
连杆裂解槽线切割机床工作液过滤系统的设计
2015-10-31 07:07张永俊曲兴旺
电加工与模具 2015年6期
吴 涛,张永俊,曲兴旺
(广东工业大学机电工程学院,广东广州510006)
连杆裂解槽线切割机床工作液过滤系统的设计
吴 涛,张永俊,曲兴旺
(广东工业大学机电工程学院,广东广州510006)
在连杆裂解槽线切割机床加工过程中,工作液中会混入微米级的固体颗粒和亚微米级的悬浮物,前者来自工件与电极丝放电气化蚀除的金属产物,后者来自工件材料受高温气化分解及工作液分解的微细产物,这些金属微粒会影响工件与电极丝之间放电间隙的形成,进而影响连杆裂解槽的加工质量与效率。针对工作液在加工过程中颗粒成分及温度的变化,设计了新型连杆裂解槽线切割机床工作液过滤系统,并通过实验证明了设计的可行性。
裂解槽;工作液;金属颗粒;温度;过滤
电火花线切割加工具有工件与电极不接触、加工作用力小、参数易调、加工精度高等优点,目前被广泛用于连杆裂解槽的加工。连杆裂解槽线切割机床在加工过程中,工作液的杂质微粒会不断增加,导致工作液的电导率发生变化,进而引起放电间隙发生变化,直接影响工件的加工质量,严重时可造成断丝。如果工作液太脏,悬浮的蚀除加工屑较多,会使间隙消电离能力变差,易发生二次放电,对放电加工不利;如果工作液太纯净,则不易形成放电通道[1-2]。目前,工作液过滤难度大、使用周期短,因此,实现工作液长期、高效、稳定工作的过滤系统的研究对于连杆裂解槽的加工具有重要意义。
1 新型过滤系统的设计
通常,线切割工作液中的杂质可分为微米级的固体颗粒和亚微米级的悬浮物两类,这些金属微粒大部分悬浮在工作液中,改变工作液的电导率,影响工件与电极丝之间的正常放电间隙。设计工作液过滤装置的目的就是去除工作液中较大的金属颗粒,使工作液满足正常线切割加工的需要。本文设计的工作液过滤系统可实现工作液的精密过滤、电导率检测、温度和压力自动调节等功能。
1.1 过滤方式
目前,电火花工作液的过滤方式主要有自然沉淀过滤、磁铁吸附过滤、微孔过滤、纸芯过滤等[3]。
对于工作液中5~10 μm的微米级固体颗粒可采用纸质滤芯,其过滤精度一般为5~7 μm,且价格较低。对于工作液中的亚微米级颗粒可采用磁性过滤,利用高强度的磁场去除数厘米的铁性杂质,小到1 μm以下的铁粉,且体积小、重量轻、使用寿命长。
为了滤除裂解槽机床加工中产生的金属杂质,本设计采用双重过滤,即纸芯过滤作为粗过滤、磁铁吸附过滤作为精过滤。其中,磁性过滤器含有三排均匀分布的磁棒,与工作液的接触面积大,有利于吸附杂质。
1.2 喷水嘴
工作液的喷水嘴有常压浇注式和喷液式两种工作方式。在常压浇注模式下,大能量切割时放电极间工作液会大量汽化,工作液得不到有效补充,极间放电环境恶化,易造成工件切割表面烧伤,系统的排屑、冷却能力变差。在喷液模式下,工作液不仅为放电极间提供充足的工作介质,还可改善极间排屑能力,减少了工件切割表面的烧伤,加工效率显著提高;但当喷液压力达到一极限值时,放电区间的洗涤和冷却状态的改善已不再是提高效率的主要手段,切割能量逐渐成为影响加工效率的关键因素。通常,喷液与加工效率的关系见图1,根据上述特性使喷液压力维持在最优喷液压力点,将有助于提高加工效率。
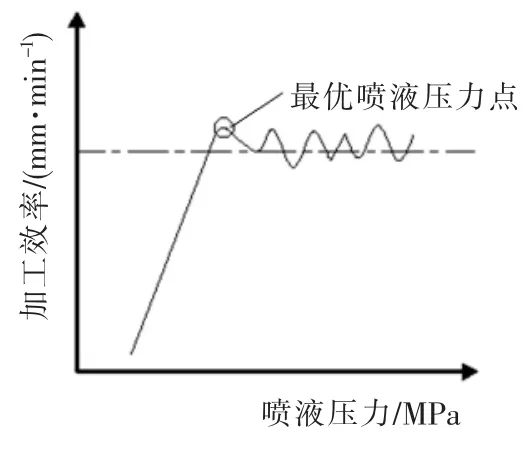
图1 喷液压力与加工效率的关系
1.3 溢油
在加工过程中,部分机械结构中的润滑油会混入工作液,在工作液的表层形成很厚的油污,这时,可采用溢油口来去除表层漂浮的油污。溢油口不能设置在主油箱中,因为主油箱内的工作液随时被消耗,液面会发生变化,溢油口可能丧失其功能。在本设计中,将溢油口和纸芯过滤器放在初级过滤箱内(图2),为使油污能更好地排出,需使进液口的高度略高于出油口的高度。
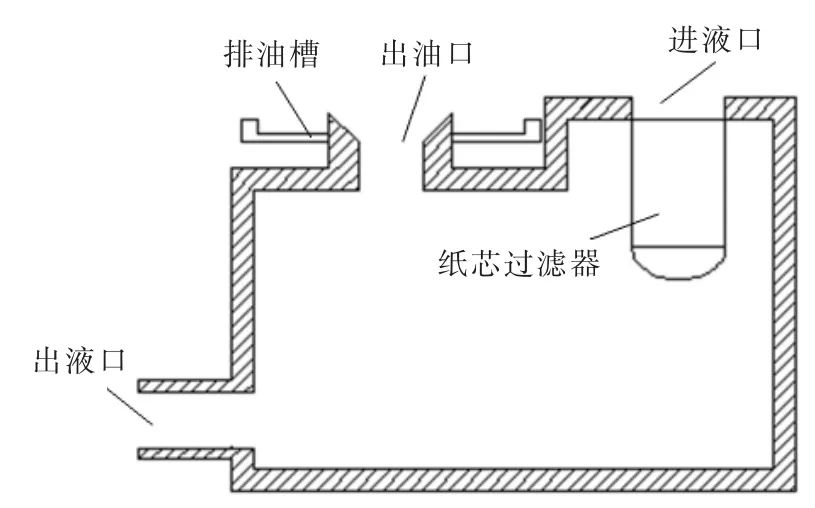
图2 初级过滤箱
1.4 工作液冷却方式
工作液的粘度对线切割加工有很大影响,粘度低有利于放电间隙内工作液的流动,蚀除产物被冲走,减小了工件因高温而发生的变形量,保证放电区间处于正常的放电状态[4]。温度是影响工作液粘度的主要因素,将工作液的温度维持在一定范围内,即可保证工作液的粘度。因此,选择合理的工作液冷却方式可进一步改善线切割的加工效果。为保证储液箱内的工作液温度可调,可采用无污染、冷却效果好的蛇形冷却装置。
1.5 工作液自动调节系统
为了实现工作液的电导率检测、自动温度调节及喷水嘴的压力自动调节,需在过滤系统中添加电导率传感器、温度传感器、压力传感器,实时监测工作液的工作状态,并将测量结果与主机设定的对应值相比较,然后根据工作液状态的变化采取相应的调节措施(图3)。

图3 工作液自动调节系统流程
1.6 工作液过滤系统
如图4所示,该过滤系统的优点是使用完的工作液先经过初级过滤箱滤除较大的固体颗粒,以保证工作液箱内的大部分杂质都为较小的悬浮状微粒。工作液在泵的作用力下流经磁性过滤器、节流阀为电极丝与工件之间补充充足的工作液,使用完的工作液经初级过滤器流回工作液箱,在工作液的循环流动中单片机会随时监测其电导率、温度、以及喷液口压力,根据相应的状态及时调节压力调节器和开闭水泵以及提醒操作员及时更换工作液,以降低工作液变化对线切割加工过程的影响。
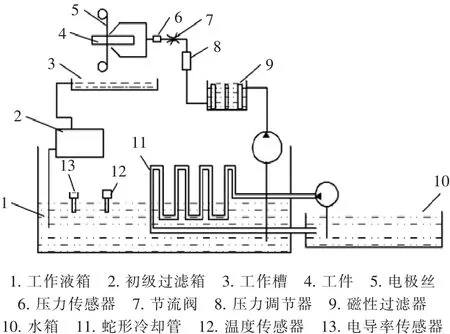
图4 过滤系统完整图
2 实验
在连杆裂解槽线切割加工过程中,连杆裂解槽的切深一致性及裂解槽切割表面质量对连杆的胀断加工将产生很大的影响。为了验证所设计的工作液过滤系统的可行性,进行了连杆裂解槽切割实验。加工条件见表1。
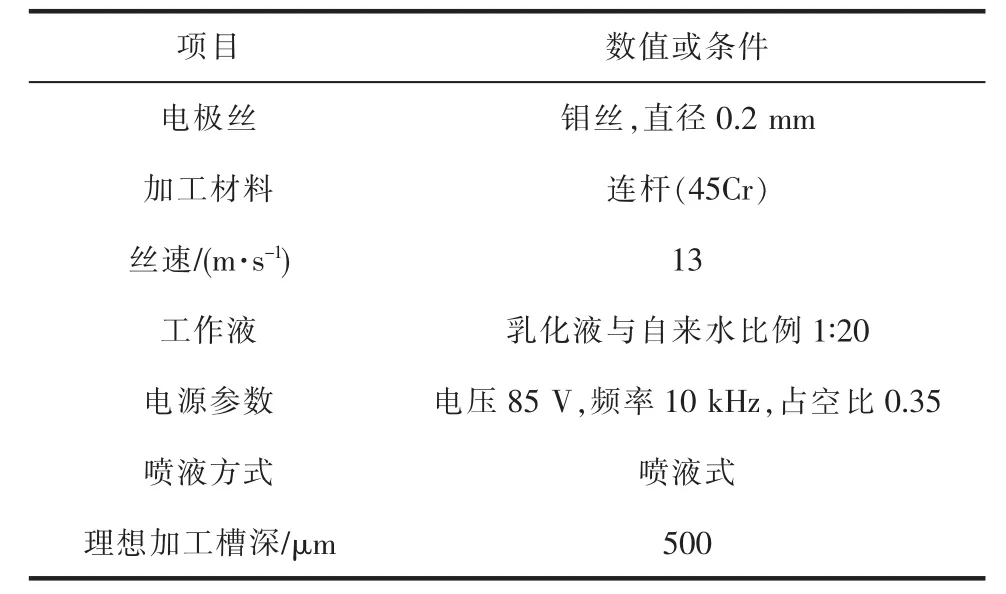
表1 加工条件
由表2所示的加工槽深数据可看出,连杆两侧裂解槽深误差较小(2.4~3.4 μm),且实际切割深度与理想切割深度的误差也较小(<5.6 μm),证明了所设计的工作液过滤系统有利于保持裂解槽的切深一致性。
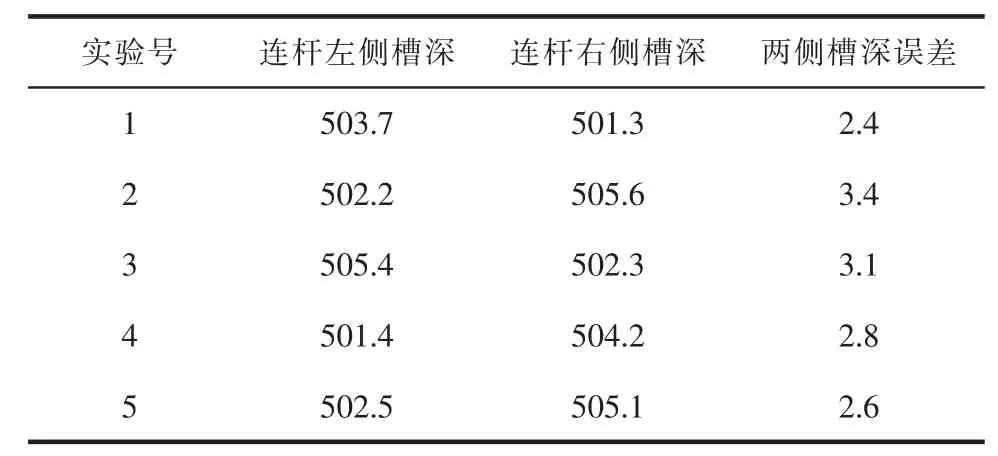
表2 连杆两侧切割槽深数据 μm
当工作液中较大的固体颗粒进入放电间隙时,易造成电极丝与工件之间发生短路或微短路,进而增加异常放电的几率,使电极丝损耗加快,工件表面加工精度降低;当悬浮细小颗粒进入放电间隙时,可缩短正负电极之间的距离,易形成放电通道,从而提高加工效率,同时减小异常放电发生的概率,改善工件表面粗糙度[5]。从图5可看出,裂解槽的加工表面均匀,能满足连杆裂解后续的加工精度要求,从而证明了该过滤系统的可行性。
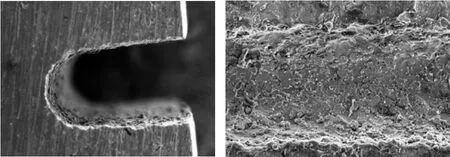
图5 裂解槽表面微观图
3 结束语
通过对连杆裂解槽线切割工作液过滤系统机械结构及控制系统的设计,有效地改善了工作液的过滤效果,降低了工作液对线切割加工的不利影响,减少了断丝次数,保证了连杆两侧的槽深一致性,显著提高了连杆裂解槽的加工效率和精度,对连杆裂解槽的加工具有重要意义。
[1] 张莉.浅谈电火花线切割加工中工作液对工艺指标的影响[J].企业导报,2012(20):294.
[2] 任威,卢军.浅析影响电火花线切割加工件表面质量的因素[J].机械设计与制造,2009(1):247-248.
[3] 齐文春,高坚强,郭丽华,等.微孔过滤技术在线切割工作液系统中的应用[J].电加工与模具,2014(3):31-34.
[4] 高上品.电火花成形加工工作液的物理化学性质[J].电加工与模具,2002(5):38-40.
[5] 李谢峰,刘志东,李明明.往复走丝电火花线切割蚀除产物颗粒对放电加工的影响 [J].电加工与模具,2013 (5):59-62.
The Design of Working Fluid System for Stress Groove of Connecting Rod in WEDM
Wu Tao,Zhang Yongjun,Qu Xingwang
(Guangdong University of Technology,Guangzhou 510006,China)
In the process of fracture splitting connecting rod,working fluid often mix in micrometer-scale solid particle and sub-micrometer-scale suspended solids,the former from the vaporization product of work with wire electrode,the later from the microscopic product of work and liquid because of high temperature,these particle affect the formation of discharge gap,and definitely the quality of working liquid is vital to the process.Due to the variations of conductivity and temperature of working liquid,a working fluid filtration system is put forward,and verify the feasibility of this design.
fracture splitting;working liquid;particle;temperature;filtration
TG661
A
1009-279X(2015)06-0059-03
2015-08-13
国家自然科学基金重点资助项目(51275098,50805026)
吴涛,男,1988年生,硕士研究生。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
石油矿场机械(2022年3期)2022-06-17
装备制造技术(2020年2期)2020-12-14
海洋通报(2020年2期)2020-09-04
海洋通报(2020年2期)2020-09-04
制造技术与机床(2017年9期)2017-11-27
汽车实用技术(2017年16期)2017-09-21
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
中国水利(2015年4期)2015-02-28
电加工与模具(2014年3期)2014-02-24
