HRB 400E热轧带肋钢筋负差率控制实践
2014-10-12 13:09供稿葛亚东GEYadong
金属世界 2014年5期
供稿|葛亚东 / GE Ya-dong
热轧带肋钢筋是我国目前房屋建筑和土木工程钢筋混凝土结构的主要原料,广泛用于高层建筑、桥梁、公路等诸多领域。由于GBl499—2007标准规定,热轧带肋钢筋可按实际重量或理论重量交货,各螺纹钢生产企业均采用负偏差轧制技术。负偏差轧制就是钢筋按标准规定的负偏差尺寸要求进行组织生产,充分发挥钢材的潜力,节约金属,并能够促进企业提高管理水平和轧钢生产的技术水平。随着近年来钢铁市场形势日益严峻,各钢铁企业生产成本都有了大幅降低,企业间的竞争日益激烈。为了在激烈的市场竞争中占有一席之地,在保证产品质量的前提下,研究提高热轧帯肋钢筋负差率及负差稳定率就成为生产企业节约成本、推销产品、最大限度满足用户需要、获取经济效益的有效途径和重要手段。
热轧带肋钢筋的生产
生产现状
一直以来,唐山钢铁公司螺纹钢筋生产为了确保钢材质量,获得较为充足的性能过剩能力,负差率控制较小,钢筋负差率一般按照表1范围进行生产控制。但由于负差率控制较小,中间商获取利润的空间有限,负差率控制成为唐钢螺纹钢筋产品扩展市场、产品销售的阻碍。2014年2月份,随着集团公司及周边各钢铁企业按照理论交货政策的出台,负差率控制水平的高低,将直接反应出生产企业的成本控制水平、管理水平及市场竞争力。提高负差率及负差稳定率的工作势在必行,为此,对按原规定生产的产品进行性能和负差率历史数据统计分析(汇总结果见表2),进行提高热轧帯肋钢筋负差率及负差稳定率的生产实践。
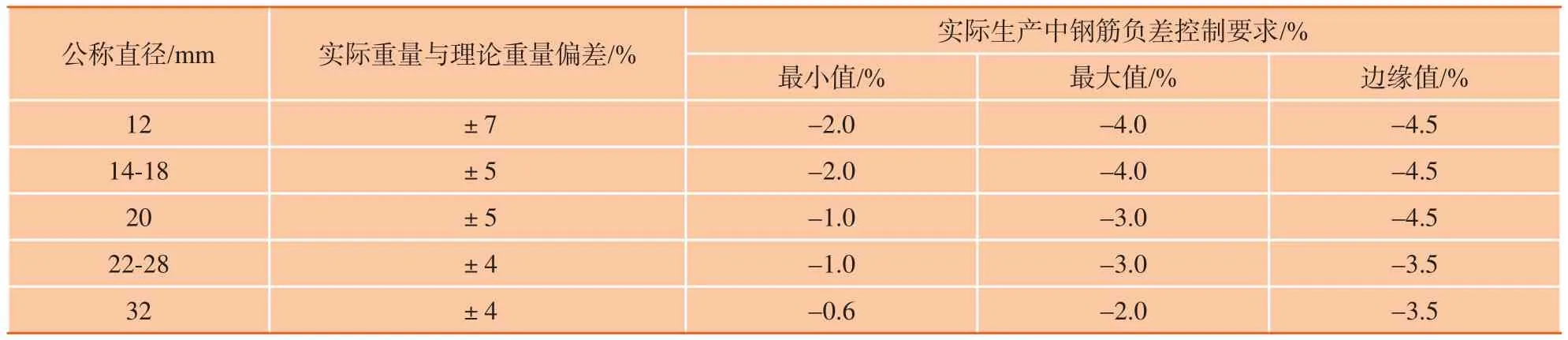
表1 唐钢HRB400钢筋负差率控制要求
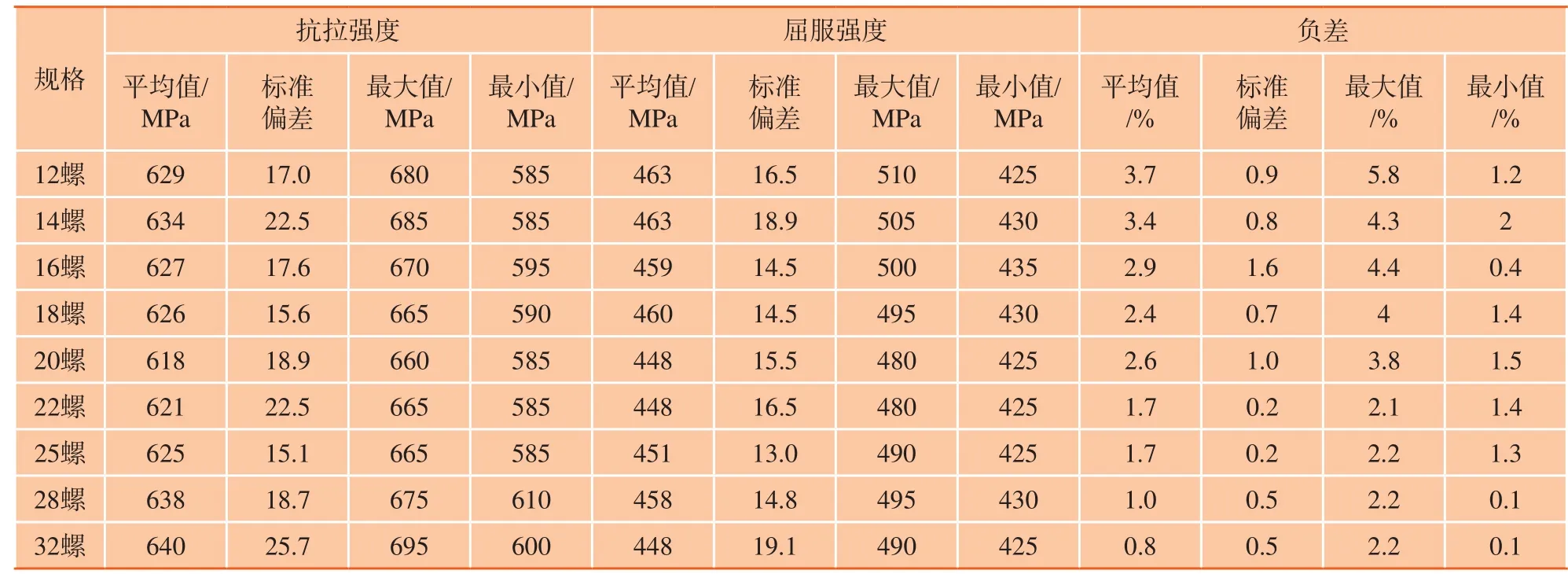
表2 唐钢HRB400钢筋的性能和负差率的生产现状
负差率与钢筋力学性能的关系
由于标准GB1499—2007规定,计算钢筋强度采用公称截面面积。对于负偏差轧制的钢筋,其实际截面面积小于公称截面面积,计算强度值小于钢筋实际应力值,所以在其他条件不变的情况下,仅从计算方法上,强度值的减少与试样的重量偏差有如下关系:

式中,△σ为强度值与试样实际应力值的差值;σ为试样实际应力值。
由式(1)可看出,如果HRB400E钢筋负差率提高2%~4%,抗拉强度降低约12~30 MPa,而屈服点降低约9~18 MPa。
由此可以看出,唐钢按照原负差要求轧制的HRB400E钢筋,力学性能仍有较大的富余量,有通过提高负差率优化成本的空间。另外,性能波动和负差稳定率仍需要进行改进优化。
提高负差率的措施
明确目标范围
根据原负差控制范围生产产品力学性能过剩情况、负差大小情况,对各个规格负差控制范围值进行适当调整。同时,考虑原负差轧制控制要求是范围控制,各生产班、调整工对范围的理解不同,造成不同班次、不同调整工实际控制负差波动较大。为此,将负差控制要求范围缩小,并设立目标控制值(见表3),使得各班、各调整工在负差调整时,有着相同的、明确的目标值,再完善相应的监控机制和考核办法,提高负差率及负差稳定率。
合理设计成品孔型各部分尺寸
钢筋的断面尺寸由内圆截面、纵肋截面和横肋截面3部分组成,是决定负差率的最直接因素,合理设计成品孔型是提高负差率的有效手段。根据国标GB1499—2007要求,结合原有生产工艺情况及其他道次尽可能多的孔型共用,对成品孔型进行了相应的修改,将带有扩张半径的原成品孔型去掉扩张半径,从而缩小内圆面积。以20螺为例,设计前后成品构型尺寸差异如图1所示。另外,在横肋方面,将横肋斜角α角由原来的45°改为50°,同时,针对个别规格,横肋间距略有调整增加。
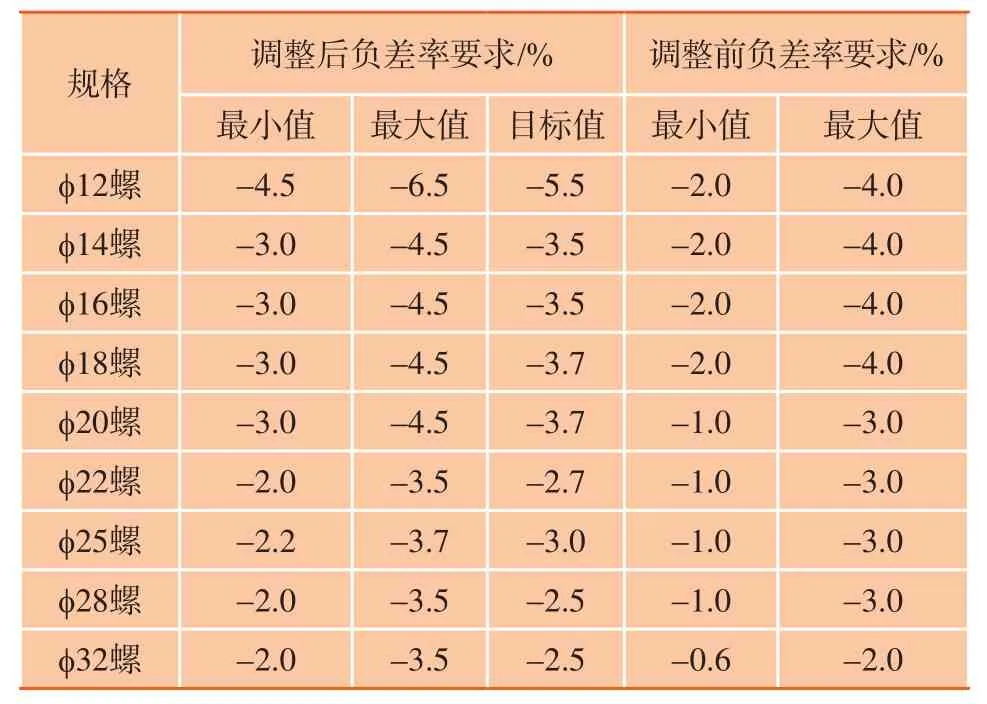
表3 负差率控制范围及目标值
通过对各规格尺寸的调整,对内圆截面、纵肋截面、横肋截面同时造成影响,使得负差率增加2%左右。最后,在生产过程中,根据轧槽磨损情况、负差率稳定情况,对轧机压下调整坚持勤调整、少量调的原则,使负差率控制稳定在一个极小的高标准范围内。
严格控制化学成分

图1 20螺成品孔型修改前后对比
化学成分是影响螺纹钢筋产品性能的最主要因素,若成分波动较大,则可能产品性能不合。因此,根据生产实际,适当调整钢的化学成分,合理控制C、Mi、Si的含量,提高成分的均匀性,确保在负差率控制稳定的情况,化学成分波动对产品性能的影响,不会造成废品的产生。
炉温控制
严格执行连铸坯热送热装制度,与冷装相比,不仅降低了加热炉燃耗,而且减少了钢坯重结晶过程,使成品的性能在较大的负差范围内都能得到保证。同时,严格控制开轧温度、断面温度均匀性,以保证轧制过程中的温度均匀性,减少温度对生产过程中产品性能及负差率的影响。
提高轧槽加工精度和控制轧槽吨位
负差轧制对各架次的轧件尺寸精度要求较高,在其他条件不变的情况下,负差值会随着轧槽的磨损逐渐减小、转变为正差。为了能够保持高负差率及高负差稳定率水平轧制,要求提高轧槽加工精度的同时,采取改进轧辊材质,调整轧辊加工工艺等措施来提高轧槽吨位,减缓轧辊磨损,以保证轧件尺寸精度,同时还有利于降低职工劳动强度。
提高冷剪剪切质量及计数精准度
通过严格要求冷剪剪刃间隙,定时更换剪刃等管理办法,减少因冷剪剪切质量不好而造成定尺钢长短不一;加强对冷剪设备的维护,解决冷剪压辊震动大、不易调正、冷剪二次剪切不准等问题,将冷剪对负差率的影响降低到最小。同时,提高计数工作的准确性,杜绝因计数不准而出现负差波动的事故发生。
结语
综合采取以上措施后,螺纹钢筋产品负差率取得了满意效果。按照唐钢两条棒材生产线200万t的生产水平计数,通过提高2%的负差,可节约金属量4万t,经济效益可观。同时螺纹钢筋负差率及负差稳定率的提高,使得成品内径尺寸控制范围缩小,生产难度增加,操作变得复杂,这也促进了螺纹钢生产厂工艺水平和管理水平的提高。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
China’s foreign Trade(2021年6期)2021-12-26
建材发展导向(2021年20期)2021-11-20
天津诗人(2020年2期)2020-11-18
世界热带农业信息(2017年5期)2017-10-23
红领巾·探索(2017年8期)2017-08-04
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
世界热带农业信息(2017年3期)2017-07-13
汽车与新动力(2017年3期)2017-06-29