Cr5锻钢支承辊不同压下量数值模拟与分析
2016-01-12 06:34甘红胜中国第二重型机械集团公司四川618013
大型铸锻件 2015年3期
甘红胜 赵 欣 李 勇(中国第二重型机械集团公司,四川618013)
Cr5锻钢支承辊不同压下量数值模拟与分析
甘红胜赵欣李勇
(中国第二重型机械集团公司,四川618013)
摘要:通过DEFORM-3D数值模拟软件,对105 t Cr5锻钢支承辊锻坯进行了两种不同压下量工艺方案的数值模拟,对比分析了其对拔长过程中的损伤值和等效应变的不同影响,以及模拟了拔长后锻坯偏析带的分布状况,为今后的生产工艺改进提供更加合理的科学依据。
关键词:Cr5锻钢支承辊;压下量;数值模拟
支承辊是轧钢生产线中用来支承工作辊或中间辊的关键部件。支承辊质量的优劣直接影响轧制产品的产量和质量。近十年来,高Cr支承辊在国内普遍推广应用,并取得良好的效果。但采用100 t以上钢锭生产该类支承辊时,在执行热锻宽砧强力压下( WHF法)拔长过程中坯料易开裂,特别是对Cr5锻钢支承辊进行强压拔长时坯料开裂愈加严重。不仅增加了吹氧清伤的工作量,也使得压实效果大打折扣。为此,本文通过DEFORM-3D数值模拟软件,对105 t Cr5锻钢支承辊进行了宽砧强力不同压下量的模拟对比,研究分析其对锻坯损伤值、等效应变的不同影响,还模拟了锻坯偏析带的分布,为今后生产工艺的改进提供更加合理的科学依据。
1 支承辊锻坯开裂概况
支承辊材质为CR-5A,辊身直径为Ø1600 mm,辊身长2050 mm。锻坯开裂出现在热锻镦拔火次。采用105 t钢锭生产,锻造工艺为镦粗+ WHF法拔长。在水压机上执行WHF法拔长时,坯料料身开裂严重,且裂纹基本由坯料棱角边向外表面扩展,如图1所示。
通过对105 t锻钢CR-5A 支承辊坯料分别采
用两种不同压下量工艺方案的数值模拟,分析其对开裂和压实效果的影响,并探讨金属在拔长过程中偏析带的分布规律。第一种工艺方案为F1:镦粗+ WHF法拔长(每趟均为20%的压下量) ;第二种工艺方案为F2:镦粗+ WHF法改进型拔长。
2 有限元数值模型建立
2.1镦粗工艺数值模型的建立
这两种方案的镦粗工艺相同,均采用上球面镦板+下漏盘镦粗工艺的数值模拟。坯料镦粗前尺寸为Ø1 800 mm×3 850 mm,高径比为2.1。镦粗后坯料尺寸约为Ø3 000 mm×1 360 mm,镦粗比约为2.8,如图2所示。
2.2拔长工艺数值模型的建立
在镦粗工序后F1与F2方案均采用上、下宽平砧强力压下拔长,最终完成压下拔长的有效截面尺寸均为1 650 mm×1 650 mm,拔长比约为2.6。方案F1拔长方式为传统的WHF法,即下压第一趟时不翻转,压下量为坯料高度的20%;第二趟下压时翻转90°,且相对上一趟砧子位置错砧1/2压下,压下量为坯料当前高度的20%;第三趟下压时不翻转,且相对上一趟砧子位置错砧1/4压下,压下量仍为坯料当前高度的20%。以下的趟数以此类推,直至工艺要求的拔方尺寸。
7方案F2拔长方式基本与方案F1拔长方式相同,区别在于该方案的第一趟的压下量为坯料高度的36%,以后每趟压下量为当前坯料高度的15%。图3为拔长前的坯料模型。
3 方案F1 与F2 工艺数值模拟对比与结果分析
3.1损伤值的数值模拟对比与分析
损伤是指在各种加载条件下,材料内凝聚力的进展性减弱,并导致体积单元破坏的现象,是受载材料由于微缺陷(微裂纹)产生和发展而引起逐步裂化的具体表现形式。方案F1与F2损伤值的数值模拟结果见图4。由图4可知,随着拔长趟数的增加,这两种工艺方案的损伤值均逐步增
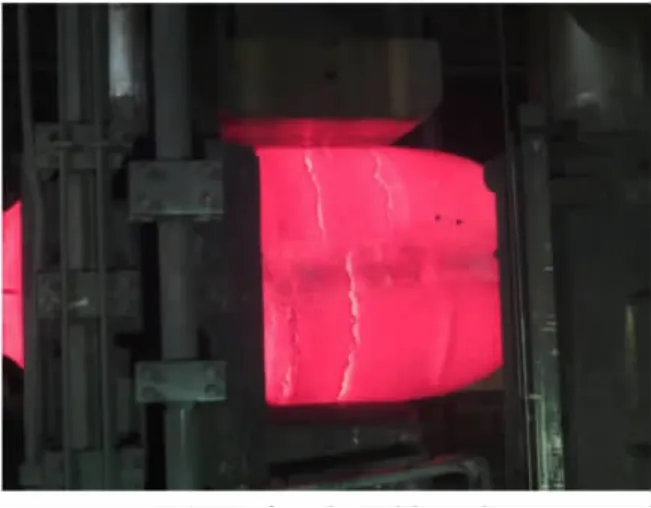
图1 支承辊坯料开裂Figure 1 The cracking of backup roll blank
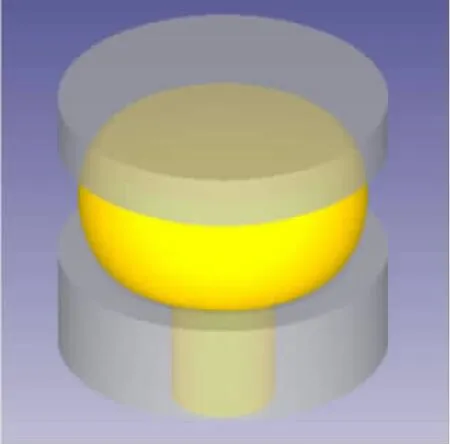
图2 镦粗后的坯料模型Figure 2 The blank model after upsetting
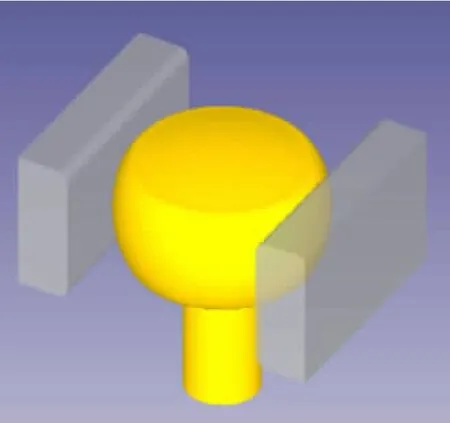
图3 拔长前的坯料模型Figure 3 The blank model before drawing

图4 两种不同工艺方式损伤值与拔长趟数的关系Figure 4 The relationship between damage value and drawing times in two kinds of processes
大,且方案F2的第一趟拔长损伤值要大于方案F1,但从第三趟拔长开始,方案F2的损伤值都要小于方案F1。这主要是由于方案F2的第一趟拔长压下量较大,使得锻坯受到轴向拉应力较大。拉应力能够破坏金属体积单元的连续性,拉应力越大,金属受破坏裂化程度越大,故较大的拉应力是造成首趟损伤值较大的主要原因。然而,金属材料损伤值的增加是一个受载积累的过程,当方案F2每趟拔长压下量减小到15%时,锻坯受到的拉应力也随之减小,即使得方案F2损伤值的增加量也就逐渐减小,最终造成方案F2拔长损伤值逐步小于方案F1。由此表明,方案F2防止损伤开裂的能力明显要优于方案F1。
3.2等效应变的数值模拟对比与分析
锻坯的主锻造方向为径向。针对F1与F2的工艺方案,选取端面心部位置对锻坯成形后的内部变形量进行对比。从数值模拟结果中提取压下拔长的第一趟、第三趟和第十趟的等效应变[1],如图5和表1所示。
由表1可以看出,方案F2锻坯端面心部的等效应变值均比方案F1中的值大,表明工艺方案F2能够使锻坯内部获得更大的变形量,且锻坯中心区域的压实效果也更好。由图5的等效应变还可知,采用工艺方案F2能够有效的提高锻件端面心部和附近区域的等效应变,使金属流动中的组织更加均匀化,不仅缩小了该刚性区域的范围,也增强了锻坯内部晶粒细化的效果[2]。
3.3偏析带的分布模拟与分析
钢锭内部的偏析带[3]破坏了金属基体的连续性。这些分布于基体内的偏析带与基体的变形能力不同,必然会影响到与基体的结合,从而导致偏析带周围产生应力集中,造成锻件整体的力学性能降低。锻造变形时由于偏析带分隔和阻碍的

图5 等效应变对比Figure 5 Equivalent strain contrast

表1 端面心部的等效应变值Table 1 Equivalent strain values of the end face core
作用,使其与周围基体金属无法接触,因而造成裂纹无法闭合。而大的拔长变形量有可能使偏析带打断成多个细小的偏析碎片,使其弥散分布在金属基体内部。弥散化程度与变形量有关,变形量越大,弥散化程度越高。图6为工艺方案F2假想的近似钢锭原始偏析带和拔长后偏析带的分布模拟。
由图6( a)可以看出,坯料经过镦粗+拔长变形工序后,水口端偏析带被横向拉长且较薄的附着在端面上;冒口端偏析带被纵向拉长,且大部分向坯料心部延伸;锭身偏析带部分被打散,呈弥散状分布,且有向外表面扩展的趋势,而大部分向心
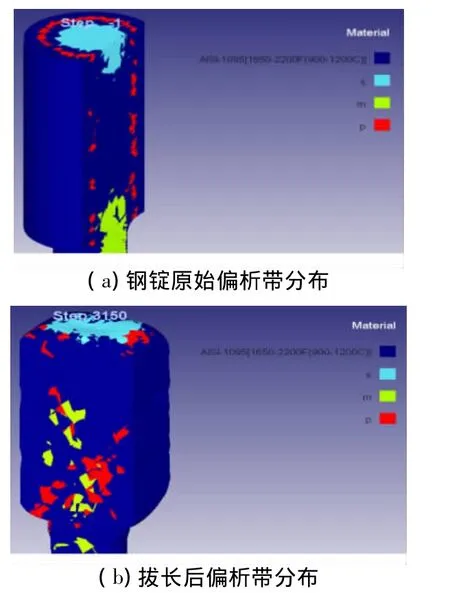
图6 偏析带的分布模拟Figure 6 Simulation of segregation band distribution
部聚集。这主要是由于在镦粗过程中,坯料内部偏析带是沿轴向被压扁而相互向心部靠近的,且变形越大,偏析带聚合程度越高。而在拔长过程中,坯料内部偏析带又沿延伸方向伸长,偏析带之间的距离加大而呈分散状,拔长变形愈大,分散程度愈高。由图6( b)还可看出,水冒口端区域偏析带分布较多,故在锻造出成品的过程中,必须保证水冒口端有足够的切除量,以避免偏析带外露情况的发生。
4 结论
本文采用数值模拟技术完成了Cr5锻钢支承辊两种不同工艺方案压下量的模拟。通过对数值模拟结果中的损伤值和等效应变进行了对比与分析,以及模拟了方案F2中偏析带的分布状况,可以得到以下结论:
( 1)通过工艺方案F1与F2拔长损伤值数值模拟的结果表明,该材质损伤值的增加是一个受载积累的过程。拔长趟数越多,损伤值越大,材料开裂倾向越严重,方案F2防止损伤开裂的能力明显要优于方案F1。
( 2)由等效应变分布模拟结果可知,采用工艺方案F2能够使锻坯心部及附近区域获得更大的变形量,有利于组织均匀化,达到提高锻件压实效果的目的。
( 3)由工艺方案F2的偏析带分布模拟结果可知,锭身偏析带部分被打散,且有向外表面扩展的趋势,大部分向心部聚集;水口端偏析带被横向拉长,且向端面聚集;冒口端偏析带被纵向拉长,且大部分向心部延伸,少部分依然存在于冒口端。故需要保证足够的水冒口切除量来避免偏析带外露。
参考文献
[1]张红.钢的流变应力模型及热处理制度对微观组织的影响[D].昆明:昆明理工大学,2007.
[2]赵玲玲,郭义.大型饼形件成形工艺研究[J].大型铸锻件,
2014( 5) :25.
[3]孙菲菲,张青.Cr5锻钢支承辊辊颈断裂失效分析.第八届全国材料科学与图像科技学术会议论文集,2012.10: 137-139.
编辑杜青泉
Numerical Simulation and Analysis on Different Reduction Amount of Cr5 Forged Steel Backup Roll
Gan Hongsheng,Zhao Xin,Li Yong
Abstract:The software DEFORM-3D is used to perform numerical simulation for the two kinds of process schemes with different reduction amount for 105 t forging blank of Cr5 forged steel backup roll,and compare and analyze the influence of the different processes on the damage value and equivalent strain during drawing,and simulate The distribution situation of the segregation band of forging blank after drawing,which provide more reasonable scientific reference for the process improvement in future.
Key words:Cr5 forged steel backup roll; reduction amount; numerical simulation
收稿日期:2014—10—16
文献标志码:A
中图分类号:O242.1
猜你喜欢
矿冶工程(2022年1期)2022-03-19
山东工业技术(2019年1期)2019-02-08
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
科技视界(2016年22期)2016-10-18
科技视界(2016年20期)2016-09-29
冶金与材料(2015年5期)2015-08-20
中国机械工程(2014年21期)2014-02-28
中国高新技术企业(2009年9期)2009-06-08