柔性薄板材料为骨架的绕线机的主要结构设计
2013-08-15 02:07刘继华
机械工程师 2013年4期
刘继华
(江苏宝科电子有限公司,江苏 扬州 225009)
1 绕线机骨架的装夹方式
普通的绕线机通常是以有一定厚度的或刚性材料为骨架,绕线时骨架的装夹方式一般如图1和图2所示。图1 中的骨架采用厚度较大于绕线机主轴直径D的材料,贯穿材料的中心轴钻一个约大于绕线机主轴直径D的通孔,将骨架套在绕线机主轴上,转动骨架两侧的锁紧螺母将骨架固定好。图2中的骨架采用厚度小于绕线机主轴直径D的刚性材料,骨架通过夹头固定在绕线机主轴端部。骨架的长厚比不可太大,否则骨架在工作时因受外力而产生较大挠度而影响线圈的绕制。若以柔性薄板材料为骨架按照图1和图2所示的方法装夹,显然难以做到。
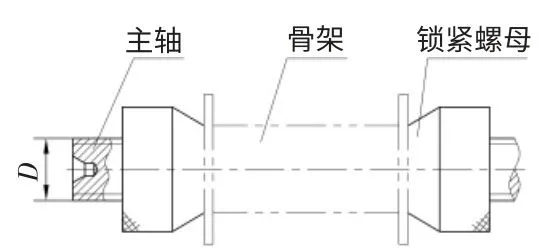
图1

图2
2 设计思路
要实现以柔性薄板材料为骨架的装夹,须在骨架的两端各用一个夹头夹紧,绕制时骨架两端的主轴同时提供相同的动力来消除作用在骨架上的扭矩而使骨架整体转动。这样就可以在骨架上正常绕线,如图3所示。

图3
3 结构设计
基于上面所述,绕线机的主要结构设计如图4所示。
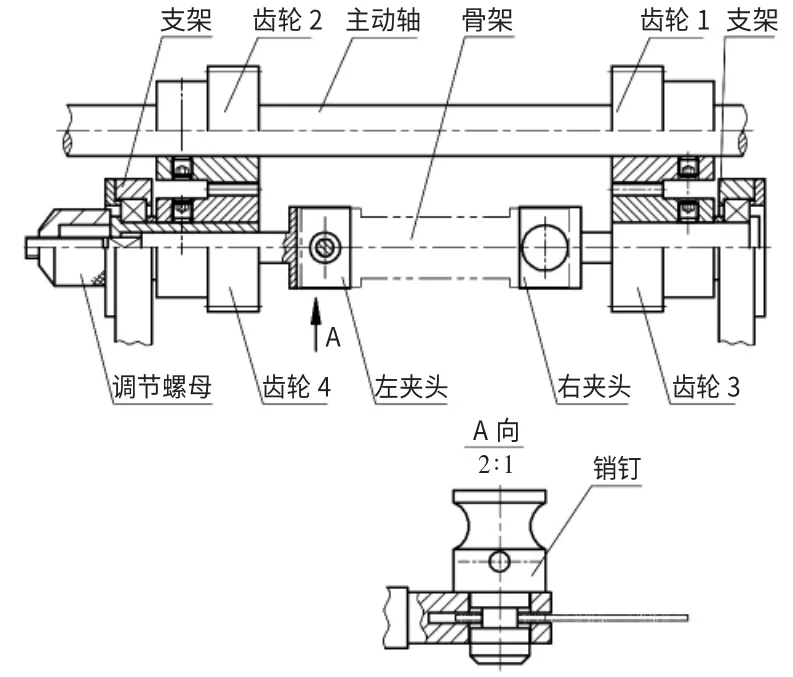
图4
绕线机的主要结构由主动轴、齿轮、支架、轴承、左夹头、右夹头、调节螺母和销钉等组成。主动轴的动力通过齿轮1和齿轮2 分别传于齿轮3和齿轮4,齿轮3 带动右夹头转动,齿轮4 带动左夹头转动,通过两组齿轮组来实现骨架的两端同时转动。
骨架装夹时,将骨架的两端放入左夹头和右夹头缝隙中,将销钉插入夹头和骨架的孔中,转动调节螺母可绷紧骨架。
调节左右两个支架的间距可满足不同长度骨架的装夹。
4 结论
本设计为以柔性薄板材料为骨架的电感的绕制提供了一个解决方法,绕线机的主要结构设计在生产中已得到应用,设计中存在的问题还有待改进,尤其是要适应批量生产更要做多方面的设计改进。
[1]成大先,机械设计手册[M].北京:化学工业出版社,2004.
[2]李洪,曲中谦.实用轴承手册[M].沈阳:辽宁科学技术出版社,2001.
猜你喜欢
一重技术(2021年5期)2022-01-18
数学物理学报(2021年3期)2021-07-19
重型机械(2020年2期)2020-07-24
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年2期)2017-05-04
焊接(2016年5期)2016-02-27
焊接(2015年10期)2015-07-18
现代冶金(2015年4期)2015-02-06