能向上方,一是不易堵塞,二是空气从斜下方喷出,经槽底反射向上,搅拌面才宽。
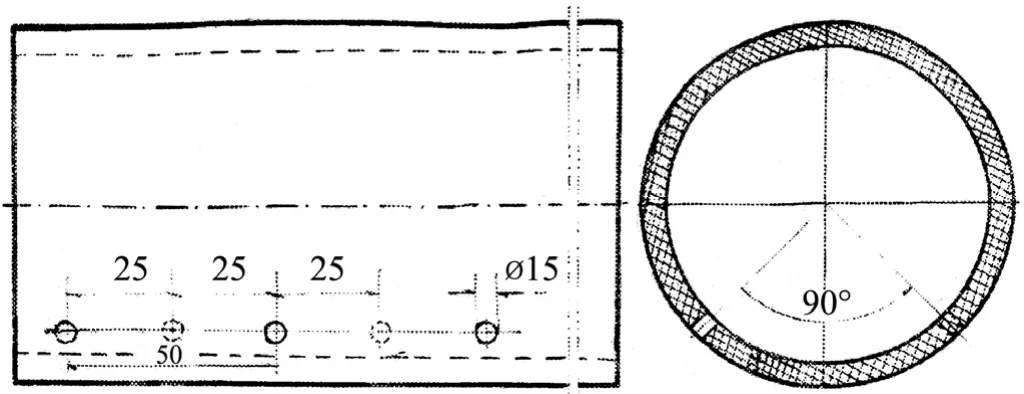
图1 搅拌管钻孔示意图Figure 1 Schematic diagram for drilling holes in stirring tube
塑料管上钻小孔时,固定在钻床上钻孔才安全。钻花应锋利,转速应慢,否则发热量大,塑料熔化后又堵孔,形成不了外冒的钻屑。
3. 1. 4 布置与安装
图2为搅拌管在槽内的布置、安装示意图。
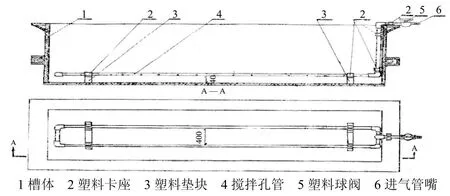
图2 镀槽内空气搅拌管的布置与安装Figure 2 Arrangement and installation of air agitation pipes in plating tank
组装前,应将搅拌直管内的钻屑先彻底清理干净并确认小孔无堵塞,否则组装好后出现钻屑堵孔,又要拆开返工。
以弯头、进气立管用三通将两根钻孔清洁后的搅拌管组合成矩形框架。依槽宽,两搅拌管间距40 mm左右,以保证对整个溶液实现均匀搅拌。
如图2所示,在塑料槽(或衬里)上焊2条宽约40 mm的厚塑料板。其目的是使搅拌管距槽底有约40 mm高度,而不是固定在槽底上。一方面,空气侧向下从槽底反射至上而具有较宽的搅拌面积;另一方面,若液冷后易在槽底产生一层硼酸、硫酸铜等结晶物时不易堵孔。放入组装好的矩形框架,在塑料垫块上焊 4个与搅拌管外径适配的塑料卡座。固定后配置进气立管,弯头、塑料球阀、进气塑料管嘴组件与立管连接好,再用塑料卡座固定。进气塑料管嘴应与进气软管配置。不宜将搅拌管焊在塑料垫块上,否则无法取出维修;也不能直接将搅拌管架放在塑料垫块上,而要用卡座固定,以免在使用时发生移位。
3. 2 空气源
(1) 槽液体积在1 200 L以下且不要求强烈空气搅拌时,选用养鱼用大型充气泵亦可,且价格便宜。
(2) 槽液体积较大、要求空气流量大时,常采用无油空气泵。
(3) 一条生产线上有多槽需空气搅拌时,应选足够容量的空气压缩机集中供气,各槽通过独立的阀门调整供气量。空压机出气处应串接 3只以上性能良好的铜珠烧结型油水分离器,保证所提供的空气不含油。
(4) 无油空压器的安放高度应高于液位,以免工人在停用时忘记关死进气阀门而导致镀液因虹吸进入空气泵内,造成泵内铝制件腐蚀损坏。
(连载完)
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
电子制作(2018年12期)2018-08-01
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电源技术(2015年9期)2015-06-05
电源技术(2015年9期)2015-06-05
电镀与环保(2015年6期)2015-03-11
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27