
应用计算机技术开发卫生陶瓷新产品*
2014-10-19 13:07姬钢
陶瓷 2014年5期
姬 钢
(兆峰陶瓷(北京)洁具有限公司 北京 100023)
1 两种卫生陶瓷新产品开发技术的比较
长期以来,卫生陶瓷新产品开发都采用手工技术制作石膏模具的方法来进行,其工艺流程如下:

因为手工操作流程复杂,对人的经验技艺依赖性强,往往不能一次试烧合格,所以一个新产品的开发往往需要3~5个月时间,周期很长,不能快速反映市场的需求,制作的产品精度也不高,达不到设计或客户的要求。
利用应用计算机制造技术研发卫生陶瓷新产品彻底改变了原有的工艺状况。采用计算机CAD设计原形产品,其3D产品设计完成后,即可在电脑上进行新产品会审或在网上与客户互动,得到客户的认可,然后依据原形产品3D图形进行计算机CAD模具设计,设计完成就可以进行石膏模具数控加工。 因为计算机技术的应用(计算机可以进行仿真(CAE)),所以产品往往通过一次试烧,即可达到合格标准,从而缩短了产品开发的时间、提高了精度,降低了成本。应用计算机技术后,新产品开发工艺流程改变如下:

我公司采用计算机制造技术情况如下:采用PRO/E软件进行产品开发和数控加工编程。该软件不仅造型功能强大,特别是不规则曲面造型功能强大,而且在模具设计、数控加工、加工仿真等方面功能强大,使用起来也非常方便。
数控加工设备为咸阳陶瓷研究设计院所生产,该设备控制软件使用台湾的新一代软件,该软件运行稳定,各种加工功能齐全。
需要指出的是:由于加工的对象其材质为石膏块,该材料在干燥的情况下,产生的粉尘特别大,给环境和设备带来很大的危害,为此加工时工件的含水量应控制在5%~8%。
下面以卫生陶瓷产品中结构最为复杂的坐便器为例,以此探讨应用计算机技术加工石膏模具的工艺参数和加工情况:
2 应用计算机技术加工石膏模具的工艺参数及加工情况
2.1 粗加工
1)加工工艺参数:刀具Φ20,球头刀;进刀深度:8 mm;进刀跨度:9 mm;转速:12 000转/min;坯体边缘:1.5 mm。
2)加工完成时间为:2.53 h。
3)需要加工模具的形状(如图1所示)。
4)模具和工件的关系(如图2所示)。
5)粗加工刀具的运动路径(如图3所示)。
6)粗加工结果仿真(如图4所示)。

图1 需要加工的模具

图2 模具和工件的关系

图3 粗加工刀具运动路径

图4 粗加工结果仿真
2.2 管道精加工(曲面加工1)
1)工艺参数设置:刀具Φ20,球头刀;进刀跨距:0.5 mm;转速:8 000转/min;进刀速度:2 400 mm/min。
2)管道精加工完成时间:12 min。
3)管道精加工刀具运动路径(如图5所示)。
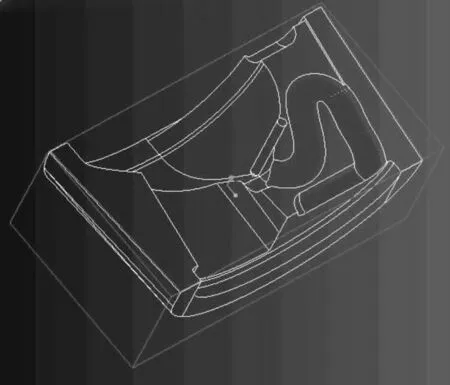
图5 管道精加工刀具运动路径
2.3 洗净面精加工(曲面加工2)
1)工艺参数设置:刀具Φ20,球头刀;进刀跨距:0.5 mm;转速:8 000~12 000转/min;进刀速度:3 000~4 000 mm/min。
2)完成时间:1.3 h。
3)洗净面精加工刀具运动路径(如图6所示) 。

图6 洗净面精加工刀具运动路径径
2.4 前立面精加工(容器加工1)
1)加工工艺参数设置:刀具Φ20,直立铣;进刀深度:0.5 mm;进刀跨度:0.5 mm;转速:8 000~12 000转/min;进刀速度:3 000~4 000 mm/min。
2)前立面精加工完成时间:28 min。
3)前立面精加工刀具的运动路径(如图7所示)。

图7 前立面精加工刀具运动路径
2.5 底面精加工(容器加工2)
1)加工参数设置:刀具Φ20,直立铣;进刀深度:0.5 mm;进刀跨度:0.5 mm;转速:8 000~12 000转/min;进刀速度:3 000~4 000 mm/min。
2)底面加工完成时间:28 min。
3)底面加工刀具的运动路径(如图8所示)。
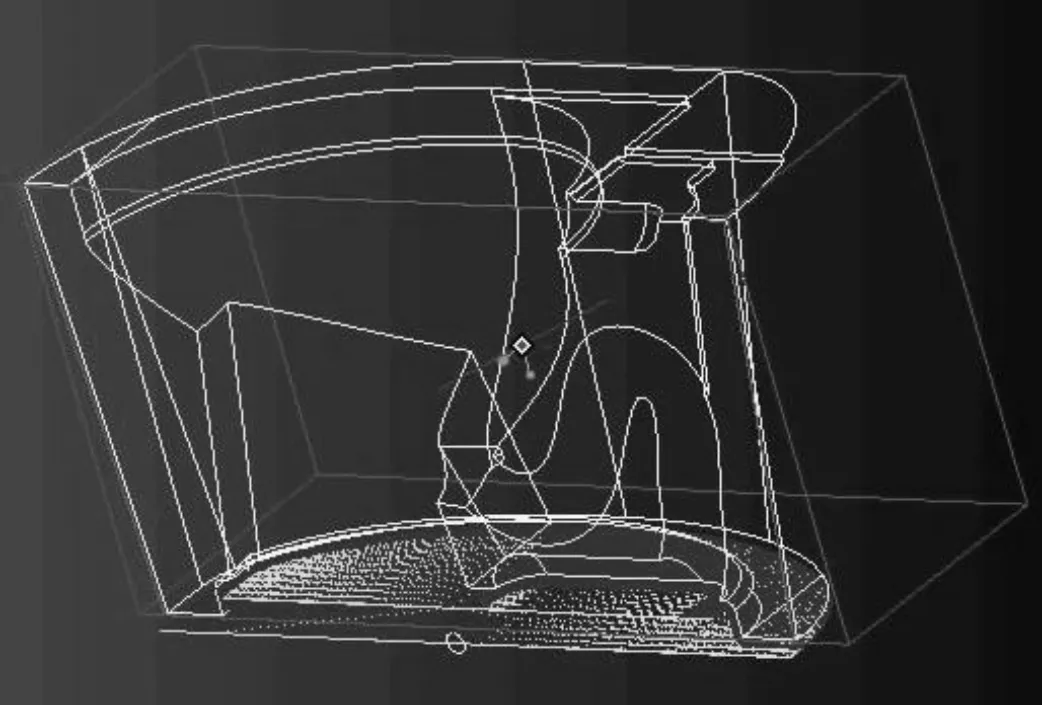
图8 底面加工刀具运动路径
2.6 盖面精加工(容器加工3)
1)加工参数设置:刀具Φ20,直立铣;进刀深度:0.5 mm;进刀跨度:0.5 mm;转速:8 000~12 000转/min;进刀速度:2 500~4 000 mm/min。
2)盖面精加工完成时间:23 min。
3)盖面精加工刀具的运动路径(如图9所示)。
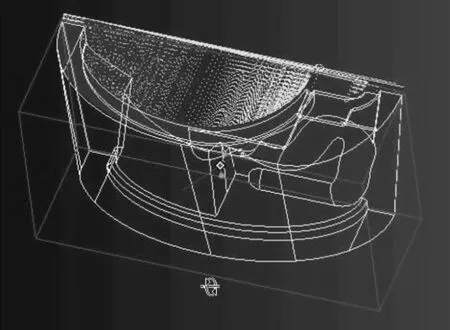
图9 盖面精加工刀具运动路径
2.7 后立面精加工(曲面加工3即表面加工)

图10 后立面精加工刀具运动路径
1)工艺参数设置:刀具Φ20,球头刀;进刀跨度:0.5 mm;转速:8 000~12 000转/min;进刀速度:2 400~4 000 mm/min。
2)后立面精加工完成时间:12 min。
3)后立面精加工刀具的运动路径(如图10所示)。
2.8 结合面精加工(表面加工即曲面加工4)
1)工艺参数设置:刀具Φ20,球头刀;进刀跨度:0.5 mm;转速:8 000转/min;进刀速度:2 400~4 000 mm/min。
2)结合面精加工完成时间:11 min。
3)结合面精加工刀具的运动路径(如图11所示)。
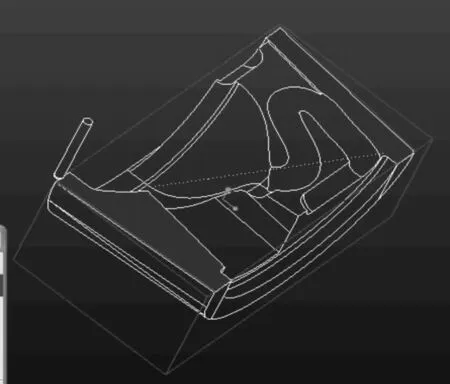
图11 结合面精加工刀具运动路径
3 加工过程中应注意的技术问题
1)工件应比理论尺寸四周大5~8 mm为宜。这样可避免因刀具在加工边缘时崩小块,造成加工后的零件边缘不完整。
2)工件水分含量应控制在5%~8%。
3)在最后加工表面时,应采用球头刀,用加工曲面的方法加工表面。由于球头刀为点接触,不会对边缘产生崩小块的情况,可以使表面加工得非常漂亮,其缺点是时间长。如采用直立铣,则先用轨迹加工边缘3 mm,然后改用平面铣,可节约一半时间。
4)对于有些相互重叠的小件,应注意留有余地,避免加工完成后不能组装。
5)加工前要制定加工计划,一种刀尽可能把该加工的部分一次完成,然后再换另一种刀,这样可节省换刀时间。
6)加工前一定要让设备空运行加工程序,预进行一遍,检查无误后,再进行加工。
7)工件的摆放应和编程序时的坐标方向一致,这一点非常重要。
8)粗加工也可用端刀。
9)进行计算机仿真时,有些地方速度要慢一些,以便观察刀具运动轨迹是否合理,若有不合理的运动轨迹,或有损坏零件的刀路,则应重新编写程序。
4 结论
我们通过对计算机技术应用于卫生陶瓷新产品开发的研究和实践,可以得出以下结论:
1)计算机技术的应用使新产品开发周期大幅度缩短。由实际加工时间可以看出,一件传统的,简单的4大件模具,在4个工作日内即可完成。
2)新产品开发的成功率得到大幅度提高。在设计阶段,就可以审查,修正方案,也可以与客户进行互动,满足客户要求,增加客户的订购信心。
3)计算机的仿真功能和数控加工设备的精确度,可以提高产品质量,降低成本,减少对开发员工经验技艺的依赖度。
应用计算机技术开发卫生陶瓷新产品是卫生陶瓷行业发展的必然趋势,可以给企业带来可观的经济效益和社会效益,在陶瓷行业中推广这项新型技术具有十分重要的意义。
猜你喜欢
电工材料(2022年2期)2022-04-26
湖北电力(2021年3期)2021-08-23
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
制造技术与机床(2019年8期)2019-09-03
汽车实用技术(2019年7期)2019-04-18
制造技术与机床(2018年8期)2018-10-09
科学与财富(2018年13期)2018-06-13
质量技术监督研究(2018年1期)2018-03-26
佛山陶瓷(2018年2期)2018-03-10
农机使用与维修(2018年2期)2018-02-26
