螺旋埋弧焊管焊缝形状的计算机控制
2015-12-18 08:40王高峰
焊管 2015年3期
高 锋,王高峰,高 聪
(1.海洋石油工程股份有限公司,天津 300452;2.中国石油集团石油管工程技术研究院,西安710065)
螺旋埋弧焊管焊缝形状的计算机控制
高 锋1,王高峰2,高 聪1
(1.海洋石油工程股份有限公司,天津 300452;2.中国石油集团石油管工程技术研究院,西安710065)
为进一步改进埋弧焊焊缝形状及提高焊接质量,分析了影响埋弧焊焊缝形状控制的五个工艺措施,建立了焊缝形状曲线的数学模型,利用VB语言编制描述焊缝形状的模块,对焊缝形状分段描述并得到描述的拟合方程,再建立焊缝形状评价系统,对拟合效果及焊缝形状进行评价,最后利用数据库系统和专家系统,进行焊接参数优化,选出最合理、最理想的焊接方案,最终实现焊缝形状的改进和焊接质量的提高。焊缝形状控制数据库系统和专家系统还可用于现场埋弧焊焊接工艺的优化。
焊接;焊缝形状;焊接工艺参数;最小二乘法;拟合曲线
0 前 言
螺旋埋弧焊管是用厚度6~16mm热轧钢带,在专用成型机上卷曲成型,并在卷曲过程中进行焊接而成的,整个生产过程是连续的,被焊接的钢管既前进又旋转。先进行钢管内部焊缝焊接,然后再进行钢管外部焊缝焊接,内外两个焊头相距半个或一个半螺距。由于螺旋埋弧焊管具有许多特点和优点,在工业生产上得到了广泛应用[1]。但在实际生产中,对于焊缝形状的描述没有一个标准,而且大多数研究都是从影响焊缝形状的各种因素入手,找出影响焊缝形状的几个关键因素,利用正交试验方法,探讨、确定、回归各关键工艺参数与焊缝形状描述参数,但是往往由于试验条件和实际生产线条件相差太远而得不到切合实际的标准的焊缝形状描述参数[2]。因此试验结果在工业生产上的应用效果不太理想。
本研究通过建立一套螺旋埋弧焊管焊缝形状计算机控制系统软件,可以对实际焊缝进行描述并记录相关工艺参数以及图形,在众多焊缝试样中寻找出较理想的焊缝形状,并在此基础上对相关参数进行优化,得出更完美的焊接工艺组合,为在线螺旋埋弧焊管的生产提供帮助。
1 控制焊缝形状的工艺措施
1.1 焊接材料
螺旋埋弧焊管所用焊丝、焊剂对焊缝形状具有较大的影响,其中以焊剂影响最大。它从化学冶金和熔渣的物理性质两个方面影响着焊缝形状和内部质量。为了保证焊道成型良好,所使用的焊剂必须有优良的工艺性能,与母材过渡平缓,又有较好的稳弧性能,可降低表面张力,增强抗气孔能力,且渣壳容易脱落,表面光滑,冶金性能良好[3]。
1.2 焊接规范
确定焊接规范的主要目的是找出焊接电流、焊接电压和焊接速度的合理匹配,这3个工艺参数对焊缝形状的影响最直接,最有效。
1.3 焊接工艺因素
焊接工艺因素包括焊丝倾角(前倾、后倾)、工件斜度(上坡、下坡)、焊丝伸出长度和多丝焊时两两焊丝间的距离等,这些参数都会对焊缝形状参数(如熔深、熔宽、余高及咬边量等)产生影响[4]。
1.4 焊接结构因素
焊接结构因素主要包括接头形式和坡口尺寸。在其他因素不变的情况下,增加坡口的深度和宽度对降低焊缝高度有显著效果,在生产线上对坡口进行适当微调,对保证较小的余高及合理的熔合比具有重要意义[5]。
1.5 其他因素
焊接网络电压及焊接周围磁场的变化等对焊缝形状也有一定影响,可以采用相关措施对其进行控制。
2 焊缝形状的计算机控制
以生产和科研实践为基础,以计算机数值模拟、图像处理、数据库和专家系统等技术为手段,以焊接工艺参数[6-7]的优化为目的,实现埋弧螺旋焊管的焊缝形状的全方位、多参数的描述与评价,进而建立焊接工艺参数的优化及严格的工艺控制系统。
2.1 螺旋埋弧焊管焊缝形状的描述
2.1.1 建立数学模型
比较理想的焊缝形状,采用标准曲线来描述可以方便地得到其焊接规律,并可对以后进行焊缝分析提供依据。
对于焊缝熔深处可采用分段曲线来描述。因为在最大熔深处的邻域边界范围内焊缝的形状用抛物线来描述最为恰当,这同在较远处用双曲线来描述一样,都是利用最小二乘法[8]得出的,所以用此两种线型来描述误差最小,拟合效果最好。对于焊接不太规范的焊缝,可以采用多种线型来描述,例如:对数曲线、椭圆曲线等。
抛物线型在焊缝截面形状描述中使用最为普遍,因为直观看上去焊缝截面形状中余高部分、熔深部分都非常接近抛物线。本研究以抛物线型为例进行最小二乘法拟合。
在这里,将抛物线方程y=ax2+bx+c中的变量、参数逐一替换,令

则抛物线方程可化为


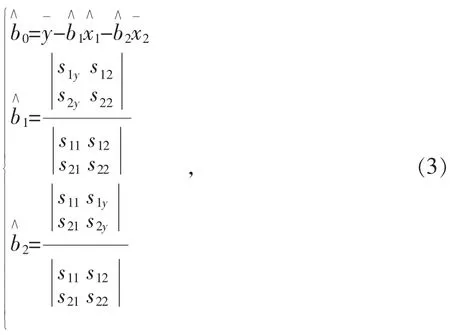

由此可得出抛物线的回归方程为

对于其他曲线,都可以通过换元、一元线性回归和二元线性回归得到其拟合方程,在这里就不再赘述。
2.1.2 程序编制及焊缝形状描述
由于VB语言简单明了,且使用较为广泛,因此利用VB进行编程[9-15]。在VB中建立图1所示的焊缝形状描述界面。之后对界面中各功能按钮、列表框及文本框进行编程,实现各控件的内部关联。

图1 焊缝形状描述界面
通过此软件调入焊缝实物照片,利用“打点”功能选择焊缝融合线合适部位进行打点,之后选择最佳的线型 (抛物线、双曲线或椭圆等)进行描述,然后对剩下的焊缝融合线依次分段进行描述,最后对描述后的焊缝进行拟合。
对拟合效果的分析可以两部分来讨论:①直观效果,即用肉眼可以直观地观察出来,例如观察打出来的n个点的走向呈抛物线型,但操作者却选择了对数曲线,当将曲线描绘出来时就会发现相差太远,所选线型不合适,需重新选择;另一种情况就是所选线型合适,但却观察到在两个曲线的连接处产生了跳跃,这是由于曲线描述的长度范围选择不恰当,所以需重新选择范围。②非直观效果,即用肉眼观察不出缺陷时,就要用概率中的线性回归方法来检验,并得到相关系数σ,一种线型得到一个σ,当尝试了几种线型后就可得到几个σ值,然后从中选择一个σ值最小的线型,此即“最接近n个点的曲线”。
由此便描绘出了最佳的焊缝截面实际形状(如图2所示),再对其进行质量参数测量,质量参数主要包括熔深、熔宽、余高、熔合量、内焊中凹、外焊中凸、侧面角和中心偏移量等以及熔宽比、熔深比和余高比等,这些都是需要评价的内容。
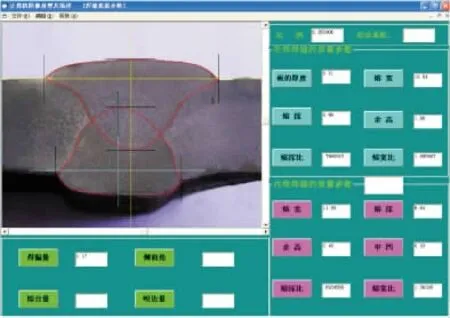
图2 焊缝形状评价界面
根据这些焊缝形状参数以及在工程中的相关经验,找出最佳焊缝形状及其组合曲线方程,再以此为标准制定指标。例如对于余高,可以认为将其控制在1.5~2mm是较理想的,对于一次焊的熔深比,将其控制在60%以上,焊缝的熔宽比控制在1~1.1等等。把焊缝形状量化,并严格地控制,从而得到理想的焊缝形状。
2.2 建立焊缝形状与工艺参数数据库
简单地说,数据库是一个特定的包含大量信息的数据集合,其结构设计便于查找需要的数据信息。数据库文件包含关于文件结构的信息和数据查找的索引信息,可以将管道焊接的基本情况逐级分类。
首先将焊接基本情况分为:管径、壁厚、材质和其他因素等。然后根据基本情况再确定其工艺参数,包括焊接材料、工艺因素、结构因素、焊接规范和其他情况等,将这些参数进行统计、记录,并采集相关参数,再用动态集从多个表提取和更新相关数据,再设计相关的算法,得到焊缝形状的质量参数,如熔深、熔宽、余高、熔合量、内焊中凹、外焊中凸、侧面角等。
至此,就可以得到一系列完整的数据库系统,当遇到一个参数时,只要找到其相关类型并进行查询就可以了。
2.3 建立焊缝形状专家系统
建立埋弧螺旋焊管焊缝形状专家系统的第一步工作就是研究、分析数据库搜集起来的所有重要参数。需要整理出在相同条件下得出的焊缝截面形状图形,将其进行相关原理的回归性分析,然后取出处于正态分布区的图形数据,将其列表进行相关的参数分析,找出在一定条件下焊缝主导影响因素并作相关纪录。
然后再采用步进式方法将焊接参数逐一改变来进行研究,找出焊缝形状变化的趋势与规律,并作相关记录。之后采用相关的数值处理法、图表法来进行评价、分析,得出比较理想的焊缝参数组合并记录下来,进行优化,同时由于焊接参数与焊缝的成形之间是强耦合关系,焊缝的成形过程将变得非常复杂,可以通过焊缝形状预测系统来改善焊缝的质量并预测焊缝的成形。
总之,数据库的建立、实测数据的分析、参数的优化以及模拟试验为专家系统指导实践提供了可靠的保证。专家系统可以在最短的时间内根据现有的焊接条件找出最有效的若干个焊接实施方案,并且对于每一个实施方案能够建立专家评分系统,将其按照可行性进行方案的排队,正确选择工艺参数,最终选出最合理、最理想的焊接方案。
3 结 语
本研究通过对焊缝形状的分析,提出了采用曲线拟合方程对焊缝形状进行描述和记录,再结合焊接材料、焊接规范、焊接工艺因素、焊接结构因素等对焊缝质量进行分析,再做一系列的科学试验,在生产上进行步进式调整,然后进行精确的计算机技术的描述评价、分析对比以及优化预测等,建立一套详细、完整的数据库,把研究成果与计算机有效管理紧密结合起来,最终实现焊缝形状的改进和焊接质量的提高。
埋弧焊焊缝形状控制系统可以从技术管理和技术改造两个渠道解决焊缝形状问题,能够更好地对焊缝形状进行描述、评测与控制。焊缝形状控制数据库系统和专家系统的研究与开发,有利于对工业性试验以及新工艺、新材料的应用作出客观评价;有利于严格的焊接工艺管理、焊缝质量的考核和生产工艺参数的稳定;有利于减少在生产线上因工艺参数的调整给生产带来的损失,降低试验研究成本。
[1]张淮,王成飞.螺旋缝埋弧焊钢管内焊缝结晶裂纹分析[J].浙江冶金,2010(01):29-30.
[2]叶建雄,张华.焊接工艺参数优化的智能计算研究[J].材料导报,2009(24):69-72.
[3]罗金龙.焊缝形状与熔合比对焊缝质量的影响[J].机械工人(热加工),2001(08):57-58.
[4]辛希贤.管线钢的焊接[M].西安:陕西科学技术出版社,1997.
[5]辛希贤,樊玉光.化工设备制造工艺学[M].西安:陕西科学技术出版社,2001.
[6]陈继民.焊缝形状计算机图象处理方法[J].华北电力大学学报,1999,26(04):90-92.
[7]吴长太.焊缝尺寸计算公式的研究及应用[J].煤矿机械,2002(09):42-43.
[8]肖筱南.新编概率论与数理统计[M].北京:北京大学出版社,2002.
[9]网冠科技.Visual Basic 6.0控件时尚编程百例[M].北京:机械工业出版社,2001.
[10]刘政军,张文,苏允海.基于VB开发的金属波纹管焊接工艺设计专家系统[J].金属铸锻焊技术,2009(17):128-133.
[11]美.Evangelos Petroutsos.Visual Basic 6.0从入门到精通[M].北京:电子工业出版社,1999.
[12]张树兵.Visual Basic 6.0中文版入门与提高[M].北京:清华大学出版社,2000.
[13]韦源,于平.Visual Basic 6.0程序设计基础[M].北京:清华大学出版社,2002.
[14]何文俊,马杰.Visual Basic 6.0编程实例精解[M].北京:北京希望电子出版社,2004.
[15]龚沛曾,陆慰民.Visual Basic程序设计教程 6.0版[M].北京:高等教育出版社,2001.
Computer Control of Weld Shape for Helical Submerged-arc Welding(SAW)Pipe
GAO Feng1,WANG Gaofeng2,GAO Cong1
(1.Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China;2.CNPC Tubular Goods Research Institute,Xi’an 710065,China)
In order to further improve the weld shape of SAWH pipe and welding quality,it analyzed 5 process measures affecting SAWH pipe weld shape control in this article,and set up mathematical model of the weld shape curve.It used VB language to establish the module of the description of the welded joint shape,described weld shape subsection,obtained the fitted equation,and set up weld shape evaluation system.It utilized database system and expert system to optimize welding parameter,and select the most reasonable and the most ideal welding scheme,finally realized the weld shape improvement and welding quality enhancement.The database system of weld shape control and expert system can also be used for on-site submerged arc welding process optimization.
welding;weld shape;welding process parameters;least squares method;fitted curve
TE973
B
1001-3938(2015)03-0057-04
高锋(1983—),男,硕士研究生,工程师,主要从事油气处理设施的设计技术研究工作。
2014-10-21
黄蔚莉
猜你喜欢
中学生天地(A版)(2022年11期)2022-11-25
中华养生保健(2020年5期)2020-11-16
建材发展导向(2019年11期)2019-08-24
新世纪智能(英语备考)(2018年11期)2018-12-29
红领巾·探索(2018年10期)2018-11-14
小天使·五年级语数英综合(2016年12期)2016-12-09
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
数学大王·低年级(2015年6期)2015-07-09
医学研究杂志(2015年5期)2015-06-10