酸洗拉矫机延伸率和负荷平衡的研究
2015-06-24 14:27梁晓彤
冶金设备 2015年2期
梁晓彤 潘 俊
(武汉科技大学信息科学与工程学院 湖北武汉430081)
酸洗拉矫机延伸率和负荷平衡的研究
梁晓彤①潘 俊
(武汉科技大学信息科学与工程学院 湖北武汉430081)
对酸轧拉矫机的基本组成及控制原理进行了介绍,阐述了目前酸轧线拉矫机存在的两个主要问题,以及针对问题进行的相关测试和分析,根据分析数据和结果对软件控制程序中与设备相关联的参数进行了修正,解决了拉矫机延伸率测量不稳定以及拉矫机入口张力辊负荷不平衡的问题。
拉矫机 延伸率 线速度 负荷平衡
1 前言
酸轧机组的拉矫机位于2#和3#张力辊之间,主要功能是破磷和改善板型。拉矫机投入使用已经多年,一些隐藏的问题也随着技术人员对整个系统认知的提升也逐渐暴露出来,严重影响了拉矫机的设备功能的发挥和工艺参数的匹配优化。因此开展对拉矫机的研究、解决存在的问题,成为一个重要课题。
2 拉矫机存在的主要问题
1)实际延伸率大于设定值。实际控制中发现检测到的延伸率比设定值要偏大,比如给定1.5%,实际延伸率值到1.7%。
2)2#张力辊的负荷不平衡。按照张力辊的控制原理,张力辊的两个辊子负荷百分率应该一致,但是实际应用发现2#张力辊的两个辊子负荷率偏差比较大,比如一个是30%,一个是39%。
3 酸轧线拉矫机设备组成
酸轧线拉矫机系统包含2个弯曲单元和一个矫直单元,前后张力辊组,驱动系统,换辊装置。如图1所示。
弯曲和拉矫每个单元都由上下辊盒组成。上下辊盒分别通过液压缸锁紧固定。间隙的调整通过双速齿轮电机和蜗杆机构调整上辊盒位置来实现。间隙的大小通过安装在齿轮电机上的绝对值编码器测量。
拉矫机分为高张力和低张力系统。根据辊子所获的的张力,2#张力辊的1#辊和3#张力辊的2#辊是低张力系统,2#张力辊的2#辊和3#张力辊的1#辊是高张力系统。3、4号电机产生前张力,1、2号电机产生后张力。3、4号电机通过减速齿轮箱和张力辊3号辊、4号辊连接,通过转向齿轮及同步轴和1、2号辊连接。

图1 拉矫机结构图
4 拉矫机控制原理
拉矫机采用张力和延伸率控制两种模式。张力控制模式用于焊缝通过拉矫机弯曲和拉矫单元抬起的情况,张力通过P调节器进行闭环控制调节。

1)在R1和R4的操作侧安装了用以测量辊子转速n的增量式编码器,通过公式V=n×π×R得到辊子的线速度。
2)通过M1和M4的线速度以及齿轮比参数,间接的计算得到V1和V4。
4.1 拉矫机延伸率的控制算法

图2 拉矫机工作简图


(1)
式中 V4=VRamp,Ramp—主令线速度; V1—1#辊线速度; V4—4#辊线速度。
(2)
1#张力辊1#辊线速度计算公式
(3)

设
(4)
将(2)、(3)、(4)带入(1)
展开后的得到:
最后得出公式:
(5)
公式(5)即为1#辊的线速速度设定值,MRG将此设定值发送给变频器来调节1#电机的速度。
同样的方法可以得到
(6)
从上面得到计算公式可以知道,根据工艺需要设定延伸率值E,就可以得到R1或R2速度补偿值,从而得到工艺设定要求的延伸率值e。理论上e=E。
式中 E—设定延伸率; e—实际延伸率; V1—入口张力辊1#辊线速度; i11—入口张力辊1#辊驱动电机齿轮比; V4—出口张力辊2#辊线速度; i41—出口张力辊2#辊驱动电机同步轴1#辊齿轮比;
i44—出口张力辊2#辊驱动电机齿轮比;
i33—出口张力辊1#辊驱动电机齿轮比;
i32—出口张力辊1#辊驱动电机同步轴2#辊齿轮比;
Vm1—入口张力辊1#辊驱动电机线速度;
VM1add—1#电机补偿线速度;
Vm4—出口张力辊2#辊的驱动电机线速度;
VRamp—主令斜坡线速度;
R1—入口张力辊1#辊直径;
R4—出口张力辊2#辊直径。
5 存在问题的分析
通过推导出的R1和R2的速度补偿公式知道,齿轮比、张力辊辊径为固定值, 因此如果参数准确的话,依据公式计算出的速度补偿值叠加到R1和R2后,系统的实际延伸率值和设定值理想状态下是相等的。正常情况下R1和R2的负荷百分比相等,R3和R4的负荷百分比相等。目前生产过程中,拉矫机实际延伸率的值总是大于设定值,R1的负荷百分比也远大于R2。M1和M2,M3和M4通过传动系统自身调节负荷平衡,在分析相关数据时发现,M1的实际线速度(R1的线速度)总是大于设定速度,也就是说,根据目前的参数通过公式计算出的速度补偿值叠加给系统后,如果M1的按照设定速度运行无法保证M1和M2之间的负荷平衡,传动系统通过负荷平衡调节,得到M1需要的实际速度。
由此可以推断齿轮比或张力辊辊径和实际不符的情况。齿轮箱的齿轮比通常是固定不变的,因此判断R1辊直径和实际不符。
综上所述,只要能够得到R1的真实直径,就能够解决拉矫机延伸率测量值以及R1和R2负荷百分比的问题。
5.1 R1实际直径获取
要得到R1的实际直径最直接的办法是利用专用工具测量得到,但实际操作起来很难。
表1为通过公式计算出的相关数值。
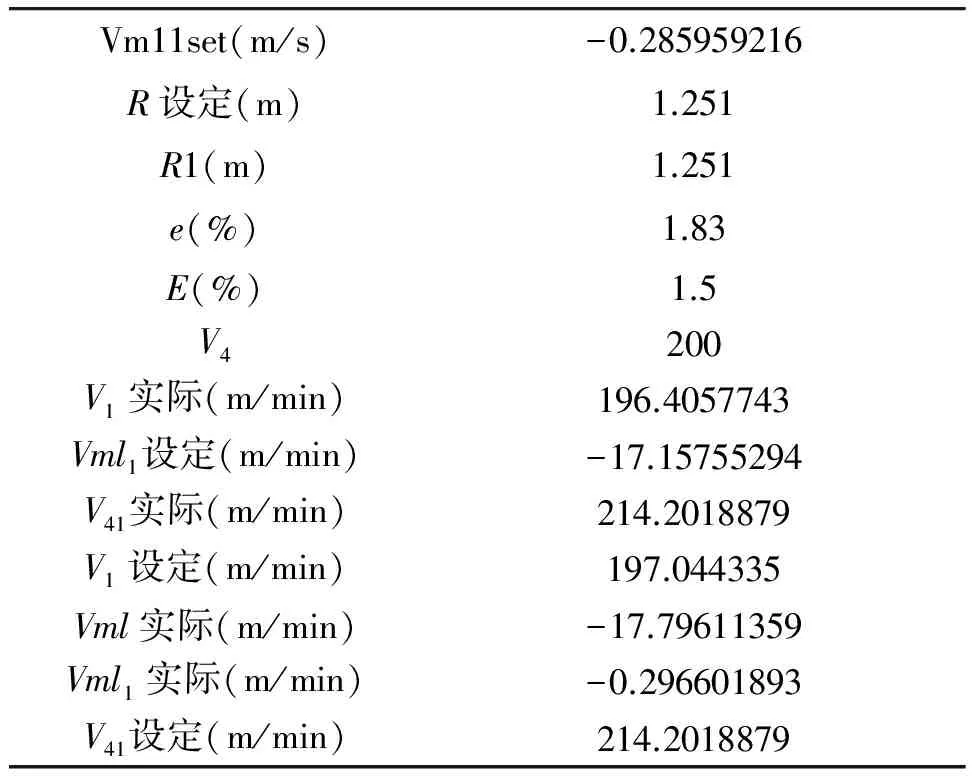
表1 依据延伸率计算公式得出的拉矫机数值表
获取R1实际直径的另一种方法是通过公式和已知数据推算。
当延伸率设定值为1.5%,主令线速度为200m/min时,实际的延伸率测量值以及M1的实际线速度值,通过一系列公式反算出R1的直径。

表2 依据公式5得出的拉矫机数值表
6 效果及社会效益
将计算得到的R1实际直径带入到控制程序中,R1和R2的负荷百分比恢复到相等状态,M1的实际速度值和设定速度值相等,拉矫机实际测量的延伸率值和设定值基本一致。通过攻关技术对拉矫机有了更深入的了解,掌握了拉矫机的控制原理,为今后拉矫机的维护和工艺参数的优化奠定了坚实基础。
通过解决拉矫机负荷平衡的问题,保证了拉矫机在改善热轧带钢板形上功能的发挥。通过自主消化吸收相关技术知识,节省了大笔外方技术支持的资金费用。
7 结束语
通过对拉矫机延伸率传动控制模式进行研究,推导出延伸率控制的计算公式,同时对延伸率和负荷分配的问题进行了分析,找出了解决问题的方法,加深了对拉矫机控制模式的理解。
注:拉矫机延伸率控制公式的整个算法推导,目前国内尚无相关资料。
[1]李同庆.拉弯矫直理论和酸洗拉矫机工艺设定的研究.冶金设备,2011(1).
[2]戴涛.拉矫机在冷轧酸洗机组上的应用.科技信息,2014(9).
[3]芮白林.2130酸洗连轧线拉矫机控制优化.安徽冶金科技职业学院学报,2012(2).
[4]拉矫机延伸率控制公式的整个算法推导.目前国内尚无相关资料.
Research of Elongation and Load Distribution Balance for Pickling Line Tension Leveler
Liang Xiaotong Pan Jun
(Information Science and Engineering College, Wuhan University of Science and Technology (WUST),Wuhan 430081)
The paper makes the detailed description for the PLTCM tension leveler structure and control philosophy as well as the existing problems. Based on the data analysis, the parameters related to equipment of the software control program are corrected and optimized to solve the unstable tension leveler elongation measurement and uneven load balance distribution of entry bridle rolls.
Tension leveler Elongation Line speed Load distribution balance
梁晓彤,男,1992年出生,现就读于武汉科技大学信息科学与工程学院
TG333
A
10.3969/j.issn.1001-1269.2015.02.006
2015-01-22)
猜你喜欢
山西冶金(2022年5期)2022-09-22
天津冶金(2022年3期)2022-07-01
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17