一种硫酸盐三价铬电镀黑铬工艺的应用
2013-12-05 09:17郭崇武赖奂汶
电镀与精饰 2013年5期
郭崇武, 赖奂汶
(广州超邦化工有限公司,广东广州 510460)
引 言
三价铬黑铬镀层从浅黑色到深黑色,从偏黄黑色到偏蓝黑色,镀层色泽丰富多彩,目前已大量应用于各种仪表部件、电子产品、光学仪器和太阳能集热器等制造行业。与传统的锡-钴合金、锡-镍合金以及锡-钴-镍合金枪色镀层相比,其耐磨性和耐腐蚀性具有明显的优势,因此,三价铬电镀黑铬具有巨大的市场发展潜力。
欧美等国家从20世纪70年代开始研发和使用三价铬黑铬电镀技术[1],我国从20世纪80年代中后期开始研究跟进这项技术[2-3],进入21世纪国内引进了这项技术,2008年出现了较旺盛的市场需求,并且一直在以较快的速度增长。
三价铬电镀黑铬包括硫酸盐和氯化物两个体系,氯化物体系开缸成本低,目前市场用量较大,硫酸盐体系三价铬镀层耐腐蚀性好,用于高端产品的装饰性电镀[4]。某公司的硫酸盐三价铬电镀黑铬是早期开发的知名品牌产品,目前在国内占有较大的市场份额。生产实践表明,该工艺镀铬沉积速度还不理想,提高三价铬电镀黑铬沉积速度已经成为业内的热门研究课题之一。为此,超邦公司开发了Trich-7721硫酸盐三价铬电镀黑铬工艺,并将产品推向了国内市场。
1 三价铬电镀黑铬工艺
1.1 工艺参数和操作条件
Trich-7721三价铬电镀黑铬溶液组成及操作条件为:
Trich-7721S起始剂 10mL/L
Trich-7721CS导电盐 300g/L
Trich-7721B补给剂 280mL/L
Trich-7721C稳定剂 3~4mL/L
Trich-7721D发黑剂 3~4mL/L
Trich-7721WA润湿剂 1mL/L
pH 3.2 ~3.6
ρ(镀液) 1.18 ~1.26g/cm3
θ 48~55℃
Jκ6~14A/dm2
t 2~5min
SA∶Sκ1∶1
阳极材料 专用钛基涂膜阳极(DSA)
搅拌方式 阴极移动或轻微空气搅拌
1.2 镀液的配制
注入规定体积3/5的纯水于镀槽中,加热至55℃。在不断搅拌条件下缓慢加入Trich-7721CS导电盐使其溶解。
加入Trich-7721B补给剂,加0.5g/L活性炭,搅拌镀液30min后过滤,过滤后清洗过滤机滤芯,避免活性炭过多吸附镀液中的络合剂。
用 Jκ=0.5 ~1.0A/dm2电解 2h,加 Trich-7721S起始剂、Trich-7721C稳定剂、Trich-7721D发黑剂和Trich-7721WA润湿剂。调节镀液pH约为3.4,加水至规定的体积,试镀。
2 镀铬沉积速度和镀层性能
2.1 镀铬沉积速度
采用霍尔槽试验方法计算镀铬的沉积速度。镀霍尔槽试片,250mL镀液,5.4A电流施镀5min,用DJH-D电解测厚仪测定镀铬层厚度并计算镀铬沉积速度,结果列于表1。表1中还给出了按Watson方法计算的试片上各对应点的电流密度值[5],根据这些数据制定了Trich-7721三价铬电镀黑铬工艺Jκ为6 ~14A/dm2。
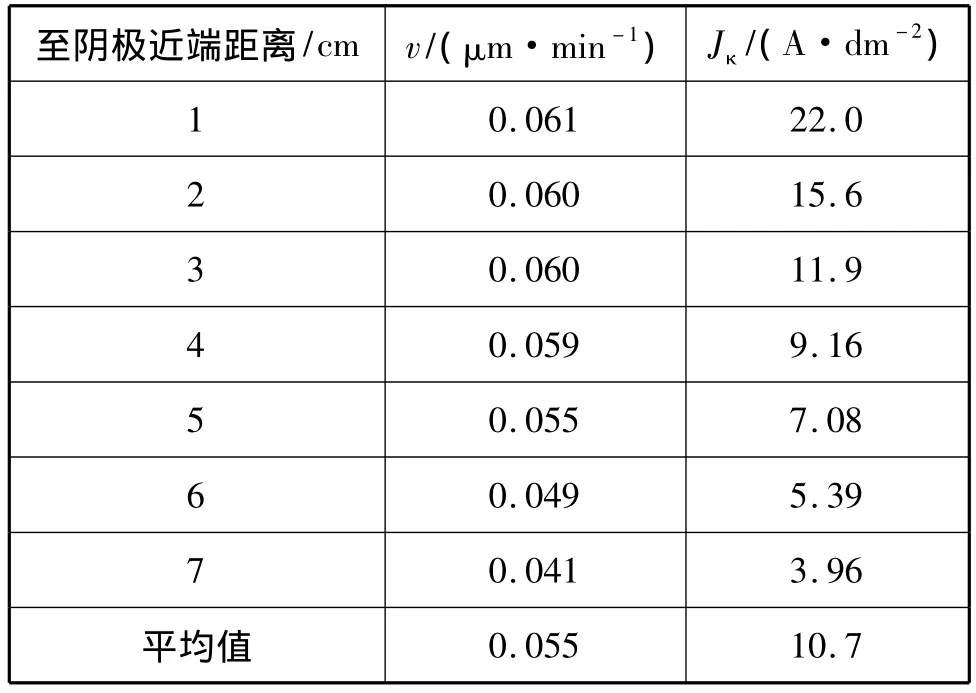
表1 Trich-7721镀铬液的沉积速度
2.2 镀层性能
取ABS塑料件预镀铜和镍,用Trich-7721三价铬电镀黑铬镀液镀铬3min,用超邦公司Trich-651防变色剂处理,纯水清洗后烘干。按照 GB/T 10125-1997盐雾试验标准进行中性盐雾试验48h,镀层没有出现变色现象,满足对黑铬镀层的耐腐蚀要求。
按照GB/T 2423.22-2002冷热冲击试验方法测试,镀铬层没有出现脱皮、起泡和裂纹。
按照GB/T 2423.3-1993恒定湿热试验方法试验168h,镀层无可见的变化。
用人造汗液将软布浸湿,然后用软布摩擦镀层表面2min,往复200次以上,恢复120min后观察,镀铬层无可见的变化。
分别将护手霜、防晒液、唇膏、化妆底霜、驱虫液和烹饪油六种化学品涂覆在样品镀铬层表面上,在室温下存放24h,测试结果表明,镀铬层抗化学污染测试合格。
黄铜试片预镀光亮镍,然后用Trich-7721三价铬电镀黑铬镀液在267mL霍尔槽中镀铬,250mL镀液,5A电流施镀3min。在显微镜下放大1500倍观察镀铬层,镀层光滑,无裂纹,无孔隙。
3 三价铬电镀黑铬镀液的维护
3.1 镀液成分的影响
1)Trich-7721A添加剂。按工艺要求向镀液中补加Trich-7721A添加剂,按少加勤加的原则补加,该添加剂与Trich-7721S起始剂中的成分相同(只是浓度不同),用于维护镀层的颜色和电流效率。添加量不足时铬的沉积速度下降,添加过量时会导致镀层发雾和镀液的覆盖能力下降。该添加剂的分解产物对覆盖能力产生不良影响,需要用活性炭处理镀液,加1~2g/L活性炭,4h以后过滤镀液。用活性炭处理后一般需要适量补加0.5~1mL/L Trich-7721A添加剂。镀液中有机杂质较多时,应加1g/L双氧水在48~55℃条件下处理1h,然后用活性炭吸附过滤除去,消耗量为120~140mL/kAh。
2)Trich-7721B补给剂。Trich-7721B补给剂含有三价铬和络合剂,按照三价铬质量浓度的分析数据补加,向镀液中加18mL/L补给剂,可提供1g/L的金属铬。要求镀液中ρ[Cr(Ⅲ)]为10~20g/L,一般控制在15g/L左右。
3)Trich-7721CS导电盐。根据硼酸的分析数据补加Trich-7721CS导电盐,向镀液中补加5g/L导电盐,可提高1g/L硼酸。要求镀液中ρ(硼酸)为60~70g/L。导电盐质量浓度偏低时,镀液的导电性下降,覆盖能力降低,导电盐质量浓度过高时,某些成分出现过饱和现象。
4)Trich-7721C稳定剂。按工艺要求补加Trich-7721C稳定剂,使镀层色泽稳定,并可提高沉积速度和镀液的覆盖能力。该稳定剂补加量不足时镀层黑色较浅,甚至略带彩色,过量补加该稳定剂会导致高电流密度区镀层粗糙。消耗量为150~200mL/kAh。
5)Trich-7721D发黑剂。按工艺补加Trich-7721D发黑剂,使镀层产生深黑色。发黑剂质量浓度偏低时,镀层为浅黑色,过量补加发黑剂,低电流密度区镀层出现气流痕。消耗量为100~150 mL/kAh。
6)Trich-7721WA湿润剂。按工艺补加Trich-7721WA润湿剂,降低镀液的表面张力和抑制铬雾。消耗量为50~100mL/kAh。
7)Trich-7721CA络合剂。该络合剂通常在镀铬溶液中不加入,当Trich-7721三价铬电镀黑铬工艺有时会出现络合剂与三价铬浓度比偏低的情况,此时镀液中将产生三价铬的羟桥式聚合物[6],铬的沉积速度下降约50%,一般需要补加20~40mL/L Trich-7721CA络合剂,然后用20%的稀硫酸调节镀液pH=2.0 ~2.5,加热至 60℃ 络合反应 4h,用30%的碳酸钠溶液提高pH至工艺范围内,试镀。
3.2 三价铬电镀黑铬操作条件的影响
1)pH的调整。镀铬液pH高于3.8时,镀液中三价铬将会生成羟桥式聚合物,pH低于3.0时,镀液的覆盖能力下降,沉积速度变慢。所以,Trich-7721镀铬工艺控制镀液pH为3.2~3.6。
在电镀过程中镀液pH降低时,用30%碳酸钠溶液调整。如果用氢氧化钠溶液调整,局部镀液会出现pH过高的问题,导致羟桥式三价铬聚合物的生成,使铬的沉积速度下降。
2)操作温度。θ在55℃以上时,镀液的稳定性开始下降,高于60℃时其稳定性明显变差,在48℃以下操作时,铬的沉积速度下降。因此,一般控制镀液θ在48~55℃范围内。
3)酸化处理。镀铬过程中当沉积速度变慢时,用霍尔槽试验确认其原因,如果是三价铬生成羟桥式聚合物造成的,则需要对镀液进行酸化处理。用20%的稀硫酸调节镀液pH为2.0~2.5,2h后用碳酸钠溶液提高镀液pH至工艺范围。
4 结论
Trich-7721三价铬电镀黑铬工艺在某公司使用1年多的实践表明,黑铬镀层色泽优良,耐腐蚀性高,耐磨性好。镀铬沉积速度较快,镀层δ能够达到0.2μm。镀液稳定,操作简单,便于维护。
[1] Barnes C,Ward J J B.Electrodeposition of black chromium:US,4196063[P].1980-04-01.
[2] 屠振密,杨哲龙,张景双.三价铬电镀黑铬新工艺研究[J].防腐包装,1987,15(5):27-29.
[3] 孙玉莲,江玉和,周肇季.三价铬镀液沉积黑铬镀层的研究[J].电镀与环保,1987,7(4):9-10.
[4] 郭崇武,赖奂汶.新型硫酸盐三价铬镀铬液和镀层性能的研究[J].电镀与精饰,2012,34(1):9-12.
[5] 曾华梁,吴仲达,秦月文,等.电镀工艺手册[M].北京:机械工业出版社,1989:821-823.
[6] 李国华,赖奂汶,黄清安.三价铬镀液中配体的作用[J].材料保护,2005,38(12):44-46.
猜你喜欢
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
表面工程与再制造(2016年4期)2016-11-10
物理化学学报(2015年7期)2015-12-30
中国光学(2015年1期)2015-06-06
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
汽车文摘(2014年9期)2014-02-04