铝电解槽气体焙烧启动过程的自寻优模糊控制系统设计
2015-02-15 03:10仵征路建坤
橡塑技术与装备 2015年18期
仵征,路建坤
(1.河南化工职业学院,河南 郑州 450042;2.中钢集团郑州金属制品研究院有限公司,河南 郑州 450001)
铝电解槽气体焙烧启动过程的自寻优模糊控制系统设计
Self-optimizing fuzzy control system design of aluminum reduction cell gas f ring boot process
仵征1,路建坤2
(1.河南化工职业学院,河南 郑州 450042;2.中钢集团郑州金属制品研究院有限公司,河南 郑州 450001)
为解决铝电解槽气体焙烧启动过程中温度场分布不均匀、阳极和阴极烧蚀严重,特别是异型阴极电解槽的阴极凸台脱落严重等问题,以铝电解槽阴极表面温度和烟气中的空气过剩系数为主要控制参数,通过PLC,采用模糊控制算法,建立了温度模糊控制和燃空比自寻优模糊控制模型,实现对铝电解槽气体焙烧启动过程的有效控制。试验结果表明,该方法易于实现铝电解槽焙烧启动的自动控制,可以做到使阴极温度缓慢、均匀、可控地上升,断面温度梯度较小、阴极表面温度均匀。
铝电解槽;气体焙烧;模糊控制;燃空比
预焙铝电解槽气体焙烧方法(即高温烟气焙烧方法)是近几年国内外出现的新型先进的焙烧启动方法。其焙烧原理是,将气体或液体燃料在专门的燃烧装置中完全燃烧,产生的高温烟气由喷射器喷入电解槽内,对大型预焙铝电解槽加热焙烧,达到启动所需的工艺温度。
本文通过对最优升温曲线进行分析,建立了气体焙烧启动过程的温度模糊控制和燃空比自寻优模糊控制模型,搜寻燃料和空气最佳配比(燃空比)的科学方法,使焙烧启动过程处于最佳燃烧区,既提高燃烧热效率,又节约能源。研究表明该焙烧方法能够有效地控制电解槽的加热速度,使阴极表面温度缓慢、均匀、可控地上升,断面温度梯度较小、阴极表面温度均匀,焙烧效果良好。
1 铝电解槽气体焙烧启动过程控制系统的组成
铝电解槽气体焙烧启动过程控制系统由温度模糊控制FTC、燃空比自寻优模糊控制FAC组成。FTC是根据温度信号对燃料量和空气量进行调节;FAC不断发出试探信号,依据对燃料量的测量,搜索最佳燃空比,对空气、燃料控制采用并行结构。上位机采用触控一体机作为曲线显示、控制、数据记录分析的人机界面。
2 最佳温升曲线的分析
基于影响焙烧质量的阴极炭块表面、断面的温度梯度和热应力、阴极扎固糊的加热工艺、阴极材料中附着水与结晶水的排出速度,和影响焙烧经济性的焙烧时间和能量利用率等因素,我们研究了高温烟气焙烧方法的加热制度,得出焙烧过程最佳升温曲线。
3 气体焙烧启动过程自动控制系统的设计
3.1 气体焙烧启动过程自动控制系统的原理
铝电解槽气体焙烧启动过程控制系统的最终控制对象是铝电解槽阴极,被控变量是铝电解槽阴极表面温度,通过模糊控制和自寻优模糊控制算法对燃料与风量进行最佳配比控制,以实现给定加热温度的有效控制。
3.2 温度模糊控制FTC模型的建立
在温度控制系统中,控制器的设计是关键。常规的模糊控制器一般均采用MISO的二维结构。这样在控制过程中,不仅对被控量的误差进行反馈,同时还对被控量的误差变化进行反馈,从而保证了系统的稳定性,不至于产生振荡现象。系统的温度模糊控制模型如图1所示。

图1 温度模糊控制模型
温度的偏差e、偏差变化率ec和输出控制量u经模糊化后的语言变量分别为E、EC、U。
模糊控制的输出量U经输出环节转换为实际控制量对被控对象实施控制。常用的输出环节有积分输出和比例输出两种形式,积分输出可接近无差控制但响应较慢,且有较大的超调;比例输出阶跃响应快,但属于有差控制[5]。
本控制模型采用比例、积分输出结合的输出结构,兼具超调小、暂态时间短等优点。
3.3 燃空比自寻优模糊控制FAC模型的建立
燃空比自寻优模糊控制是以最小燃料耗量为指标,通过变步长的调节方法实现燃空比的精准控制,燃空比自寻优模糊控制模型如图2所示。系统的输入为在每个采样周期测量的燃料消耗增量Δy和前一周期的步长Δxt-1,输出为本周期寻优步长Δxt。
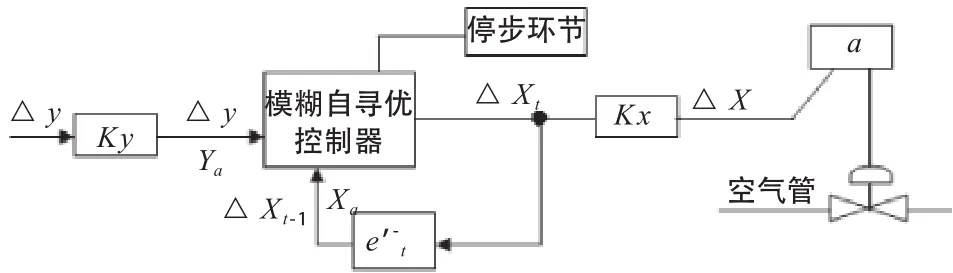
图2 燃空比模糊自寻优控制原理
为实现在较高的搜索速度时搜索损失最少,采用模糊自寻优控制实现变步长的自动调节。控制策略为:在极值点附近,控制曲线平缓,减小步长搜索;在远离极值点处,控制曲线变陡,增大步长搜索。
4 试验及实际运行结果分析
本文所设计的控制方法在75 kA系列预焙铝电解槽上进行了工业试验,并在重新建立新的温度模糊控制器和新的燃空比自寻优控制器后,将其成功应用于山东信发铝业240 kA电解槽大修后的重新启动。试验及实际运行结果均表明:
(1)该方法易于实现铝电解槽焙烧启动的自动控制,可以做到使阴极温度缓慢、均匀、可控地上升断面温度梯度较小、阴极表面温度均匀。
(2)燃空比模糊控制收敛速度快,4~6个采样周期即可达到最佳值,同时控制过程引入尾气测量充分保证燃料空气最佳配比,在整个焙烧阶段可较常规控制节省20%的燃料消耗。
5 结语
本文将模糊控制理论应用于电解槽气体焙烧启动装置的控制,着重从温度控制和燃空比控制讨论,解决了该装置常规控制无法克服的温升不均匀、温度分布不均匀和启动加热速度等问题。
[1] 伍成波,张力,唐骞,等. 高温烟气焙烧铝电解预焙槽的工业应用[J]. 轻金属,2006,12(03):35~40.
[2] 龙天渝,等. 计算流体力学[M]. 重庆:重庆大学出版社2007.
[3] 赵无畏,赵群. 现代顶焙电解槽焦粒预热焙烧启动研究[J].轻金属,2003,12(2):34~39.
[4] 张力,伍成波,等. 大型铝电解预焙槽气体焙烧启动传热特性. 大连理工大学学报,2001,12(11).
[5] 章卫国,杨向忠著. 模糊控制理论与应用[M]. 西安:西北工业大学出版社,2000.
[6] MortanSorlle,Harald A φye.Cathdos in Alunimium Electrolysis[M]. 2nd edition. Dulsseldoyf,Alnimium-Verlag,1993.
[7] 何允平,等. 铝电解槽寿命的研究[M]. 北京:冶金工业出版社,1998.
[8] 姜重然,赵国强,等. 模糊控制在退火炉燃烧过程中的应用.冶金自动化,2008,32(4):60~62.
TP273.5
1009-797X (2015) 18-0096-02
A
10.13520/j.cnki.rpte.2015.18.036
仵征(1979-),硕士学历,讲师,主要研究方向为机电一体化检测与控制技术。
2015-08-11
河南省科技厅重大专项项目(0910SGYG21201-5,10PTGS507-6)142102310122。
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
制造技术与机床(2019年8期)2019-09-03
电子制作(2018年12期)2018-08-01
江西建材(2018年1期)2018-04-04
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22