基于VBHF的差厚激光拼焊圆筒件成形仿真研究
2014-05-12 07:57王金轮兰凤崇
深圳大学学报(理工版) 2014年3期
王金轮,兰凤崇
1)深圳大学机电与控制工程学院,深圳 518060;2)华南理工大学机械与汽车工程学院,广州 510640
基于VBHF的差厚激光拼焊圆筒件成形仿真研究
王金轮1,兰凤崇2
1)深圳大学机电与控制工程学院,深圳 518060;2)华南理工大学机械与汽车工程学院,广州 510640
为研究变压边力对差厚拼焊板成形性能的影响,以差厚拼焊圆筒形件为例,设计2种随位置、行程不同的变压边力方案,得到了差厚激光拼焊圆筒形件的成形极限深度、焊缝移动量、破裂危险点处应变路径及焊缝两侧应变分布的变化情况.研究表明,薄、厚侧压边力的大小和分布对破裂危险点应变路径和安全裕度的影响很大,合理的变压边力分布可以调节焊缝两侧材料变形的均匀性,提高成形极限深度;通过变压边力技术可以控制薄侧破裂危险点的应变路径由拉压应变状态向双向拉伸应变状态过渡,从而调节破裂失效的位置,有效提高差厚激光拼焊圆筒件的冲压成形性能.
金属压力加工;变压边力;激光拼焊板;成形性能;焊缝;应变路径;应变分布
1 研究背景
变压边力是指在薄板成形过程中,压边力大小随压边圈或凸模位置、行程而发生变化,是一种提高板料成形能力的简单有效的控制手段,可以延迟或消除成形过程中的起皱、破裂和回弹等缺陷[1-2].随着汽车轻量化水平的不断提高,新材料 (如高强度钢板)、新工艺 (如激光拼焊)等在车身上的使用量逐渐增多,导致板料成形性能下降、回弹量大等诸多问题,传统的恒定压边力控制难以获得满意的冲压件质量[3-4].因此变压边力技术逐渐成为国内外学者研究的热点.官英平等[5]采用数值模拟技术,研究了变压边力对差厚拼焊板方盒形件成形质量的影响,结果表明,可以通过调整焊缝两侧板料压边力的大小提高拼焊板方盒形件的成形质量;李云涛等[6]采用杯突试验,研究了6061铝合金拼焊板的成形性能,得到了数值模拟结果与实验结果基本一致的结论,并指出在模拟中可以忽略焊缝类型仅考虑其位置;Srirat等[7]利用序列近似优化方法对拼焊板方盒形件压边圈形状及压边间隙进行了研究,发现序列近似优化方法在提高冲压件成形质量方面效果显著.
变压边力控制可以通过多点变压边力液压压力机或者数控伺服驱动方式实现.前者采用多个液压缸调节压边圈各部分的压边力,每一个液压缸上安装高度自动调节装置和压力传感器,根据各液压缸的压力,由设定的程序自动调整顶杆高度,实现压边力随位置、行程的改变;后者通过传感器检测拉伸成形的瞬间位置和实际压边力大小并反馈给计算机,比较实际压边力与理想压边力,将压边力调整信号传送至伺服电机,由伺服电机带动执行机构完成对压边力的调节与控制[8].
对于不同材料匹配下高强度拼焊板的成形性能来说,随着两侧基板厚度比、强度比的不断增大,焊缝两侧板料的流动性能差异变大,导致在拼焊板冲压成形过程中不同位置、不同时期板料对压边力的大小要求不同[9].而传统压力机冲压过程中,压边力一般为恒定值,不能随位置和凸模行程而改变,导致拼焊板两侧板料流动不均匀,从而制约了板料的成形能力,影响着冲压件的尺寸精度.但针对不同变压边力的控制效果而言,迄今研究尚无一个清楚而系统的结论,这主要由所用毛坯、模具尺寸及加载历史或变形路径等复杂因素差异的影响所致.本研究采用板料成形商业软件Dynaform研究随位置/行程不同的变压边力对拼焊板成形极限深度、焊缝移动量、破裂点处应变路径及焊缝两侧应变分布的影响规律,探索提高激光拼焊板成形性能的途径,为车身覆盖件的实际冲压生产工艺提供指导.
2 有限元模型及变压边力设计
拼焊板圆筒形件有限元模型如图1.模型既有筒壁直边部分的拉延,又有底平面及圆角部分的拉延,可用来模拟单拉应变状态、平面应变状态和双拉应变状态等.考虑到大部分车身覆盖件的弯曲半径范围,本例取凸模直径D=100 mm,高h=62.5 mm,圆角半径R=24 mm;凹模圆角半径r=10 mm;由于拼焊板薄、厚两侧板材存在厚度差,为兼顾薄、厚两侧模具间隙不一致的问题,模具间隙Δ=1.2 mm.初始板料形状为圆形,半径为90 mm,薄、厚两侧基板厚度分别为0.8和1.2 mm,材料均为B180H1,焊缝位置在圆筒形件中心,考虑焊缝位置,忽略焊缝类型,焊缝和热影响区采用一排刚性焊点单元连接处理,焊缝宽度取1 mm[10-11].厚板和薄板厚度差用中面偏差模拟,考虑弯矩影响,但忽略焊缝几何形状和材料本构模型的影响.______

图1 差厚拼焊板成形有限元模型Fig.1 (Color online)Finite element model of TWB
设计了2种随位置不同的变压边力方案,方案1为保持厚侧压边圈压边力100 kN不变,薄侧板料压边力从60 kN渐增到100 kN,每次增加10 kN,计算危险点处应变路径的变化和焊缝移动情况;方案2为保持薄侧压边圈压边力100 kN不变,厚侧板料压边力从100 kN渐增到140 kN,每次增加10 kN,计算危险点处应变路径的变化和焊缝移动情况.
随行程变化的变压边力主要有台阶式、V形式和渐变式3种,如图2.其中,台阶式是指薄、厚侧压边力在前一阶段保持恒定值50 kN,后一阶段为100 kN;V形式是指薄、厚侧压边力在前一阶段从100 kN渐减到50 kN,后一阶段又渐增到100 kN;渐变式是指薄、厚侧压边力从50 kN渐增到100 kN.各种情况下的压边力均值均为75 kN,压边力变化时刻对应于凸模总行程的50%.

图2 3种随行程变化的变压边力形式Fig.2 Three kinds of VBHF change with the trip
3 不同位置下的变压边力
3.1 成形极限深度的变化
方案1和方案2厚、薄两侧不同压边力分布时的成形极限深度如图3所示.方案1中厚侧压边力恒定时,随着薄侧压边力的增大,拼焊板的成形极限深度逐渐减小,即薄、厚侧的压边力差值越大,成形极限深度越大;方案2中薄侧压边力恒定时,随着厚侧压边力的增大,成形极限深度亦呈减小趋势,但厚、薄侧的压边力差值越大,成形极限深度越小.说明厚侧压边力设置的比薄侧小时,厚侧板料流动阻力小,使厚、薄两侧材料的流动比较均匀,成形极限深度有极大提高.这种情况是由于较小的厚侧压边力扩大了引起焊缝移动的厚侧材料变形区域,使更多的厚侧材料共同参与抵抗薄侧材料的变形减薄,亦即将薄侧所需承担的变形分散到更广的区域,缓解了薄侧材料应变的集中.在实际生产中,可以采用分块压边圈,利用液压缸或伺服电机分别控制作用在薄、厚侧压边圈上的压边力,达到厚侧压边力比薄侧小的目的.

图3 不同压边力分布时成形极限深度Fig.3 Forming limit depth of different VBHF
3.2 焊缝移动量的变化
图4为方案1拼焊板圆筒形件不同薄、厚侧压边力分布时的焊缝移动量,规定焊缝向厚侧移动为正值,向薄侧移动为负值.从图中可见,随位置不同的变压边力对焊缝移动量的影响较大.方案1中厚侧压边力恒定时,随薄侧压边力的增大,拼焊板圆筒形件底部焊缝移动量渐小,法兰边焊缝的反向移动量渐大,而且压边力分布对成形件底部焊缝移动量的影响更显著;方案2中薄侧压边力恒定时,显示的焊缝移动规律相反,即随厚侧压边力的增大,拼焊板圆筒形件底部焊缝移动量渐大,法兰边焊缝的反向移动量渐小,而且压边力分布对法兰区焊缝移动量的影响更显著.
对比图3(a)与图4(a)发现,焊缝移动量越大,成形极限深度越大;但图3(b)与图4(b)的对比又显示,厚、薄侧压边力分别为140和100 kN时的焊缝移动量最大,而其成形极限深度却最小.所以焊缝移动量与拼焊板的成形极限深度之间没有必然联系.在一定范围内,当薄侧压边力小于厚侧压边力时,两侧压边力差异越大,焊缝移动量越大,成形极限深度越大;当厚侧压边力小于薄侧压边力时,两侧压边力差异越大,焊缝移动量越小,成形极限深度越大.这个“一定范围”是指薄、厚两侧压边力的差异要与两侧板料流动难易的差异相匹配.

图4 薄、厚侧不同压边力分布时的焊缝移动量Fig.4 (Color online)Weld-line movement with different schemes
3.3 应变路径的变化
图5为方案1中薄、厚侧变压边力作用下,薄侧焊缝处破裂点和薄侧圆角处潜在危险点的应变路径变化情况,方案2情况与方案1类似.由图5(a)可以看出,随着薄侧压边力的增大,薄侧焊缝处破裂点的应变路径更加趋近平面应变状态,达到破裂极限的应变路径较短,首先出现破裂缺陷.除薄侧焊缝处容易破裂外,在凸模圆角较小或成形件形状复杂的情况下,薄侧圆角处也是潜在的危险点.图5(b)显示薄侧圆角潜在危险点的应变路径分为两个阶段,第1阶段为拉压状态,第2阶段偏双拉而趋近平面应变状态,且随着薄侧压边力的减小,等双向拉伸应变状态更加明显,材料达到破裂极限的应变路径较长,表现为成形极限深度较大,如薄、厚侧压边力分别为60和100 kN时的极限应变路径,比薄、厚侧压边力分别为100和100 kN时的极限应变路径长,前者的成形极限深度比后者大,如图3(a).

图5 薄、厚侧不同压边力分布时的应变路径Fig.5 (Color online)Strain path with different VBHF schemes
对于随位置不同变压边力的拼焊板冲压成形,通过减小薄侧或厚侧压边力,可以控制薄侧焊缝和圆角处危险点的应变路径,使其达到破裂的极限应变值增大,应变路径变长,延迟了破裂缺陷的产生,特别是厚侧压边力比薄侧压边力小时,拼焊板两侧材料的流动比较均匀,成形性能将有明显提高.
3.4 主应变分布的变化
在圆筒形件底部中心沿垂直焊缝的方向取一系列单元,如图6所示.不同压边力情况时,焊缝两侧主应变分布的变化情况如图7所示,从模拟结果可以看出,薄、厚两侧各出现一个主应变峰值,其中,薄侧的主应变峰值靠近焊缝位置,距离焊缝中心大约5 mm;厚侧的主应变峰值远离焊缝位置,且比薄侧主应变峰值小得多.主应变最小值出现在厚侧靠近焊缝处,这是由于厚侧板料抵抗变形的能力较薄侧强,应变被分散到了附近薄侧区域.变压边力对焊缝两侧主应变分布的影响比较明显,特别是对薄侧焊缝附近的主应变峰值影响非常显著.当薄侧或厚侧施加的压边力超过一定值时,薄侧板料的应变集中最终会导致超过极限应变而发生破裂.

图6 薄、厚侧单元的选取Fig.6 (Color online)Element selected at the thin/thick side
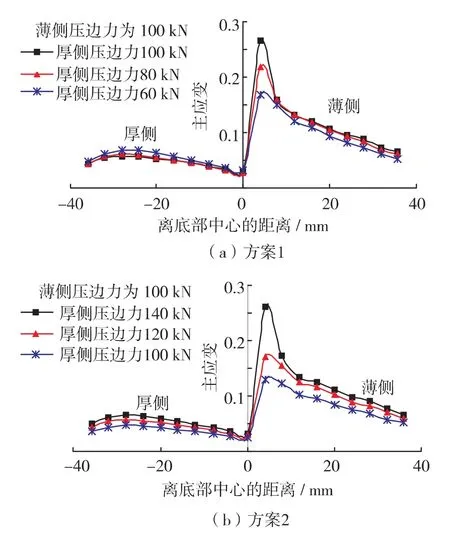
图7 薄、厚侧不同压边力分布时底部焊缝两侧主应变分布的变化情况Fig.7 (Color online)Major strain distribution with different VBHF schemes
4 不同行程下的变压边力
图8为不同变压边力加载形式下危险点应变路径的变化趋势.图中单元8是薄侧底部靠近焊缝处危险点的应变路径,单元15是薄侧圆角靠近焊缝处危险点的应变路径.可见底部焊缝危险点处是线性应变路径,应变状态偏双拉而逼近平面应变状态;圆角处危险点的应变路径随行程的变化可分为两个阶段,第1阶段为线性拉压应变状态,第2阶段有向双向拉伸应变状态转化的趋势,且应变路径为近似双线性.单元15的成形安全裕度要比单元8大得多,因此首先破裂的位置在单元8对应的薄侧底部焊缝处.从图8(a)和(b)可以看出,单元8与15两处危险点的应变路径有一个共同点,即3种形式变压边力下的应变路径在凸模行程前期是基本重合的,表明凸模行程前期压边力的形式、大小对拼焊板成形性的影响很小.另一方面,V形式和渐变式变压边力对两处应变路径的影响基本一致,而台阶式的影响较大,表现为台阶式压边力下的应变较大,成形安全裕度较小,更容易出现破裂缺陷.随行程变化的3种压边力形式下的成形极限深度大小关系为:台阶式<V形式<渐变式.
3种随行程不同的变压边力情况下,拼焊板料均未出现破裂缺陷,但台阶式变压边力作用下单元的应变比V形式和渐变式大,材料变形中的塑性变形较大,这将使模具移除后板料的回弹较小,零件形状精度较高,即在不发生破裂的前提下,台阶式变压边力对零件拉延后的回弹有利.

图8 不同行程变压边力形式对应变路径的影响Fig.8 (Color online)Effects of three kinds of stroke-VBHF form on the strain path
结 语
综上研究表明:① 拼焊板成形极限深度与焊缝移动量之间没有必然的联系;②薄侧焊缝处和圆角处危险点的应变路径随压边力的变化有较大差别,焊缝处危险点的应变路径接近平面应变状态,最先出现破裂缺陷;凸模圆角处危险点的应变路径为从拉压状态向双向拉伸状态转变的分段应变路径;③由于薄、厚两侧板料抵抗变形的能力不同,随着薄侧或厚侧压边力的增加,主应变峰值出现在薄侧板料靠近焊缝处,薄侧板料的应变集中最终会导致破裂缺陷的产生;④台阶式变压边力对激光拼焊板成形性能的影响比V形式和渐变式大,板料容易出现破裂缺陷,但零件拉延切边后的回弹较小.
/References:
[1]Mao Huajie,Chen Rongchuang,Hua Lin,et al.The optimization of welded blanks drawing technology based on BPGA [J].Journal of Plasticity Engineering,2011,18(3):48-52.(in Chinese)
毛华杰,陈荣创,华 林,等.基于BP-GA的拼焊板拉伸成形工艺优化 [J].塑性工程学报,2011,18(3):48-52.
[2]Chen Shuwan,Jiang Min,Zhan Yanran,et a1.Formability window of TRIP600 high strength steel sheet at variable blank-holder force[J].Forging and Stamping Technology,2013,38(4):124-130.(in Chinese)
陈淑婉,蒋 敏,詹艳然,等.变压边力下TRIP600高强度钢板的成形窗口 [J].锻压技术,2013,38(4):124-130.
[3]Tommerup S,Endelt B.Experimental verification of a deep drawing tool system for adaptive blank holder pressure distribution[J].Journal of Materials Processing Technology,2012,212(11):2529-2540.
[4]Wang Chunyan,Zhao Wanzhong,Sun Peikun,et al.Research on robust control strategy for variable BHF of TWBs part[J].China Mechanical Engineering,2012,23(6):729-732.(in Chinese)
王春燕,赵万忠,孙培坤,等.拼焊板零件变压边力鲁棒控制策略研究 [J].中国机械工程,2012,23(6):729-732.
[5]Guan Yingping,Liu Ruiguang,Ma Xiangdong,et a1.Effect of variable blank holder force on deep drawing quality in square box of tailor-welded blank with different thickness[J].Journal of Yanshan University,2012,36(5):393-397.(in Chinese)
官英平,刘瑞光,马向东,等.变压边力对差厚拼焊板方盒形件拉伸成形质量的影响 [J].燕山大学学报,2012,36(5):393-397.
[6]Li Yuntao,Yin Bo,Sun Wenqiang,et al.Research on the formability of aluminum alloy 6061 and Erichsen test of tailor-welded blank[J].Welding Technology,2013,42(1):10-13.(in Chinese)
李云涛,尹 博,孙文强,等.6061铝合金及其激光拼焊薄板杯突成形性能研究 [J].焊接技术,2013,42(1):10-13.
[7]Srirat J,Yamazaki K,Kitayama S.Optimization of segmented blank holder shape and its variable blank holder gap in deep-drawing process[J].Journal of Advanced Mechanical Design Systems and Manufacturing,2012,6(4):420-431.
[8]Wang Wurong,Chen Guanlong,Lin Zhongqin,et al.A new strategy for the optimization of variable blank holder force in sheet metal forming[J].Journal of Plasticity Engineering,2007,14(1):102-108.(in Chinese)
王武荣,陈关龙,林忠钦,等.板料成形中的新型可控压边力技术研究 [J].塑性工程学报,2007,14(1):102-108.
[9]Jiang Yinfang,Zhang Yongkang,Zhu Yuanyou,et a1.Failure analysis of tailor welded blanks square box in forming on blank holder force[J].Heat Treatment of Metals,2007,32(z1):290-294.(in Chinese)
姜银方,张永康,朱元右,等.基于变压边力的拼焊板方盒形件成形失效分析 [J].金属热处理,2007,32(z1):290-294.
[10]Lin Jianping,Hu Qiaosheng,Wu Yejia,et a1.Investigation on the ways of simulation treatment for the welding joint of tailor welded blanks[J].Journal of Plasticity Engineering,2009,16(6):113-118.(in Chinese)
林建平,胡巧声,邬晔佳,等.激光拼焊板焊缝仿真处理方式研究[J].塑性工程学报,2009,16(6):113-118.
[11]Li J,Nayak S S,Biro E.Effects of weld line position and geometry on the formability of laser welded high strength low alloy and dual-phase steel blanks[J].Materials and Design,2013,52:757-766.
2014-01-13;
2014-04-17
Influence of variable blank holder force on the formability of tailor-welded blank
with different thickness
Wang Jinlun1and Lan Fengchong2†
1)College of Mechatronics and Control Engineering,Shenzhen University,Shenzhen 518060,P.R.China
2)School of Mechanical and Automotive Engineering,South China University of Technology,Guangzhou 510640,P.R.China
To study the influence of variable blank holder forces on the formability of tailor-welded blank(TWB),cylinder-shaped parts with different thicknesses were used,and two kinds of variable blank holder force(VBHF)control schemes were designed.The forming limit depth,weld-line movement,strain path variations near the fracture zone and strain distribution changes across the weld-line were obtained.The results show that there is no inevitable connection between the forming limit depth and the amount of weld-line movement;the strain path of fracture zone near the weld-line is close to the plane strain state,while the strain path of the punch fillet is a segmented strain state which changes from a tension and compression state to a biaxial stretching state;with the increase of BHF on the thinner/thicker side,the strain concentration of thinner side will avoid the generation of rupture defects eventually.
metal pressure working;variable blank holder force;tailor-welded blank;formability;weld-line;strain path;strain distribution
TG 386.3+2
A
10.3724/SP.J.1249.2014.03233
Foundation:National“Twelfth Five-Year”Plan for Science & Technology(2011BAG03B02);Natural Science Foundation of Shenzhen University(00035695)
†
Professor Lan Fengchong.E-mail:fclan@scut.edu.cn
:Wang Jinlun,Lan Fengchong.Influence of variable blank holder force on the formability of tailor-welded blank with different thickness [J].Journal of Shenzhen University Science and Engineering,2014,31(3):233-238.(in Chinese)
国家“十二五”科技支撑计划项目 (2011BAG03B02);深圳大学科研基金面上资助项目 (00035695)
王金轮 (1984—),男 (汉族),山东省潍坊市人,深圳大学讲师、博士.E-mail:wangjl84@szu.edu.cn
引 文:王金轮,兰凤崇.基于VBHF的差厚激光拼焊圆筒件成形仿真研究[J].深圳大学学报理工版,2014,31(3):233-238.
【中文责编:坪 梓;英文责编:海 潮】
猜你喜欢
当代化工研究(2022年3期)2023-01-18
电气技术(2022年4期)2022-04-28
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
制造技术与机床(2018年8期)2018-10-09
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2017年14期)2017-08-01
电源技术(2015年5期)2015-08-22
电测与仪表(2015年5期)2015-04-09
锻压装备与制造技术(2013年5期)2013-08-16