
贮丝柜自动点检系统的开发与应用
2014-10-26 00:47邵伟
宿州学院学报 2014年1期
邵 伟
安徽中烟工业有限责任公司阜阳卷烟厂,安徽阜阳,236000
贮丝柜自动点检系统的开发与应用
邵 伟
安徽中烟工业有限责任公司阜阳卷烟厂,安徽阜阳,236000
贮丝柜行车感应开关数量众多,点检主要靠人工目测,对一个感应开关的点检耗时5 min,16台套贮柜64个感应开关,逐一点检下来,累计时间就需64×5=320 min,电气人员无法对所有检测点进行有效点检,导致进料时常中断。基于PLC自身强大的软件功能,通过开发贮丝柜自动点检系统,并进行调试,实现了“一键点检”,应用效果表明:改进后,点检16台套贮柜感应开关只需5.85 min即可完成,解决了费时长、可靠性差的问题,保证了贮柜运行的稳定。
人工目测 ;有效点检;自动点检系统;一键点检
目前,卷烟制造行业中,贮丝柜(以下简称贮柜)广泛用于制品烟丝的贮存。贮柜采用大小行车纵横往复式进料[1],把烟丝分行分层地铺入贮柜内。作为制丝线上的关键设备,其工艺任务是衔接上下游生产,使烟丝的水分、温度得到平衡[2],香精香料充分吸附渗透于烟丝中,所以贮柜进料的稳定性对卷烟产品的加工和内在品质起着举足轻重的作用,做好行车感应检测,是保证贮柜运行的关键。在对行车工作原理和点检现状进行仔细研究分析后,发现技术人员对感应开关实施点检时,费时费力、效率低下,于是,笔者利用设备自身的PLC,开发了贮柜自动点检系统。
1 行车工作原理
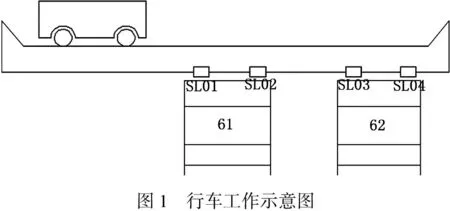
在空间布局上,对于每个贮柜的送料小行车是横向的,垂直于贮柜柜体大行车。加香加料后的烟丝由振槽输送到送料小行车皮带上,再被送到纵向贮柜大行车皮带上,铺入贮柜内[3],横向分配小行车、柜体大行车各对应两个感应开关。每个贮柜进料时,通过行车上感应片和导轨上感应开关的控制,大小行车在各自的两个感应开关之间,相互呈垂直角度分别作纵横往复运行。如果感应片错位、感应开关损坏,会导致感应检测失效,将导致行车停机,贮柜进料停止。行车工作示意图如图1所示。
图1中“61”“62” 分别代表 61号贮柜、62号贮柜,SL01、SL02、SL03、SL04分别代表横向分配小行车对应的两个感应开关。
2 点检现状
点检时,一名人员在贮柜点检现场,另外一名人员在操作界面启动行车,当感应片与感应开关重合后,贮柜上的点检人员通过对讲机通知停止行车,然后通过目测,判断感应开关和感应片之间的距离是否合适,借此确认感应是否有效,对一个感应开关的点检时间为5分钟。可以看出,对感应开关的点检需要两名人员配合完成,由于点检现场与操作界面距离较远,沟通困难,费时较长,对贮丝柜64个感应开关逐一点检,需要320分钟。为提高点检效率,通过可视化点检措施,如在感应开关上增加红色标志,只要通过检查红色标志与其固定的黑色螺母间距离,即可判断感应是否有效,每个检测点点检时间由5分钟缩减为2分钟,但64个检测点点检时间还需要128分钟,仍不能快速完成点检。对此,笔者在PLC的基础上,本着自动化点检取代人工点检、所有贮柜全覆盖同步点检取代单柜逐一点检的设计理念,开发了本系统。
3 贮丝柜自动点检系统的开发
3.1 设计原理及程序模块
3.1.1 设计原理
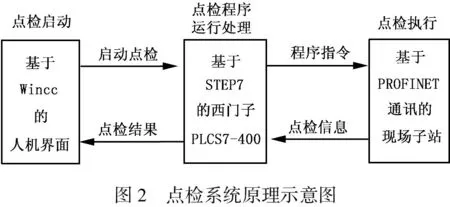
贮柜PLC控制采用西门子S7-400,运算功能强大,与现场采集各类信号的功能模块之间,通过PROFINET工业以太网连接。触摸屏MP377界面完成点检指令的下发、点检信息的显示,PLC的CPU416-2接收、处理点检指令,输入输出逻辑和数字运算结果,具体执行点检动作的是现场子站模块;同时把具体的执行结果反馈到PLC。PLC起承上启下的核心作用[4-5],见图2所示。
3.1.2 点检系统的程序模块化
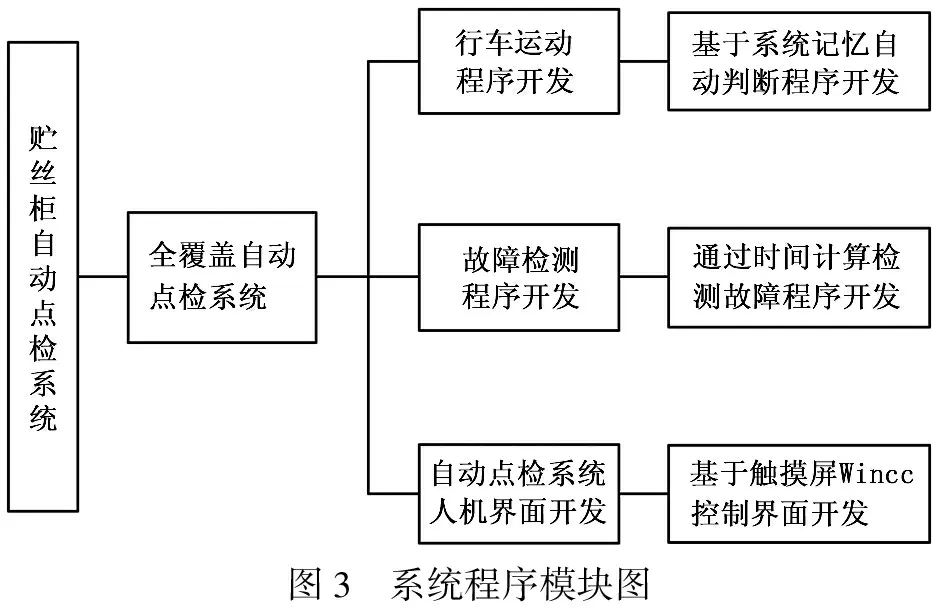
按照设计思想,系统在触摸屏上要完成“一键”“全覆盖”“同步”“自动”点检,经过方案筛选优化,确定必备程序模块,见图3所示。
3.2 程序模块的开发设计及调试
3.2.1 基于系统记忆自动判断的行车运行程序模块的开发
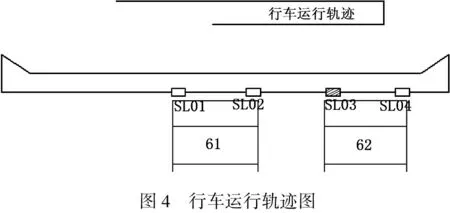
该模块中行车不设定初始运行方向,系统根据行车所处位置,自动分析判断最优路径,即在最短的时间内使所有的感应开关均被检测到,行车检测感应开关的顺序为:SL03、SL04、SL03、SL02、SL01。行车运行轨迹,见图4所示。
据此编制程序流程图,见图5所示。
该方案通过程序自身分析计算,找出最优路线,大量减少了感应开关的重复检测,节约了点检时间。
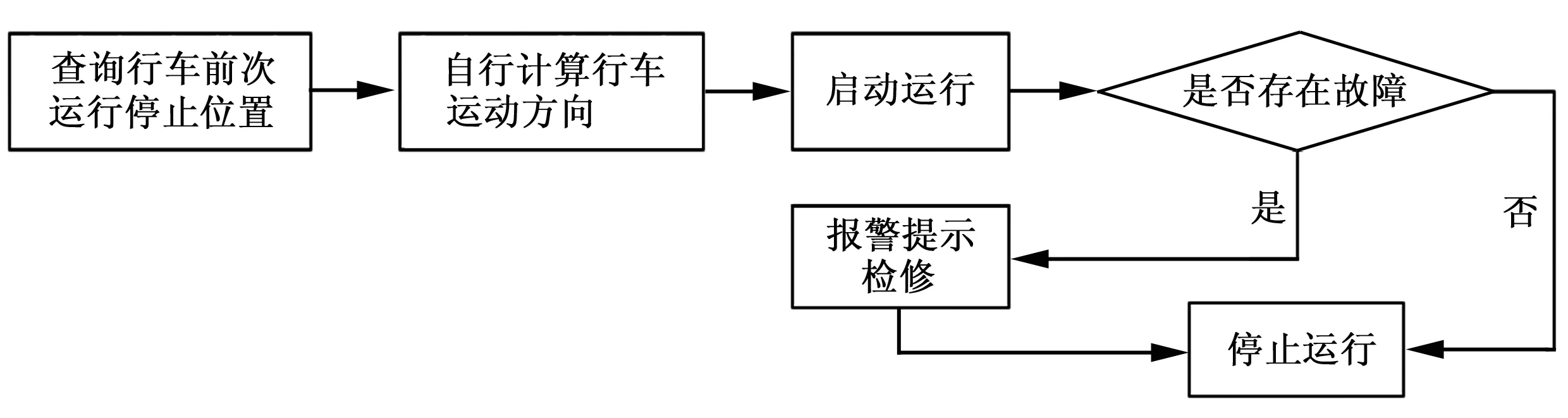
图5 编制程序流程图
3.2.2 通过时间计算故障检测程序的故障检测程序模块开发
(1)感应片完全检测不到感应开关情况下的程序开发。通过测量行车运行速度V、两感应开关之间的距离S,计算出行车在两感应开关间运行时间T,当行车从A向B运行时,所用时间超过T,则可判断感应开关B故障。见图6所示。
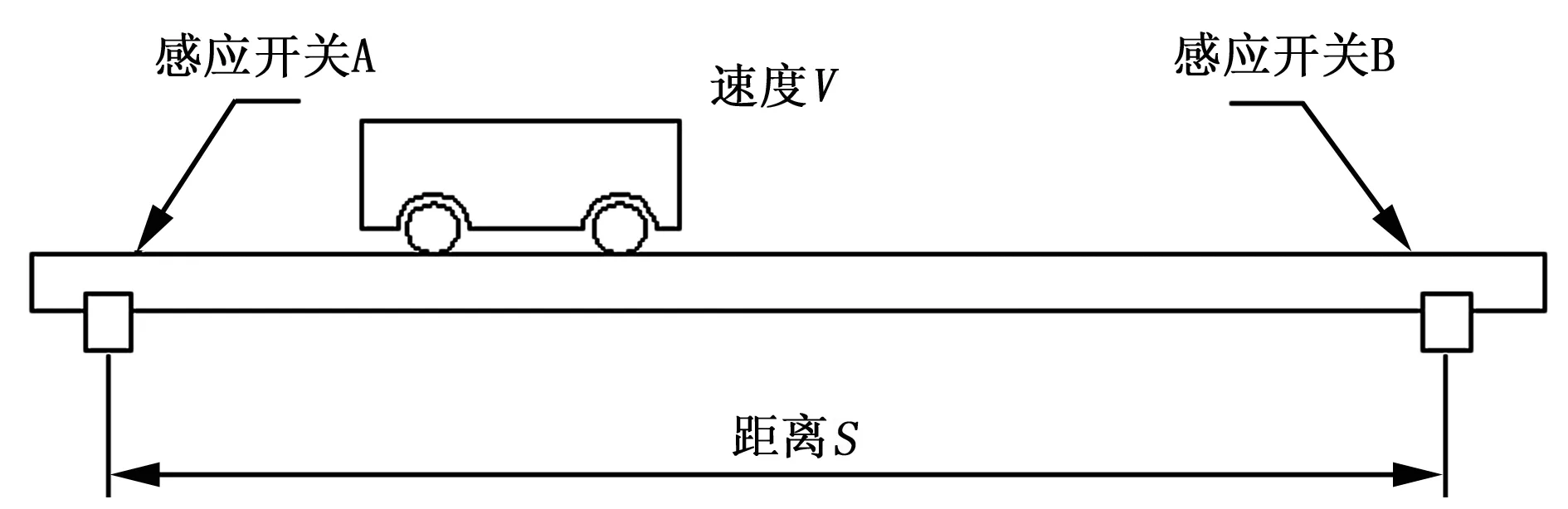
图6 行车运行时间示意图
(2)感应片部分检测不到感应开关情况下的程序开发。在正常情况下,感应开关与感应片平行,见图7所示,
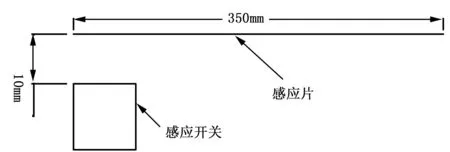
图7 感应开关与感应片正确位置图
感应片长度为350 mm,行车的运行速度为0.065 m/s,因感应片固定在行车上,所以感应片的运行速度为0.065 m/s时,感应片经过感应开关的时间为0.35/0.065=5.38s。如果感应片倾斜,感应片的一部分将不会被感应开关感应到,即被感应开关感应到的距离必定小于350 mm,因此,感应片经过感应开关的时间必定小于5.38 s;反之,如果感应片经过感应开关的时间小于5.38 s,则可以据此判断,感应片倾斜错位。
据此编制故障检测程序流程图,见图8所示。
该方案根据相邻感应开关之间的距离,计算行车运行时间,行车运行时间超过计算时间,则停机并输出报警信息,仍然依据程序[6]自身的分析判断,可靠性高,达到故障检测的目的(图9)。
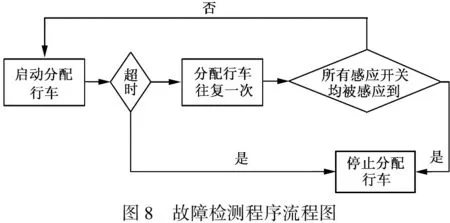
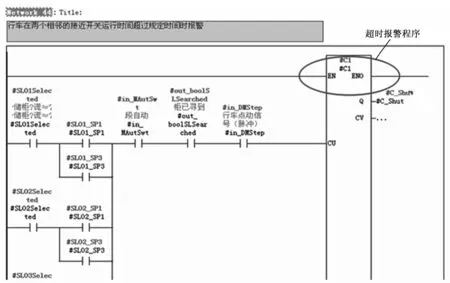
图9 故障检测程序示意图
3.2.3 自动点检人机界面的开发
基于触摸屏控制界面开发:采用Wincc软件[7]制作自动点检界面,增加寻柜初始化按钮和报警信息画面。见图10所示。
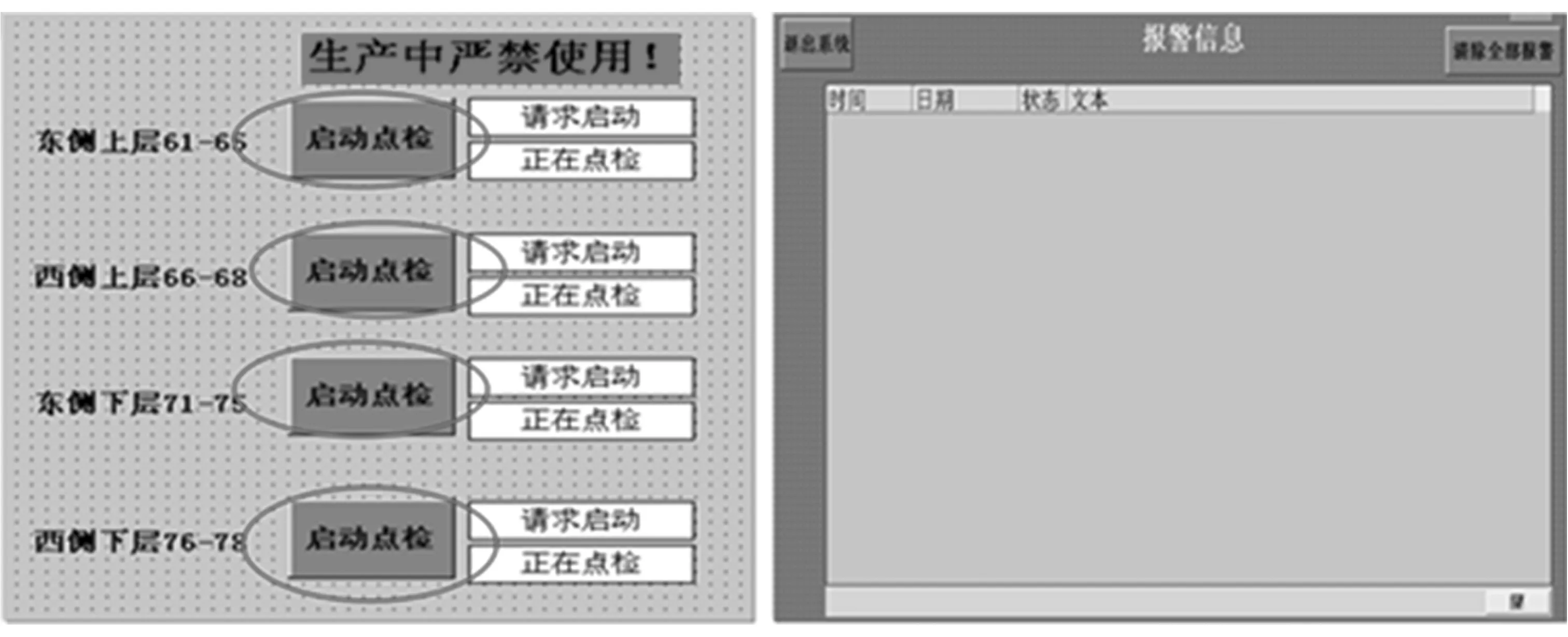
图10 点检启动和报警图
3.2.4 自动点检系统调试
程序设计及编写完成后,通过S7-400仿真软件PLCSIM运行离线模拟[8],程序运行正常,能实现设计的目标。然后下载到贮丝柜PLCS7-400 CPU中,通过MP377屏的触摸键启动点检,模拟故障发生,自动点检系统能有效地发现感应开关故障。见图11所示。
4 应用分析
自动点检时间主要依赖于行车运行时间:实际测算出每个行车运行距离为15 m,行车实际运行速度为0.065 m/s,运行时间为15/0.065=692(s)=3.85(min),加上行车启停和换向时间2 min,共5.85 min。因为该系统具有全覆盖、同步、自动点检的功能,所以在5.85 min内,一键即可实现16台套贮柜感应开关的点检,提高了点检效率、精度,极大地减轻了工作人员的劳动强度。该系统不但能及时发现感应开关故障,而且能发现感应开关的劣化趋势,为提前进行预防性维修提供了准确的决策依据和宝贵的时间资源,保证了贮柜进料运行稳定。该项目成果可以推广应用到众多卷烟制造企业。

图11 模拟故障调试图
[1]张本甫.卷烟工艺规范[M].北京:中央文献出版社,2003:42-43
[2]丁钺宗.烟机设备修理工(制丝)专业知识:上册[M].郑州:河南科学技术出版社,2013:152-153
[3]陈良元.卷烟生产工艺技术[M].郑州:河南科学技术出版社,2002:238-240
[4]陈在平,赵相宾.可编程控制器技术与应用系统设计[M].北京:冶金工业出版社,2003:51-55
[5]刘锴,周海.深入浅出西门子S7-300PLC[M].北京:航空航天大学出版社,2004:86-87
[6]廖常初.西门子S7-300/400PLC应用技术[M].北京:机械工业出版社,2012:70-74
[7]姚福来,孙鹤旭,杨鹏,等.西门子WinCC组态软件[M].北京:机械工业出版社,2010:80-86
[8]刘美俊.西门子S7-300/400PLC应用案例解析[M].北京:电子工业出版社,2009:248-251
2013-10-02
安徽省成果转化项目(433379/12-174)。
邵伟(1970-),安徽阜阳人,工程师,主要研究方向:设备维护和管理。
10.3969/j.issn.1673-2006.2014.01.024
TP273
A
1673-2006(2014)01-0083-04
(责任编辑汪材印)
猜你喜欢
科学家(2022年3期)2022-04-11
云南化工(2021年6期)2021-12-21
学生天地(2020年5期)2020-08-25
森林工程(2018年3期)2018-06-26
小天使·一年级语数英综合(2017年3期)2017-04-25
莫愁(2017年9期)2017-04-07
汽车与安全(2016年5期)2016-12-01
汽车博览(2016年9期)2016-10-18
橡塑技术与装备(2016年14期)2016-02-24
汽车维修与保养(2015年12期)2015-04-18
