
国产吸附剂在SZorb汽油吸附脱硫装置上的工业应用
2013-11-24 02:04杨远行王万新
石油炼制与化工 2013年5期
姚 智,杨远行,王万新,李 辉
(中国石化北京燕山分公司炼油二厂,北京 102500)
随着全球环保意识的不断加强,世界各国纷纷制定日益严格的燃油标准,其中对汽油中的硫含量有严格要求。目前,欧洲大多数国家于2009年开始执行欧Ⅴ排放标准(汽油中硫质量分数小于10μg/g),我国已于2010年1月1日在全国执行欧Ⅲ排放标准(汽油中硫质量分数小于150μg/g),而北京、上海、广州自2008年5月开始相继执行国Ⅳ排放标准(汽油中硫质量分数小于50μg/g),且北京已经率先于2012年6月1日开始实施硫质量分数不超过10μg/g的京Ⅴ地方汽油排放标准。国内清洁汽油质量标准的升级步伐加快,对炼油企业汽油脱硫技术提出了更高的要求。目前,催化裂化汽油占成品汽油总量的比例超过60%,催化裂化汽油的特点是硫含量和烯烃含量高,是汽油池中硫的主要来源。因此,汽油质量升级的关键在于降低催化裂化汽油的硫含量。为此,中国石化于2005年引进汽油吸附脱硫(简称S Zorb)技术,由ConocoPhillips公司提供基础设计工艺包,中国石化工程建设公司进行工程设计,在中国石化北京燕山分公司(以下简称燕山分公司)建成了国内第一套1.2Mt/a的S Zorb装置[1-2]。该装置于2007年6月建成投产后,可生产硫质量分数小于10μg/g的清洁汽油。
S Zorb装置需要一种专用的吸附剂来达到吸附脱硫的目的,燕山分公司S Zorb装置自2007年6月建成投产后,主要使用德国南方化学公司生产的S Zorb SRT吸附剂,吸附剂价格超过24万元/t,按每年消耗吸附剂70t计算,每年吸附剂费用超过1 600万元。此外,进口吸附剂采购周期长,生产能力有限。为此,中国石化石油化工科学研究院(以下简称石科院)开发了国产吸附剂制备技术[3-4],由中国石化催化剂南京分公司负责工业生产。从2009年8月起,通过置换进口吸附剂的方式向燕山分公司S Zorb装置内加入了部分国产吸附剂,并进行初步工业应用试验,试验结果表明,国产吸附剂具有与进口吸附剂相当的脱硫活性和稳定性,具有更好的辛烷值保留活性,具有较好的耐磨和流化性能。2011年11月底,为应对北京2012年汽油质量的进一步升级,生产符合京Ⅴ排放标准的汽油,燕山分公司对S Zorb汽油吸附脱硫装置进行了检修,出于装置稳定生产的需求,在总结之前国产吸附剂使用经验的基础上,将系统内的吸附剂全部置换为国产吸附剂,本文主要介绍S Zorb装置在全部使用国产吸附剂后的开工及正常生产情况。
1 S Zorb吸附脱硫工艺简介
1.1 工艺流程
S Zorb吸附脱硫工艺流程见图1。催化裂化汽油经原料泵加压后与循环氢混合,经原料/反应产物换热器与反应产物换热后经加热炉进一步加热,从反应器底部的气体分布器进入流化床反应器,与吸附剂发生吸附脱硫反应,脱硫后的油气在反应器过滤器中进行气固分离后经热、冷高压分离器进入稳定系统。吸附剂的循环路线为:待生吸附剂通过反应器与反应器接收器之间的溢流横管进入反应器接收器,由热氢气提升后进入闭锁料斗,通过氮气实现烃氧环境的转换后进入再生系统进行吸附剂氧化再生,再生后的吸附剂通过再生器底部滑阀控制进入再生接收器后进入闭锁料斗,置换其中氧气,经热氢调压后,进入反应系统后分别发生还原反应及脱硫反应。吸附剂的循环由闭锁料斗程序控制,一个循环周期约21min,而汽油可实现连续进料。

图1 S Zorb汽油吸附脱硫工艺流程示意
1.2 脱硫原理[5]
S Zorb工艺使用的吸附剂的活性组分主要为氧化锌和镍,由于氧化锌和硫原子的结合能力大于镍,因此在临氢环境下当镍将汽油中的硫原子吸附出来后,硫原子即与氧化锌发生反应,生成硫化锌固载到吸附剂上,达到将硫从汽油中脱除的目的,自由的镍原子再从汽油中吸附其它硫原子。
2 国产吸附剂的工业应用
2.1 国产吸附剂的性质
S Zorb装置使用的国产吸附剂的物化性质见表1。从表1可以看出:国产S Zorb吸附剂属于Geldart A类颗粒[6];从流化性能来看,该吸附剂易于流化输送,可采用流化床反应器和流化床再生器的形式实现连续生产。

表1 国产吸附剂的主要物理性质
2.2 开工装剂情况
在装置气密检查结束后,反应-再生系统升温、升压,在具备装剂条件后开始向反应系统装填吸附剂,吸附剂自吸附剂储罐通过流化输送进入再生系统,之后吸附剂经闭锁料斗从再生系统进入反应系统,装剂期间闭锁料斗按 “开工装剂”模式运行,开工装剂过程历时10h,共向反应器装填吸附剂15.12t。装剂期间的主要操作条件见表2。
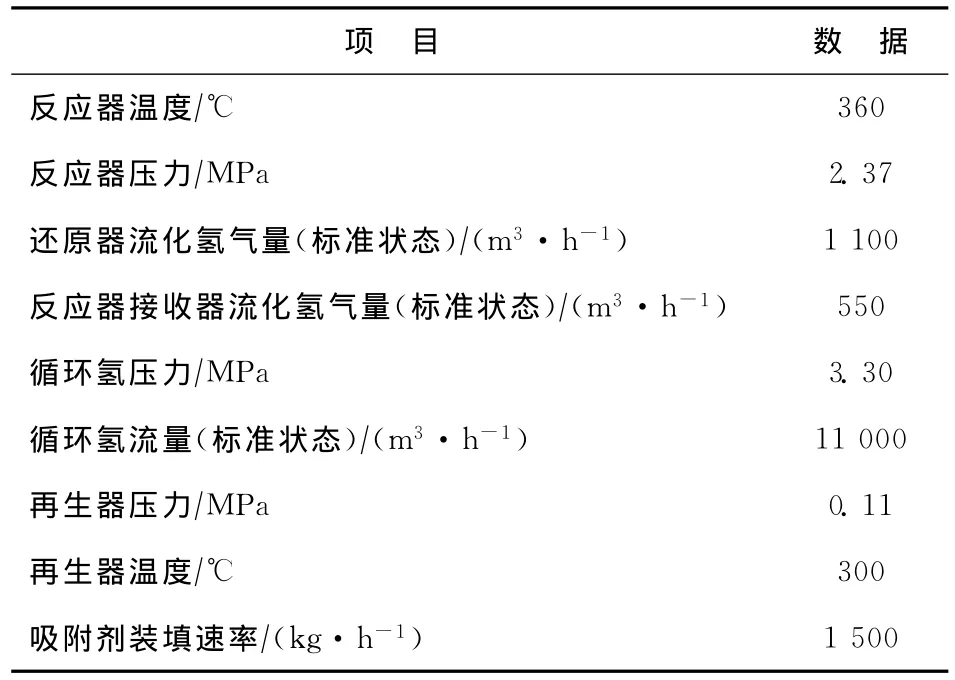
表2 开工装剂期间主要操作参数
2.3 反应器进油
在反应系统装剂结束且其它条件就绪后,开始向反应器进油。由于实际条件的限制,装置开工原料只能采用催化裂化汽油,其主要性质见表3。从表3可以看出,催化裂化汽油中的烯烃含量较高。由于系统内全部使用新鲜国产吸附剂,吸附剂活性高,反应器在进油过程中易发生烯烃加氢反应,该反应过程释放出大量的反应热,导致反应器温升过大。为了防止反应器发生“飞温”现象,装置曾经采用的方法是在相当长一段时间内保持较低的进料量(10~30t/h),因此需要的开工时间过长。
为了缩短低处理量(10~30t/h)下的开工时间,对开工方法进行改进,使用二甲基二硫醚(DMDS)对新鲜吸附剂进行预硫化,预硫化过程中DMDS的注入量见图2。从图2可以看出,预硫化过程中,共使用DMDS 1 700kg(DMDS中硫质量分数约为68%),预计待生吸附剂平均载硫量(w)为7.65%,预硫化共历时32h。预硫化完成后,装置进料量提高至80~100t/h,为了保持新鲜吸附剂的后期使用活性,控制了DMDS的使用量。随着进料量的提高,整个流化床反应器温度分布趋于正常,之后,结合反应器的温升,缓慢地将处理量提高至正常水平(135~143t/h)。

表3 催化裂化汽油原料的主要性质
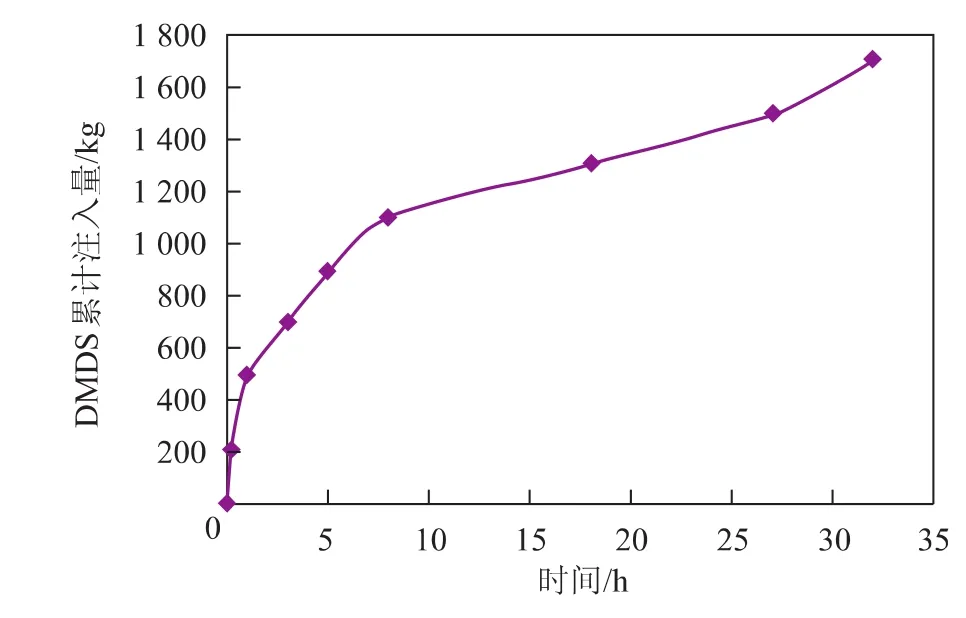
图2 开工进油预硫化过程DMDS注入量
另一方面,由于开工使用催化裂化汽油,其烯烃体积分数接近31%,因此要严格控制反应器进油期间的温升。首先要保证原料进反应器前温度控制在330~350℃;另外由于开工初期进料量较低导致反应器内线速较低,反应器底部床层密度远大于反应器中上部,因此,反应器底部剂油比较大,汽化后的原料进入反应器底部迅速与吸附剂发生强放热的烯烃加氢反应,反应器底部温度在整个反应器床层中最高,因此在吸附剂未完成预硫化前严格控制反应器底部温度不超过430℃,以有效控制反应器温升。反应器进油期间循环氢流量(标准状态)控制在10 000m3/h,反应压力为2.40MPa,有利于维持反应系统的热平衡。
2.4 再生系统点火
结合预硫化过程中的注硫总量以及汽油原料进料量、硫含量和汽油产品的硫含量对反应器内吸附剂的载硫量进行计算,并从再生进料罐采样分析待生吸附剂的硫含量进行验证。当吸附剂载硫量(w)达到10%后,开始运行闭锁料斗,对再生系统进行点火,对吸附剂进行再生。需要注意的是,此时反应系统中吸附剂活性仍较高,要适当控制吸附剂循环速率和吸附剂的再生强度。
2.5 装置运行概况
2.5.1 国产吸附剂对生产操作的影响 装置开工稳定一段时间后,反应-再生系统的主要操作条件见表4。从表4可以看出,在加工量基本接近的情况下,使用国产吸附剂与使用进口吸附剂及国产吸附剂和进口吸附剂混用时的各项操作参数基本接近。开工初期,为了降低新鲜吸附剂的活性及降低辛烷值损失,使用国产吸附剂时待生吸附剂和再生吸附剂的硫含量和碳含量高于使用进口吸附剂及国产吸附剂和进口吸附剂混用时,且循环氢流量较低。

表4 反应-再生系统的主要操作条件
2.5.2 国产吸附剂对产品质量的影响 装置开工稳定一段时间后催化裂化汽油原料和产品的主要性质见表5。从表5可以看出,使用国产吸附剂时,汽油产品硫质量分数均小于8μg/g,完全可以满足生产符合京Ⅴ标准的汽油产品的要求,同时,汽油抗爆指数损失不大于0.7,具有良好的辛烷值保留性能。
3 结 论
国产吸附剂在S Zorb吸附脱硫装置上的应用结果表明,在反应-再生系统内全部使用国产吸附剂时,开工过程中各项工艺参数稳定,在使用催化裂化汽油为原料的情况下,通过精细操作及对吸附剂进行预硫化,有效地避免了反应器出现“飞温”的情况。装置运行平稳后,国产吸附剂表现出良好的脱硫活性,在适当提高待生吸附剂和再生吸附剂硫含量的前提下,可将汽油产品的硫质量分数控制在8μg/g以下,满足了汽油质量进一步升级的要求,同时,汽油抗爆指数损失不大于0.7,说明国产吸附剂具有良好的辛烷值保留性能。
[1]吴德飞,庄剑,袁忠勋,等.S Zorb技术国产化改进与应用[J].石油炼制与化工,2012,43(6):6-10
[2]朱云霞,徐惠.S_Zorb技术的完善及发展[J].炼油技术与工程,2009,39(8):7-12
[3]林伟,王磊,田辉平.S Zorb吸附剂中硅酸锌生成速率分析[J].石油炼制与化工,2011,42(11):1-4
[4]徐广通,刁玉霞,邹亢,等.S Zorb装置汽油脱硫过程中吸附剂失活原因分析[J].石油炼制与化工,2011,42(12):1-6
[5]王明哲,阮宇军.催化裂化汽油吸附脱硫反应工艺条件的探讨[J].炼油技术与工程,2010,40(9):5-10
[6]卢春喜.催化裂化流态化技术[M].北京:中国石化出版社,2002:4-8
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
加油站服务指南(2021年4期)2021-07-21
山东冶金(2019年3期)2019-07-10
石油石化绿色低碳(2019年6期)2019-01-14
石油石化绿色低碳(2019年6期)2019-01-14
咸阳师范学院学报(2016年6期)2017-01-15
当代化工研究(2016年6期)2016-03-20
化工进展(2015年6期)2015-11-13
声屏世界(2015年8期)2015-02-28
