
精冲机在机电所的发展历程
2013-08-08 00:59高军赵彦启杜贵江彭群北京机电研究所
锻造与冲压 2013年22期
文/高军,赵彦启,杜贵江,彭群・北京机电研究所
精冲机在机电所的发展历程
文/高军,赵彦启,杜贵江,彭群・北京机电研究所

高军,研究员。专业方向:锻压技术。研究成果:新的研发多次参加国家重大科技项目。参与编写《冲模技术》《冲压丛书》等著作,发表数十篇论文,参与并获得国家专利15项。
精冲机是实现精密冲裁的专用设备,专为完成精冲工艺和精冲复合工艺而设计制造。基本特点是具有三向力作用,独立可调;滑块导向和换向精度高;机床结构刚性好;有自动化条件;安全可靠等。
原一机部北京机电研究所作为国内最早研究与开发精冲技术的单位之一,又是国家精冲技术研究开发中心,对精冲理论和精冲工艺与设备等进行了卓有成效的研究,为国内精冲工艺的推广、应用做了大量工作。其中,代表着精冲技术发展的装备——精冲机,也历经数十年的研究与发展,经过几代人的努力,北京机电研究所已研制成功拥有独立自主知识产权的全自动精冲机,并成为今后重要研究方向。
精冲机在机电所发展的三个阶段
早在20世纪70年代,北京机电研究所精冲中心就开始对精冲机进行研发。到20世纪80年代,北京机电研究所发明的专利“一种静压轴承”,应用于精冲压力机的滑块导向,在此基础上发明了“内阻尼静压导轨”,从而奠定了北京机电研究所研发精冲机的基础。在此核心技术的基础上,设计出“采用内阻尼静压导轨系统的精冲压力机”,机电所第一代精冲机就此诞生,见图1。该设备也获得了国家发明专利。
第一代静压导轨式精冲机成为国内第一台能同时提供3个力的真正意义上的精冲压力机。由于当时条件所限,该精冲机只有主机,无自动送料装置,需人工送料,生产效率并不高。但从1986年至今,该设备一直在使用,设备性能尤其是静压导轨的导向性能非常稳定,由此证明采用内阻尼静压导轨系统的精冲机这一设计方向是正确的,后期的任务就是如何完善和提高其性能。

图1 第一代静压导轨式精冲机
为了提高生产效率,减轻劳动强度,1995年北京机电研究所又研制出一台具有送料装置的半自动精冲机。该设备对液压系统进行了改进,并安装了夹钳式送料装置,适用于条料精冲。成为北京机电研究所的第二代静压导轨式精冲机,见图2。

图2 第二代静压导轨式精冲机
随着中国精冲产业的发展,高效的全自动精冲压力机的使用越来越普遍。2010年,在国家“04专项”精冲平台建设项目的支持下,北京机电研究所与扬州锻压机床股份有限公司等单位合作,对前两代精冲机进行了重大技术改进,沿用国家发明专利“内阻尼静压导轨”技术,重新优化技术、结构参数,同时配置了卷料开卷、校平、送料装置,研制出新一代全自动液压精冲压力机,即第三代静压导轨式精冲机,见图3。

图3 第三代静压导轨式精冲机
新一代全自动液压精冲压力机
结构特点
⑴台阶式内阻尼静压导轨,见图4。滑块导向采用了主柱塞上部和主柱塞下部的台阶式圆柱导向结构,上、下圆柱导向结构的径向间隙为分段特殊设计值。当出现偏载时,上、下圆柱导向壁面间在缸内油压作用下,形成不完全平衡型静压支承效应,不仅产生强大的抗偏载能力,而且具有良好的润滑作用,改善了摩擦条件。
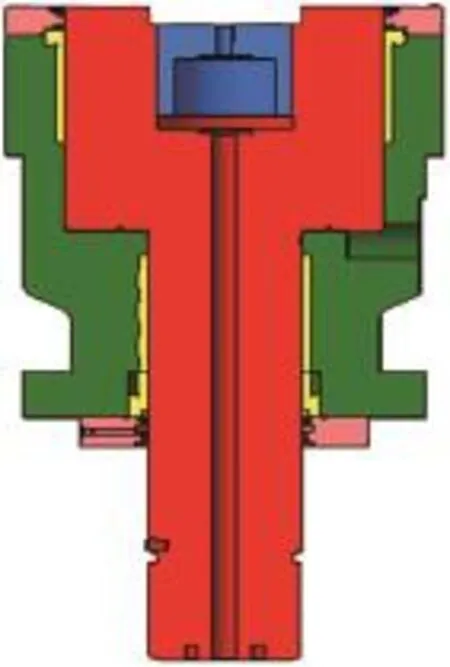
图4 静压导轨示意图
在液压精冲机上采用台阶式内阻尼静压导轨优点十分突出,主要包括:
1)采用台阶式内阻尼静压导轨的精冲压力机,构思巧妙,实现了两个二合一,即导轨和液压缸二合一,导轨液压系统和主油路系统二合一。取得了结构简单、造价低廉而性能优越的技术经济效果。
2)刚性突出。实验表明,导轨在承受颠覆力矩100kN・m的情况下,仍能保持油膜润滑,这是采用一般滑动导轨的精冲压力机所不可比拟的,其刚性也远优于滚动导轨和一般滑动导轨。
3)实验表明,压力机在承受额定负载时,上下导轨的总端泄量不超过2.0L/min。即台阶式内阻尼静压导轨本身所耗的能量很小,主油路系统的油泵、电机不需要额外增容。
4)台阶式内阻尼静压导轨的封油边面积大,不易产生堵塞、工作可靠。由于导轨和柱塞始终被油膜隔离而不接触,导轨的磨损小、寿命长。
⑵封闭高度调节采用下置限位螺母。精冲模具间隙极小,为避免凸模与凹模刃口互相碰撞,除了要求模具与设备具有很高的导向精度外,还要求凸模不能进入凹模。因此,精冲机封闭高度调节精度必须很高。第三代静压导轨式精冲机采用在主油缸下部设置限位螺母调节封高,在调节螺母上还设置了多个锁紧小油缸,每次调节后使内外螺母锁紧,提高了调节精度。调节装置外露于机身外部,便于维修维护。
⑶模具保护装置采用位移与压力共同识别比较原理。模具保护装置是全自动精冲压力机的必备装置,其稳定性以及灵敏度则是反映设备综合性能高低的重要指标。本机在滑块的快速行程缸上增设了液压垫,并设计了特殊压力回路,依靠控制器检测快速油缸压力变化,并判断产生该压力变化时快速缸活塞位移与滑块位移是否正常,进而识别出模具当中是否有异物存在。
全自动精冲机主要功能的配置
⑴料端检测器。
⑵料末检测器。
⑶废料剪刀(可设置剪切频率)。
⑷自动润滑装置(滚轮式)。
⑸零件排出装置(高压空气喷嘴,可设置吹气时间)。
⑹自动模具夹紧系统。
⑺人身防护装置(安全防护门)。
⑻除油雾装置。
全自动精冲机生产出的精冲件
精冲件的特点是形状、尺寸精度高,断面质量好,通过一次冲压就可以代替大量的切削加工,不但生产效率高,而且节省工艺环节和装备,大大缩短了生产周期。鉴于精冲机的产能较高,该设备主要适用生产批量较大的精冲件(如汽车用精冲件),见图5。精冲件外形尺寸一般在150mm以内,料厚一般在3~8mm之间。

图5 精冲件

图6 新一代全自动精冲机生产线
结束语
北京机电研究所作为锻压和热处理的行业归口单位,在精冲方面拥有优良的传统和基础,其研究与应用处于国内领先水平。通过近三十年不懈的努力,研制成功了具有独立知识产权的全自动液压精冲压力机,见图6。并以这台精冲机为基础,拥有了从200t、315t到1000t系列精冲压力机的研发和制造能力。加上北京机电研究所在精冲工艺研究和模具设计制造方面的优势,终于形成了完整精冲生产的产业链。相信通过继续不断的追求,北京机电研究所一定会在行业上大展身手,为我国精冲事业做出的贡献。(论文资助:高档数控机床与基础制造装备国家科技重大专项2011ZX04016-051)。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
建材发展导向(2021年15期)2021-11-05
重型机械(2020年3期)2020-08-24
岩土工程技术(2019年6期)2020-01-06
中国特种设备安全(2019年7期)2019-09-10
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
新能源科技(2018年10期)2018-02-15
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
