
电火花成形机床工作液泵变频控制技术的研究
2014-02-24 09:32叶书强曹凤国张建东王幼平
电加工与模具 2014年3期
叶书强,曹凤国,张建东,王幼平
(北京市电加工研究所,北京100191)
电火花成形机床工作液泵变频控制技术的研究
叶书强,曹凤国,张建东,王幼平
(北京市电加工研究所,北京100191)
电火花成形机床工作液循环系统是机床的重要组成部分,工作液泵是工作液循环系统的核心部件。通过分析电火花成形加工对工作液循环系统的液位、液温、液压和工作液洁净度的控制要求,认为电火花成形加工过程中不应让工作液泵始终以额定压力和流量进行工作,而应根据加工工况适时调整工作液泵的压力和流量。通过分析工作液泵的结构和工作特性,认为采用电机变频控制方法来调整工作液泵的流量和压力是一种节能降噪、延长泵使用寿命的良好方法。在此基础上推出一种工作液泵频率可控的电火花成形机床工作液循环系统,该系统不仅节能降噪,还有利于工作液循环实现自动控制。
电火花成形机床;工作液泵;变频控制
电火花成形加工是在工作液(介质)内实施电极与工件之间的放电蚀除加工[1]。通常,电火花成形机床设有工作液槽和贮液箱。工作液槽用于放置工件,它是电极与工件实施放电蚀除加工的场所;在电火花加工时,工作液槽内注入工作液,当液面达到预定高度(一般高于工件上表面50 mm以上)时,电极与工件进行放电加工。贮液箱用于贮存工作液,体积是工作液槽的2~3倍,通常用工作液泵从贮液箱中抽取工作液,经过滤器过滤后送入工作液槽。机床开始工作时,工作液泵以大流量向工作液槽内输送工作液,使槽内液面快速上升到预定高度;在放电加工过程中,工作液泵连续地向工作液槽提供工作液,以保持工作液循环过滤和维持槽内的液面高度。
大多数电火花成形机床选择单级离心泵作为工作液泵,它具有体积小、重量轻、转速高、维修方
便、效率高等特点[2]。多数机床选择工作液泵的条件是:①保证3~5 min内能将工作液槽内的液面提升到最大高度。假设某机床工作液槽内腔长800 mm、宽500 mm、设计最高液位350 mm,则该机床选择工作液泵的额定流量应不小于40 L/min;②具有一定的出口压力。一般考虑工作液通过过滤器的压力损失为0.1 MPa,冲油压力为0.3 MPa,故大多数机床选择工作液泵的额定出口压力为0.4 MPa(或额定扬程40 m);③具有一定的自吸能力。通常,贮液箱高度不超过1 m,大多数机床的工作液泵安装在贮液箱盖板之上,泵需从贮液箱内抽取工作液,故工作液泵应有一定的吸程。
1 电火花机床工作液泵使用存在的问题
图1是一种单级离心泵的结构简图。其工作原理是:启动前,在泵体及吸入管内注满工作液,当电机带动叶轮高速旋转时,叶轮带动叶片间的液体一起旋转,在离心力作用下,液体从叶轮中心被抛到叶轮边缘,在叶轮边缘的高转速推动下,液体流速增加、动能增大、压力提高,并沿着排出管路被输送出去。与此同时,叶轮中心的进口处因液体的抛出而形成真空或低压,贮液箱中的工作液在大气压的作用下进入叶轮的中心进口。于是,旋转的叶轮连续不断地吸入和排出液体。

图1 离心泵结构简图
传统电火花成形加工是从机床开始工作到工件完成加工,工作液泵始终以额定流量和压力向工作液槽输送工作液,这种始终满负荷工作的工作液泵存在以下问题:
(1)工作液泵磨损快。离心泵是一种高转速泵,当叶轮始终高速旋转时,在强烈的离心力作用下,液体在从叶轮中心被抛到叶轮边缘的过程中与叶轮强烈摩擦,尤其当工作液中含杂质较多时,会使叶轮很快的磨损;另外,叶轮与泵体、叶轮与盖板等间隙处也易磨损,显然,工作液泵高速运转时间越长,工作液中杂质越多,这种磨损就越快、越严重。
(2)工作液过滤效果差。目前,大多数电火花成形机床用纸芯过滤器过滤工作液,如果流经过滤器的工作液压力高、流量大,则工作液来不及得到有效过滤,大量杂质将随着工作液循环被带回工作液槽;另外,工作液流量大,会使流回贮液箱内的工作液来不及沉淀和散热,导致大量细颗粒杂质始终悬浮在工作液中,且工作液散热也较困难。
(3)功耗多,噪声大。离心泵的流量与转速成正比,且转速与功耗的立方成正比。显然,流量越大,功耗越多,且功耗增加的速率比流量增长快得多。泵始终高速工作,不仅导致叶轮、旋转部件、密封部件等磨损加快,间隙增大,还会使泵的工作效率下降,易出现泄漏;泵的运转噪声也越来越大。
2 电火花成形对工作液的循环和过滤要求
电火花成形加工过程并不需要工作液泵始终以额定流量和压力向工作液槽提供工作液,只是在机床开始工作时,能使工作液泵以较大的流量向工作液槽提供工作液,使槽内工作液快速上升到预定的液面高度,从而减少机床辅助工作时间。而在放电加工过程中,只需工作液泵以一定流量向工作液槽连续提供工作液,以保持工作液循环过滤和维持槽内的液面高度。
电火花成形机床的放电加工时间远大于提升工作液槽内的液面达到设定高度的时间,即工作液泵提供循环补液过程的时间远大于工作液泵大流量供液过程的时间。因此,采用传统的工作液泵始终满负荷、大流量供液是不合适的,不仅浪费电能,降低工作液的过滤效果,还会引发工作液泵的强烈噪声,加快泵的磨损进程。
除了某些有特殊要求的电火花加工工艺外,一般的电火花成形加工对工作液循环系统需要控制的参数有液位、液温、液压和工作液洁净度。
(1)液位。电火花成形加工使用的工作液是以煤油为基体,尽管目前使用的专用电火花加工液的挥发性小、闪电高,但仍是可燃物,为避免引燃工作液,严禁在工作液与空气的接触界面上放电,必须保证电火花加工始终在工作液内进行。目前,电火花成形机床采用液位浮子监控液位,当工作液槽内的液位未达到预定高度,机床的高频电源不能开启;若加工过程中因泄漏等原因导致液位下降,一旦低于设定高度,液位浮子会立即关断高频电源,此时,应以最快的速度向工作液槽内补充工作液,以便快速恢复正常加工。
(2)液温。电火花放电加工会产生热量,尤其在
电火花粗加工时,大能量放电会使工作液槽内的工作液升温较快;而在中、精加工阶段,由于放电能量较小,工作液温升较慢。对于不同的加工面积和蚀除效率,所需的放电能量就不同,造成的工作液温升快慢也不同。电火花成形加工中,用工作液循环的方式带走放电加工产生的热量。当工作液温升较快时,应加大工作液槽内的工作液循环流量和流速;而温升较慢时,则可减少工作液循环流量。因此,可用温度传感器来监测液温,根据工作液槽内的液温状况,适时调整工作液泵的输送流量。
(3)液压。除了某些深、窄槽或深小孔的电火花加工需用高压冲液外,一般的模具或工件在电火花加工中有的不需冲液,有的即使需要冲液,其冲液压力要求也不高(0.3 MPa以下即可)。一些模具需用抽液方法进行排屑,多数机床的抽液装置是利用射流原理,由冲液产生负压来实现抽液(真空度不到-0.1 MPa)。在电火花加工中,使用冲、抽液的目的是及时排出加工区的蚀除物和热量,维持稳定加工,防止出现异常加工。若放电间隙中的冲、抽液压力过高或不均匀,会造成电极损耗不均匀,影响加工精度。多数模具或工件的加工过程中,即便使用冲、抽液,也不希望加工过程从始至终不停地冲、抽液,只是在排屑不畅,或产生“放炮”等异常状态时才需使用冲、抽液。如今,由计算机控制的电火花伺服加工,能很容易、很迅速地判定电火花加工放电间隙状态的优劣,可利用计算机对加工状态的判定结果,决定对加工区实施冲、抽液的时机。这样就能在需要冲、抽液时,调高工作液泵压力,而在其他时间让泵处于低压工作状态。
(4)工作液洁净度。电火花成形加工产生的蚀除物(杂质)一般由放电爆炸力,或借助抬刀、平动等电极与工件间的相对运动,或用冲、抽液方式抛出加工区,然后通过工作液循环带出工作液槽。仅靠循环和自然沉淀不足以达到工作液的洁净度要求,需用纸芯过滤器对工作液进行过滤。工作液的洁净程度对稳定加工状态、提高加工精度、降低被加工表面粗糙度值尤为重要。实验证明,在纸芯过滤面积确定的前提下,减小工作液通过纸芯的流速和压力,对提高纸芯过滤效果有利。因此,除了用更换工作液或纸芯的方法来改善工作液洁净度外,减小工作液穿越纸芯的压力和流量,也是一种提高工作液过滤效果的好方法。
3 工作液泵的工作特性分析
扬程H、流量Q、功率N、效率η是离心泵的主要性能参数,表示这些参数间关系的曲线被称为离心泵特性曲线。由于液体在离心泵叶轮内的流动情况复杂,目前尚无数学公式能精确计算离心泵的各项参数。因此,离心泵特性曲线需由实验进行测定和描述。不同型号或规格的离心泵特性曲线有所差异,即使型号和规格相同,由于泵的叶轮形状或尺寸差异,也会使特性曲线不一致。离心泵特性曲线还受工作液的物理特性影响。当工作液的粘度、洁净程度等发生变化时,泵的特性也随之改变。但不管使用哪一台离心泵或使用工况如何发生变化,其特性曲线的变化趋势基本相同。
图2是某离心泵性能测试原理图。通过变频器5可改变泵电机2的转速,得到不同转速条件下离心泵4的流量Q与扬程H的关系。
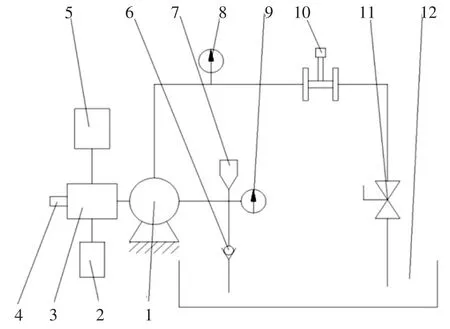
图2 离心泵性能测试原理图
图3是某离心泵经测试得到的3种转速条件下的流量Q与扬程H及效率η的关系曲线图。
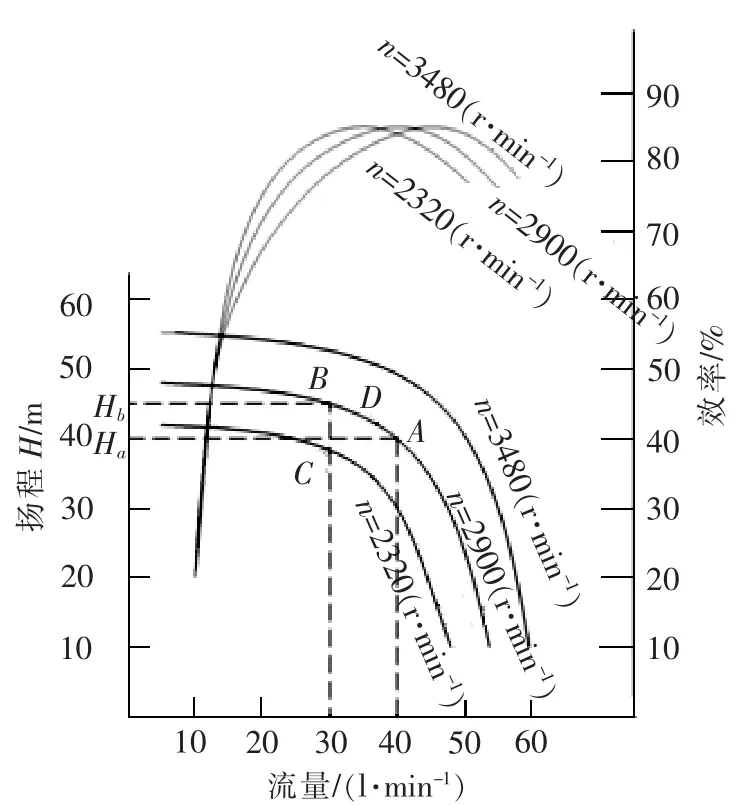
图3 不同转速时的流量与扬程及效率的关系曲线
被测离心泵的额定流量Q=40 L/min,额定扬程H=40 m,额定转速n=2900 r/min,额定功率为0.37 kW。其中,扬程H由式(1)计算得到,效率η由式(2)计算得到:
式中:H为扬程,m;P1、P2为泵的进、出口压强,由压力表、真空表给出,N/m2;Z1、Z2为泵的进、出口高度,当进、出口高度相近时,Z2-Z1=0,m;u1、u2为泵的进、出口流量,当泵的进、出口直径相等时,u1=u2,m3/s;ρ为工作液密度,kg/m3;g为重力加速度,m/s2;Q为流量,用流量计测得,m3/s;N为轴功率,按电机功率表测量值的94%计算。
由图3可见,离心泵在额定转速±10%范围内调整,泵的流量发生了改变,泵的工作效率仍较高,说明离心泵在额定工作频率±10%范围内调整,对其工作性能影响不大。在GB/T 3216-1989《离心泵、混流泵、轴流泵和旋涡泵试验方法》中规定,测试离心泵效率,转速相差可为额定值的±20%。
调整离心泵流量可用两种方法:一是泵的转速不变,用节流阀节流调整,节流后,在n=2900 r/min曲线上,泵的工作点由A点变到B点,其带来的压力损失为(Hb-Ha),这说明节流调整后,管路压力虽然提高,但有能量损耗;另一种方法是变频调速[3],变频器将泵的转速调整为n=2320 r/min,得到图3所示的工作点C,该方法理论上无能量损失,是一种节能调整流量的方法。
理论上,离心泵随工作频率调整,当转速为零时,流量才为零。但在实际使用中,当工作频率低于30~35 Hz时,多数离心泵的出液口已不能出液。分析原因为:①离心泵出液口与抽液口有高度差,该高度差需消耗能量,而在泵的性能测试时,这部分能量消耗被忽略;②离心泵出液受叶轮流道和管口阻力的影响,液体经叶轮流道、管口及管路需消耗能量;③离心泵实际工作点与理论曲线上的工作点存在差异,该差异往往是实际流量比计算流量小(实际工作点为图3所示的D点,而非A点),实际工作点与计算点存在能量计算差值。上述能耗或差值使泵消耗部分有用功,只有克服这些能耗后,离心泵才能正常出液,因此,离心泵的频率调整一般应高于35 Hz。
调整离心泵电机频率的同时,应相应改变输入电压,保持电压与频率的比值为常量,这可减少泵的电机磁通变化带来的不良影响。通常,电机定子电阻和漏抗上压降远小于定子电动势,电压与频率为额定值时,磁通也为额定值。若不改变电机输入电压,只改变频率,则电机会因磁通变化导致发热和负载能力下降。

4 工作液泵的变频控制
结合电火花加工对工作液槽的液位、液温、液压、工作液洁净度要求,以及离心泵用变频控制的节能优势,设计了一种电火花成形机床工作液循环控制系统,其工作原理见图4。
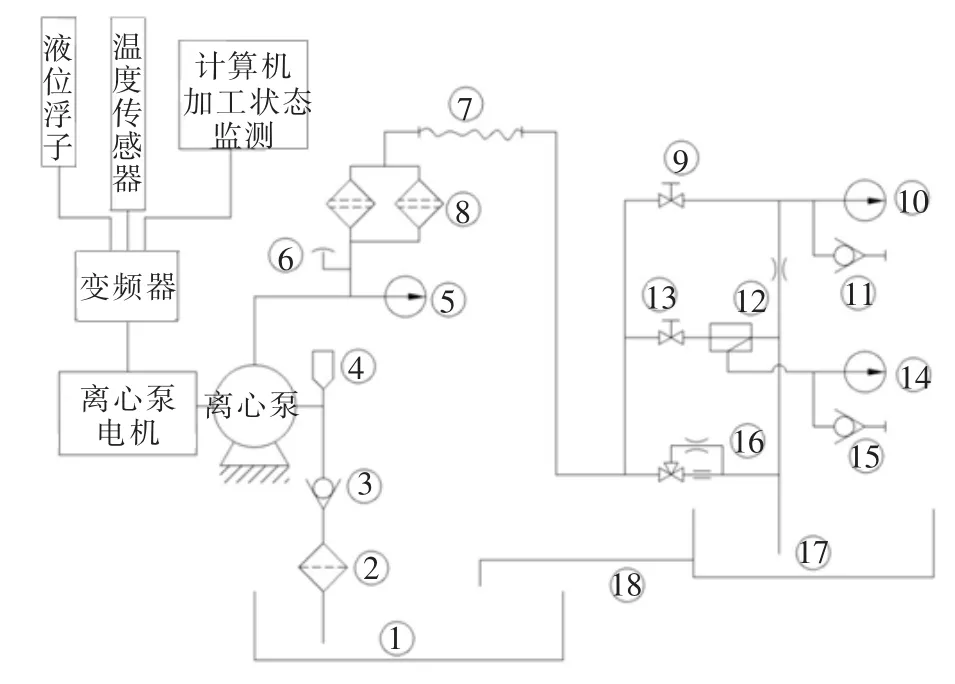
图4 电火花成形机床工作液循环系统工作原理图
在电火花成形机床开始工作时,变频器受液位浮子控制,工作液泵以额定频率(50~60 Hz)工作,并以额定流量向工作液槽快速输送工作液。当达到预定液位高度时,液位浮子将变频器切换到较低频率(通常调到35~45 Hz),此时,工作液泵以刚能克服纸芯阻力的压力向工作液槽输送工作液。这样,既节省了辅助工作时间,又能在工作液的循环补液阶段提高纸芯对工作液的过滤效果,进而减少循环补液流量,节约电能,降低离心泵的噪声。
当进行电火花粗加工或被加工工件的蚀除量较大时,温度传感器感应到工作液槽内的工作液温升快且达到预设的温度上限值时,温度传感器令变频器升高工作频率,工作液泵将加大供液流量,以提高工作液的循环速度(如果贮液箱上配备有工作液循环冷却装置,此时温度传感器令其开启);当温度回落到预设的温度下限值时,温度传感器令变频器恢复到液位浮子的设置状态。
计算机加工状态检测系统用于监视加工间隙的排屑情况和加工状态稳定与否。若出现积炭、排屑不畅或加工不稳定,计算机检测系统会立即升高工作液泵频率,以提高工作液压力,同时打开冲液阀,向加工间隙实施冲液;如需抽液,则迅速打开抽液阀进行抽液。
5 结论
(1)通过分析电火花成形加工对工作液系统的液位、液温、液压、工作液洁净度的要求可知,电火花成形加工过程中,需根据加工状态适时调整工作液泵的流量和压力。在液位未达到预定高度、液温超过预设的温度上限值、加工间隙内的杂质难以排出时,才应加大泵的供液流量或提高泵的工作压力。大量实践证明,在电火花成形加工过程中,大部分加工时间处于稳定的中、精加工状态,此时保持工作液泵处于低压、小流量供液更好。
(2)离心泵采用变频调速方式,可有效节约能源[4]。当离心泵的工作频率调整不低于泵电机额定频率的75%时,其流量、转速、扬程、功率等近似符合下列关系:
Study on Frequency Conversion Control Technology of Electrical-discharge Machines Working Liquid Pump
Ye Shuqiang,Cao Fengguo,Zhang Jiandong,Wang Youping
(Beijing Institute of Electro-machining,Beijing 100191,China)
The working liquid cycle system is an important component of the EDM machine.Liquid pump is the core component of the working liquid cycle system.Based on the analysis ofelectric discharge machining requirements on the working liquid level,temperature,pressure and liquid cleanliness,we known that the working liquid pump should not be allowed to work on consistent work pressure and flow,instead,it shall be processed in accordance with the operating conditions by adjusting pump pressure and flow.Through the analysis of the structure and working characteristic of working liquid pump,we considered that it was a kind of energy-saving,noise reduction and prolonging the service life of the pump methods that to use the motor frequency conversion control technology adjusting the working liquid pump flow and pressure.On the basis of previous research,this paper developed a working pump frequency controlled EDM working fluid circulation system,which is not only energy-saving and noise reduction,but also helps the working liquid circulation to achieve automatic control.
electrical-discharge machines;working liquid pump;frequency conversion control
TG661
A
1009-279X(2014)03-0013-04
2014-04-11
叶书强,男,1959年生,高级工程师。
猜你喜欢
湖北农机化(2020年4期)2020-07-24
水利与建筑工程学报(2019年6期)2020-01-08
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
三联生活周刊(2017年37期)2017-09-11
制造技术与机床(2017年4期)2017-06-22
科技创新与品牌(2017年3期)2017-04-27
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
科技视界(2012年8期)2012-08-15
