
喷油器体数控加工仿真研究
2014-04-13 09:15顾锋
机械设计与制造工程 2014年6期
顾 锋
(南通职业大学机械工程学院,江苏南通 226007)
数控技术及装备是发展新兴高技术产业和尖端工业(如信息技术及其产业,航空、航天等国防工业产业以及国家高端装备制造业)的实用技术和最基本的装备,并且已在当今世界机械制造行业得到广泛应用[1]。随着排放法规的日益严格和对燃油经济性要求的不断提高,对柴油机燃油喷射量和雾化质量的要求也越来越高。作为柴油机喷油系统中的核心部件之一的喷油器体,其工艺质量直接关系到柴油机的燃油经济性[2]。本文以6190柴油机喷油器体数控加工为例,按加工工艺分析→刀具选用→数控编程与仿真的工艺路线,详细说明喷油器体的加工过程,为中小企业提供技术指导。
1 喷油器体加工工艺分析
喷油器的任务是将高压燃油雾化并喷入燃烧室内,其加工质量的好坏直接影响柴油机的工作性能和燃烧效率。本文以6190柴油机喷油器核心零件喷油器体为研究对象,该零件主要由孔、外圆、倒角、内外螺纹和槽组成,如图1所示。零件材料为45号钢,并经正火、调质和表面淬火等热处理,具有中心韧性好、表面硬且耐磨、加工精度要求高等特点,加工时选择刀具与切削用量都应考虑到材料的性质。

图1 6190柴油机喷油器体零件示意图
a.选择毛坯。
锻件、铸件、型材等是数控车削加工中常用的毛坯。在车削零件中,轴类零件居多。轴类零件的毛坯一般有棒料与锻件两种。光轴和直径相差不大的阶梯轴一般以棒料为主;外圆直径相差较大的轴或重要的轴宜选用锻件。考虑到喷油器体要承受高压燃油(10MPa以上),因此一般选用锻件。
本文研究的喷油器体零件材料为45号钢,图形尺寸是φ38mm×136.5mm,所以毛坯尺寸取为φ40mm×140mm。
b.确定装夹方案。
利用三爪卡盘直接夹紧毛坯件一端,另一端用顶锥顶上(一夹一顶装夹方式),限制毛坯件5个自由度。
(1)三爪卡盘的三爪卡是同步运动的,可自动定心。装夹工件方便、省时,自动定心好,所以适用于装夹外形规则的中、小型回转体工件。三爪卡盘有手动与液压两种类型。
(2)一夹一顶装夹的目的是防止工件发生轴向位移,因此必须在卡盘内装一限位支撑或利用工件的台阶面作限位。该装夹方式刚性好、轴向定位准确,且比较安全,能承受较大的轴向切削力,因此应用广泛。
c.工艺路线设计。
在数控车床上,能够完成内外回转体表面或平面的车削、螺纹加工,以及经过回转轴线的孔或螺纹的钻孔、铰孔和攻丝等。相应的加工方法由零件表面的加工要求、整体结构特点及材料性质等因素确定[3]。
加工方法选择的原则[4]:(1)考虑每种加工方法的经济精度范围,要与加工表面的精度要求以及表面粗糙度要求相适应;(2)加工面的几何形状精度、表面位置精度的要求必须确保;(3)加工方法应与零件材料的可加工性相适应;(4)加工方法要与生产类型相适应;(5)加工方法应具有现实可行性,要综合考虑现有设备条件和工人技术水平。
根据上述原则,确定喷油体零件的加工方法和顺序如下(加工特征参见图1):
车零件右端面→钻孔 M10→车4.6×32.6槽→粗车右端外形→粗、精镗内孔M10→攻螺纹M12-6H→掉头装夹→加工左端面,保证总长度136.5→钻孔φ3、平铣φ12→粗、精车左端外形→车3 × φ25,2 × φ3.6,4.6 × φ30.6 三槽 → 加工外螺纹M27×1.5→加工侧孔。
此外还有一些辅助工序,主要包括:检验、清洗、去毛刺、倒棱边、涂防锈油和平衡等。其中检验工序是主要的辅助工序,是保证产品质量的关键之一,待粗加工结束后,会在精加工之前执行检验工序。
2 数控加工刀具选用
本文以零件的车削数控加工为研究重点。零件的车削包括:车端面、倒角、切槽、钻孔、加工螺纹。零件材料为45号钢,毛坯为φ40×φ140mm。文中数控系统为FANUC-OTD系统[5]。
选用的刀具及相关参数见表1,与加工内容相对应,共选用5把刀,1号刀为外圆车刀,2号刀为切槽刀,3号刀为外螺纹刀,4号刀为内螺纹刀,5号刀为内孔镗刀。为了保证加工精度,1,2,3,5号刀均选用硬质合金刀片。
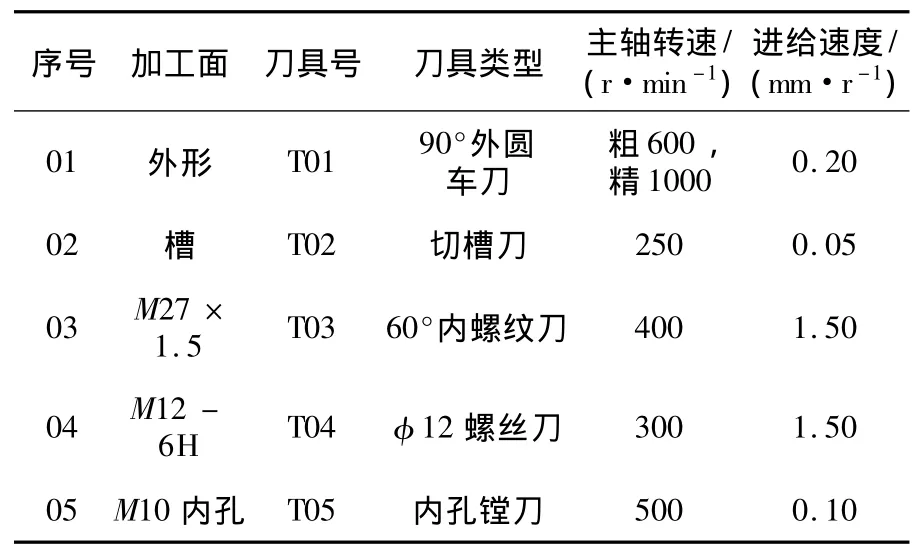
表1 所选刀具参数
3 数控加工仿真
由于本研究所有工序的加工内容在数控车床上就能完成,所以选用Yhcnc宇航数控仿真网络版的计算机仿真软件来进行仿真[6]。
具体步骤如下:

图2 仿真起始操作
步骤1,如图2所示,打开仿真软件FANUC-OTD,首先进行初始化设置,然后根据待加工零件选择合适的毛坯。
选择“工件操作”,并在工具栏中选择“工件大小”,然后根据提示完成对话框填写,点击“确定”,完成毛坯设置,如图3所示。

图3 毛坯设置
步骤2,由工艺分析选择合适的刀具并在刀架上安装。
如图4所示,选择“刀具库”,然后完成刀具的选择(如图5所示),刀架上成功添加所需刀具。

图4 刀具库管理
步骤3,添加加工程序。
选择“程序编辑”,添加所需程序号,在检查无误后保存。
步骤4,对刀与数控仿真加工。
(1)首先选择要对的刀具,然后在“机床操作”中选择对刀,打开刀具补偿表,输入相应的刀具补偿值,对刀界面如图6所示。

图5 刀具添加

图6 对刀界面
(2)选择自动加工,点击“自动”选项,选择“循环启动”,此时程序自动运行。
零件的加工步骤必须与仿真保持一致。如图7所示,加工过程为:选择刀具→开机→初始化→编制程序→保存→工件装夹→安装刀具→对刀→输入刀补→自动加工→零件检测。在数控加工过程中,需注意相关事项,这样才能确保加工的可靠性。
此外,零件需要进行几项检测:(1)外径检测;(2)内孔检测;(3)螺纹检测。对于外径和内孔检测,需要注意所选测量工具对精度的影响问题;对于螺纹检测,应选用与待检螺纹相匹配的标准螺母。
4 结束语
本文针对目前柴油机燃油系统中非常重要的喷油器体的数控加工,通过分析其加工工艺,确定其加工刀具及相关加工参数,并基于Yhcnc仿真加工软件对其进行了数控加工仿真。通过加工仿真,可在喷油器正式投入数控加工前,检验加工程序的正确性与合理性,并在提高工艺质量的同时,避免不必要的数控机床损害、制造返工与加工浪费;另一方面,通过仿真也可以预测可能的加工事故与风险,有利于管理者提前做好规避事故与风险的决策。

图7 数控加工仿真过程示意图
[1] 张雅琼.数控系统及其技术发展趋势[J].数字技术与应用,2010(6):161-162.
[2] 唐霞,谢利民.典型零件在数控加工中心上的加工[J].机床与液压,2011,39(16):38 -40.
[3] 李翠翘,李建政.零件机械加工工艺设计原则的探讨[J].机械研究与应用,2005,18(5):67-68.
[4] 李斌.基于Solid Works机加工工艺规程工序图自动生成的研究[D].郑州:郑州大学,2011.
[5] 陈成.FANUCOi系统数控车床的宏程序编制[J].广西轻工业,2009,25(8):33-34.
[6] LONG Y,ZHU C,SHENG D.Research and implement of open CNC system[J].Ordnance Industry Automation,2003(1):10-11.
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年12期)2018-12-23
汽车维护与修理(2018年9期)2018-10-31
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
湖北农机化(2017年3期)2017-02-25
