
DRIZO脱水工艺模拟分析
2016-02-07 02:41樊林华张勤勤
天然气与石油 2016年1期
贺 三 刘 阳 樊林华 王 勇 张勤勤
1.西南石油大学石油与天然气工程学院, 四川 成都 610500;2.中国石油集团东南亚管道有限公司, 北京 100028
DRIZO脱水工艺模拟分析
贺 三1刘 阳1樊林华2王 勇1张勤勤1
1.西南石油大学石油与天然气工程学院, 四川 成都 610500;2.中国石油集团东南亚管道有限公司, 北京 100028
天然气中存在的水分在一定条件下会形成水合物,堵塞管路和设备,对于含CO2、H2S的天然气,水分会导致管内形成酸液,腐蚀管路和设备,因此在天然气外输前需要对其进行脱水处理。对比DRIZO脱水工艺与传统三甘醇脱水工艺的效果,运用HYSYS软件对两种脱水工艺流程进行模拟,在一定气体流量(20 ℃,101.325 kPa)下,通过改变吸收塔塔板数、共沸剂循环速率和共沸剂种类,对影响DRIZO脱水工艺的因素进行了研究。计算可知,天然气处理量为750×104m3/d,吸收塔操作压力为11.7 MPa(a),三甘醇贫液循环量为4.5 m3/h,正庚烷作共沸剂其质量流量为 5 kg/h,可使处理后的气体含水量满足管输要求。分别选用异辛烷、正庚烷作为共沸剂进行模拟,采用正庚烷作为共沸剂,得到的脱水后干天然气含水量和水露点最低。研究结果表明,DRIZO脱水工艺具有脱水效率高、减少BTEX排放等优点,脱水效果远远好于传统三甘醇脱水流程的脱水效果。
天然气脱水;DRIZO;HYSYS;模拟;影响因素;共沸剂
0 前言
天然气中存在的水分在一定条件下会形成水合物,堵塞管路和设备;对于含有CO2、H2S的天然气,水分会导致管内形成酸液,腐蚀管路和设备;输送中水分会占据管内空间,导致管内天然气的运输量下降;含水天然气也不能利用低温设备处理[1]。因此,脱除天然气中的水分,对于天然气集输工艺有着重要的现实意义。
天然气脱水方法有很多种,目前应用最广、技术发展较为成熟的是三甘醇脱水方法。三甘醇具有吸水力强、在天然气中溶解度低、沸点高、易再生、投资小等优点。但一个大气压下,当重沸器的温度达到200 ℃时,传统三甘醇脱水流程所得到的三甘醇贫液浓度低,对于脱水深度要求较高的情况,传统三甘醇脱水流程无法达到脱水要求[2]。DRIZO脱水工艺流程是在传统三甘醇脱水流程的基础上引入共沸再生的改进工艺流程。其关键在于在再生塔之后设置三相分离器,分离气相、水和共沸剂,以循环利用共沸剂,减少损失。共沸剂本身具有不溶于水和三甘醇的特性[3],因此,DRIZO脱水工艺脱水过程中的三甘醇损失量少,回收得到的三甘醇贫液浓度高,脱水后干天然气的水露点低。
Rueter C O等[4-9]指出,天然气脱水三甘醇再生环节中再生塔排放到大气中的苯系物排放量(苯、甲苯、乙苯、二甲苯的合称,以下简称“BTEX”)成为天然气工业中愈发关心的问题。Paymooni K等人[10]通过实验和建立数学模型探究了异辛烷和甲苯作为共沸剂对再生后三甘醇贫液浓度的影响。Isa M A等人[11]探究了三甘醇贫液浓度对脱水后干天然气水露点的影响,指出DRIZO脱水工艺能够获得最大的露点降。Saidi M等人[12]对比了三甘醇汽提脱水、简单DRIZO脱水工艺和复杂DRZIO脱水工艺的脱水效果,结果表明简单DRIZO脱水工艺脱水后干天然气水露点最低,脱水过程中BTEX排放量最少。
运用HYSYS软件对两种脱水工艺流程进行模拟,处理量为750×104m3/d,吸收塔操作压力为11.7 MPa(a),吸收塔入口天然气温度为30 ℃,模拟得到再生后的三甘醇贫液浓度、脱水后干天然气水露点以及脱水过程中的三甘醇损失量。同时研究了吸收塔塔板数、共沸剂循环速率、共沸剂种类等对DRIZO脱水工艺的影响。
1 脱水工艺流程模拟对比
1.1 传统三甘醇脱水工艺流程
选用Peng-Robinson状态方程,运用HYSYS软件模拟传统三甘醇脱水工艺流程,见图1。传统三甘醇脱水工
艺流程分为两部分:三甘醇吸水和三甘醇再生。湿天然气经入口分离器(V-100)去除其中的液体和固体杂质后,进入吸收塔(T-100)脱水。在吸收塔内,天然气由下至上流经各层塔板,与从塔顶向下流动的三甘醇贫液逆流接触,被脱除水分的干气由塔顶流出,三甘醇富液从塔底流出。吸收塔底流出的三甘醇富液经闪蒸罐(V-101)闪蒸分离出烃类气体后进入再生塔(T-101)再生提浓,再生后的三甘醇贫液由甘醇泵(P-100)泵入吸收塔循环使用[13-14]。
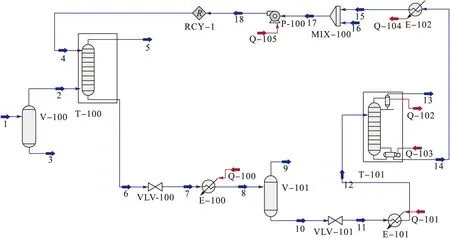
图1 HYSYS模拟传统三甘醇脱水工艺流程图
1.2 DRIZO脱水工艺流程
选用Peng-Robinson状态方程,在一定气体流量(20 ℃,101.325 kPa)下,运用HYSYS软件建立模拟DRIZO脱水工艺流程,见图2。DRIZO脱水工艺流程分为三部分:三甘醇吸水,三甘醇再生和共沸剂再生。其三甘醇吸水部分工艺与传统三甘醇脱水工艺相同,不同的是DRIZO脱水工艺采用共沸再生三甘醇的方法,在再生
塔(T-101)内三甘醇富液自上而下与向上流动的共沸剂逆流接触,再生后的三甘醇贫液进入吸收塔(T-102)进一步提浓后由甘醇泵(P-101)泵入吸收塔循环使用。再生塔(T-101)之后设有一个三相分离器,分离气相、水和共沸剂。吸收了水的共沸剂,经三相分离器(V-102)脱除其中的气相和水分后打入吸收塔(T-102)循环利用[15-17],以减少损失,避免污染。
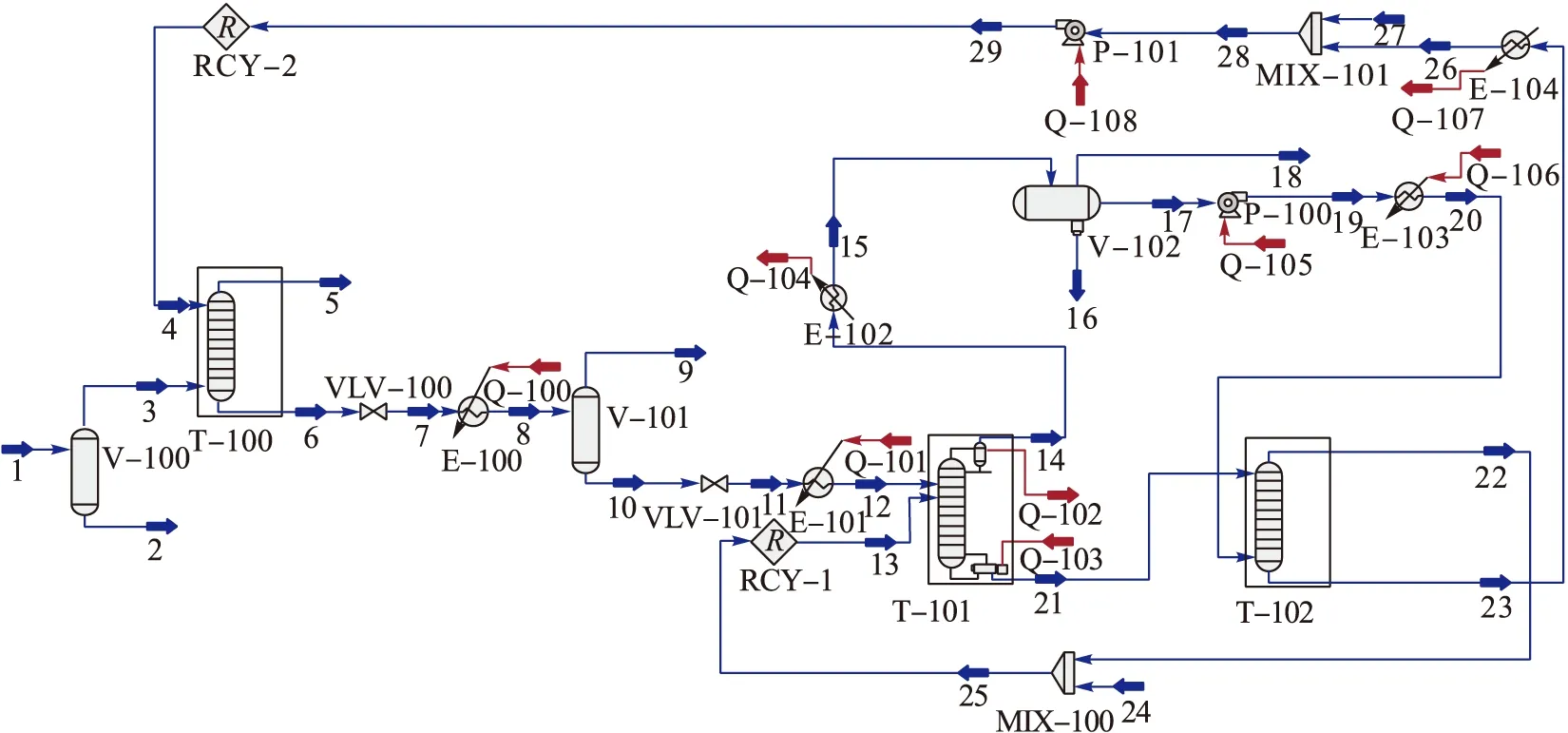
图2 HYSYS模拟DRIZO脱水工艺流程图
1.3 操作参数
处理量为750×104m3/d,吸收塔操作压力11.7 MPa(a),吸收塔入口天然气温度30 ℃。湿天然气具体摩尔组成见表1。
表1 湿天然气的组成和性质
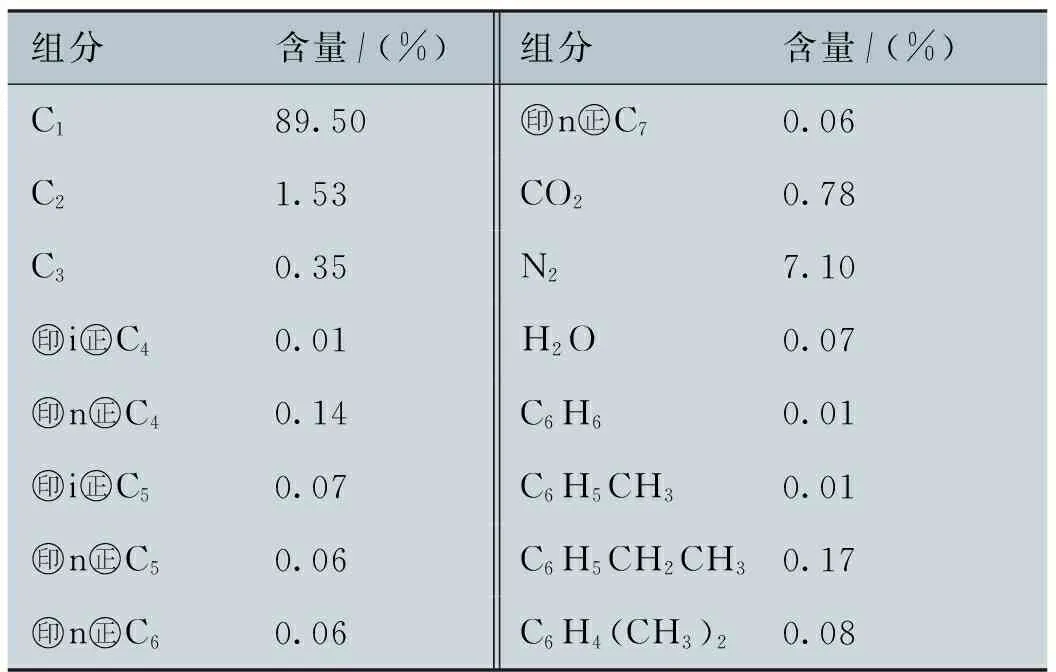
组分含量/(%)组分含量/(%)C189.50㊞n㊣C70.06C21.53CO20.78C30.35N27.10㊞i㊣C40.01H2O0.07㊞n㊣C40.14C6H60.01㊞i㊣C50.07C6H5CH30.01㊞n㊣C50.06C6H5CH2CH30.17㊞n㊣C60.06C6H4(CH3)20.08
1.4 模拟结果
传统三甘醇脱水工艺流程模拟关键物流的物性参数及组分分别见表2、表3,DRIZO脱水工艺采用正庚烷做共沸剂,其流程模拟关键物流的物性参数及组分分别见表4、表5。
表2 传统三甘醇脱水工艺流程关键物流的物性参数
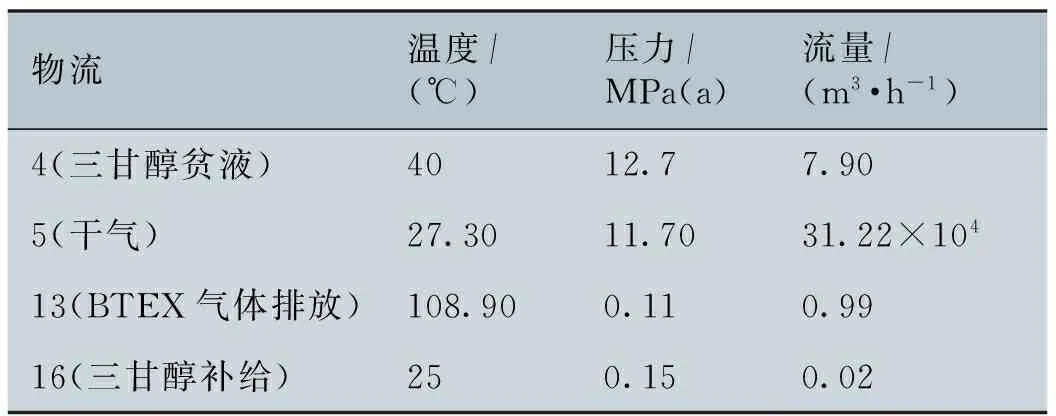
物流温度/(℃)压力/MPa(a)流量/(m3·h-1)4(三甘醇贫液)4012.77.905(干气)27.3011.7031.22×10413(BTEX气体排放)108.900.110.9916(三甘醇补给)250.150.02
表3 传统三甘醇脱水工艺流程关键物流的组分/(%)
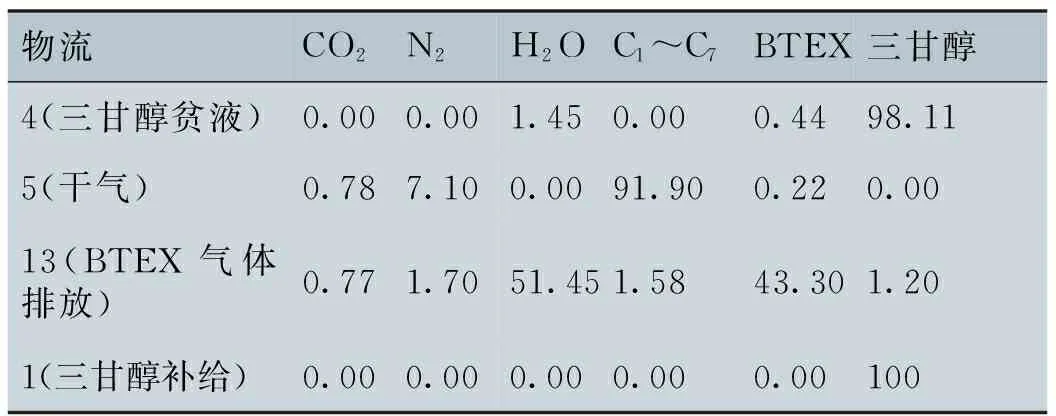
物流CO2N2H2OC1~C7BTEX三甘醇4(三甘醇贫液)0.000.001.450.000.4498.115(干气)0.787.100.0091.900.220.0013(BTEX气体排放)0.771.7051.451.5843.301.201(三甘醇补给)0.000.000.000.000.00100
表4 DRIZO脱水工艺流程关键物流的物性参数
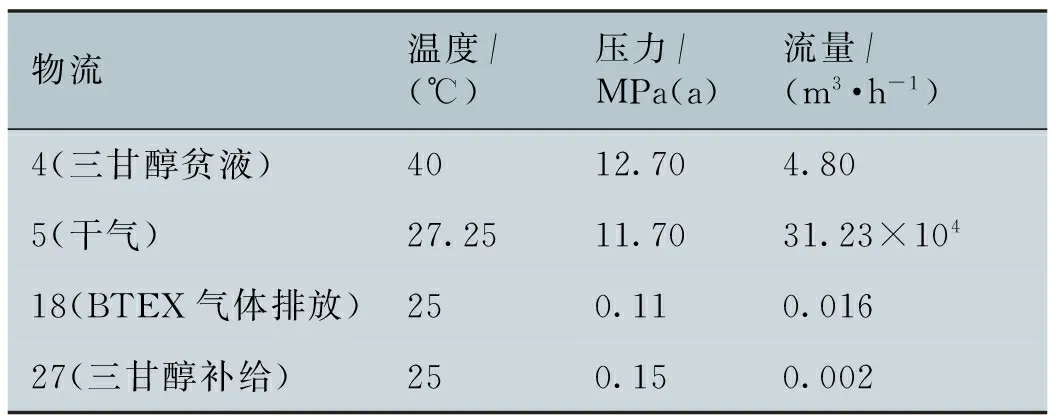
物流温度/(℃)压力/MPa(a)流量/(m3·h-1)4(三甘醇贫液)4012.704.805(干气)27.2511.7031.23×10418(BTEX气体排放)250.110.01627(三甘醇补给)250.150.002
表5 DRIZO脱水工艺流程关键物流的组分/(%)
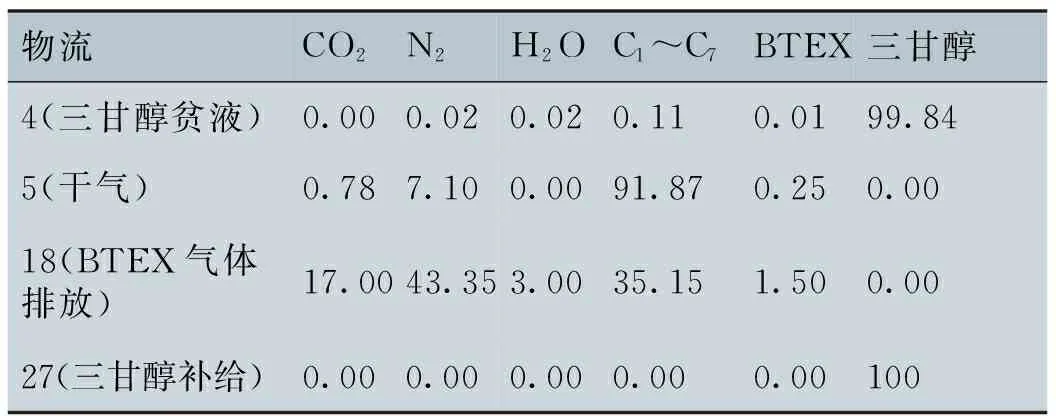
物流CO2N2H2OC1~C7BTEX三甘醇4(三甘醇贫液)0.000.020.020.110.0199.845(干气)0.787.100.0091.870.250.0018(BTEX气体排放)17.0043.353.0035.151.500.0027(三甘醇补给)0.000.000.000.000.00100
1.5 模拟结果对比
1.5.1 三甘醇贫液浓度
模拟DRIZO脱水工艺流程得到的三甘醇贫液浓度可达到99.84 %,模拟传统三甘醇脱水工艺流程得到的三甘醇贫液浓度为98.11 %。
1.5.2 三甘醇贫液损失量
DRIZO脱水工艺脱水过程中的三甘醇贫液损失量为0.002 m3/h,传统三甘醇脱水工艺脱水过程中的三甘醇贫液损失量为0.02 m3/h。这是因为共沸剂本身具有不溶于水和三甘醇的特性。因此,DRIZO脱水工艺脱水过程中的三甘醇贫液损失量少。
1.5.3 水露点
DRIZO脱水工艺脱水后干天然气水露点可达-56.44 ℃,传统三甘醇脱水工艺脱水后得到干天然气水露点为-18.24 ℃。这是因为DRIZO脱水工艺脱水过程中的三甘醇损失量少,回收得到的三甘醇贫液浓度高,因此脱水后干天然气的水露点低。
1.5.4 BTEX排放
在吸水环节吸收了天然气中BTEX的三甘醇在再生环节与共沸剂接触,BTEX进入共沸剂中,再生用的共沸剂不直接排放到大气而是循环利用,一定程度上减少了BTEX的排放。DRIZO脱水工艺再生塔后经三相分离器排放到大气中的BTEX的排放量为0.384 m3/d,传统三甘醇脱水流程经再生塔排放到大气中的BTEX的排放量为23.76 m3/d。
2 DRIZO脱水工艺影响因素分析
2.1 吸收塔塔板数对脱水效果的影响
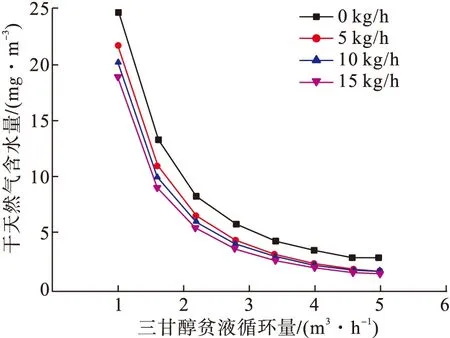
处理量为750×104m3/d,吸收塔操作压力11.7 MPa(a),正庚烷作共沸剂,其循环量为5 kg/h的情况下,研究不同塔板数N下三甘醇贫液循环量对脱水效果的影响,结果见图2。
如图2所示,当三甘醇贫液循环量在1.0~5.0 m3/h范围内变化时,脱水后的干天然气含水量和水露点随着塔板数的增加而降低。这是因为塔板数增多,气液接触面积增大,加强了水在气液相之间的传质[18]。所以,增加塔板数能够降低三甘醇贫液循环量。

a)不同吸收塔塔板数下三甘醇贫液循环量对干天然气含水量的影响
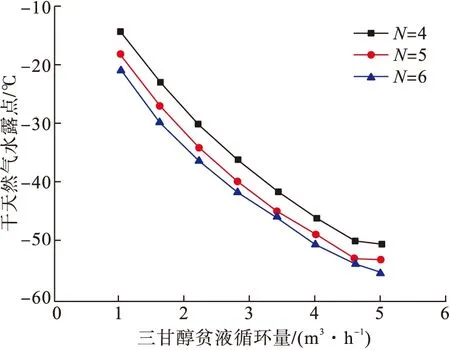
b)不同吸收塔塔板数下三甘醇贫液循环量对干天然气水露点的影响
但是,随着三甘醇贫液循环量的增加,脱水后干天然气含水量和水露点的下降趋势减小,当三甘醇贫液循环量增加到4.5 m3/h后干天然气含水量和水露点随三甘醇贫液循环量增大变化得不明显。同时,理论塔板数从4增加到6时,随着三甘醇贫液循环量的增加,脱水后干天然气含水量和水露点的降低同样变缓。这是因为,当三甘醇贫液循环量或者塔板数增大至一定值后,水分在气液相间的传质阻力作用逐渐增强[19]。
在吸水环节吸收了天然气中BTEX的三甘醇在再生环节与共沸剂接触,BTEX进入共沸剂中,天然气本身含
有的BTEX混合物作为共沸剂的一部分在脱水工艺流程中循环,不但可以减少BTEX的排放,还可以降低费用。但是考虑到在三甘醇再生环节中BTEX的排放速率会随着三甘醇贫液循环量的增加而增加,DRIZO脱水工艺三甘醇贫液的循环量还需控制在一定数值以内。本系统中,N=6时,最佳循环量为4.5 m3/h。
2.2 共沸剂循环速率对脱水效果的影响
处理量为750×104m3/d,吸收塔操作压力11.7 MPa(a),吸收塔塔板数6块,研究不同三甘醇贫液循环量下正庚烷作共沸剂其循环速率对脱水效果的影响,结果见图3。
a)不同三甘醇贫液循环量下共沸剂循环量对干天然气含水量的影响

b)不同三甘醇贫液循环量下共沸剂循环速率对干天然气水露点的影响
引入共沸剂可大幅降低脱水后干天然气的含水量,使得脱水效果加强。共沸剂质量流量越大,脱水后干天然气的含水量越低。由亨利定律可知,溶液上方的气体溶质平衡分压与该溶质在液相中的组成成正比,引入共沸剂后,水蒸气在气相中的分压减小,其在液相即三甘醇溶液中的溶解度也随之减小,使得回收后的三甘醇贫液浓度提高,脱水后干天然气的含水量降低[20]。实际操作过程中,可视脱水深度选择适宜的共沸剂循环速率。
2.3 不同种类共沸剂对脱水效果的影响
常用共沸剂的组成为C5~C8范围内的芳环烷烃及石蜡烃的混合物,也可采用正庚烷、异辛烷等。确定吸收塔操作压力为11.7 MPa(a),理论塔板数为6,三甘醇贫液循环量为4.5 m3/h,研究不同共沸剂对脱水效果的影响,结果见图4。
如图4所示,分别采用正庚烷、异辛烷作为共沸剂进行模拟,探讨不同共沸剂对脱水效果的影响。结果显示,采用正庚烷作为共沸剂得到的脱水后干天然气含水量最低。
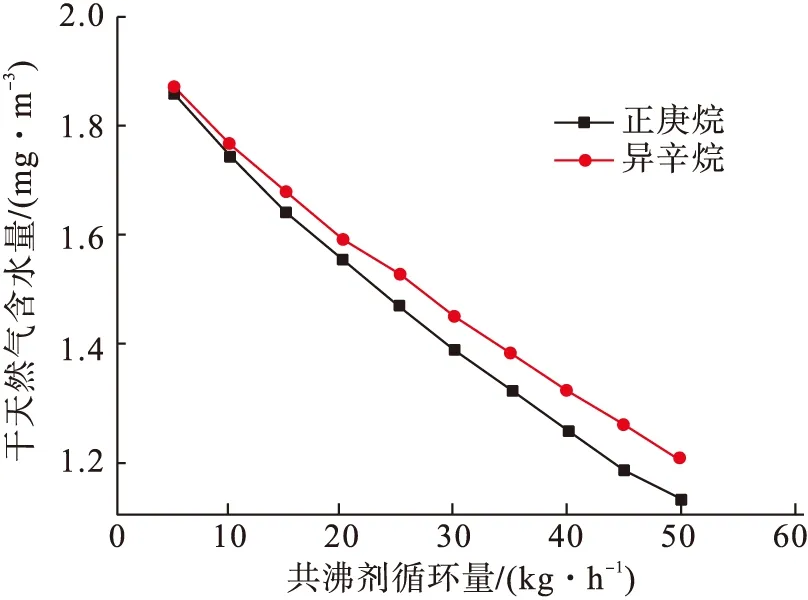
a)不同种类共沸剂对脱水后干天然气含水量的影响
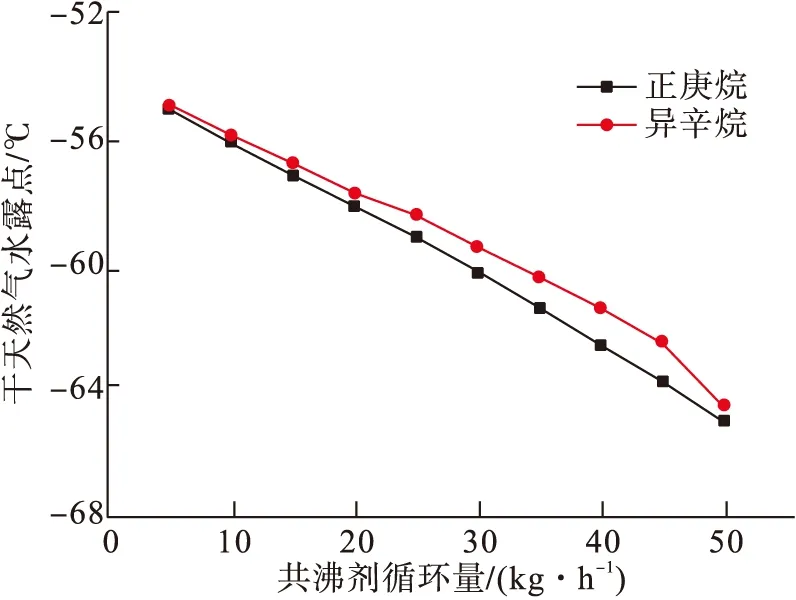
b)不同种类共沸剂对脱水后干天然气水露点的影响
3 结论
1)天然气处理量为750×104m3/d,吸收塔操作压力为11.7 MPa(a),理论塔板数为6,三甘醇贫液循环量为4.5 m3/h,正庚烷作共沸剂且其循环量为5 kg/h。模拟DRIZO脱水工艺得到的三甘醇贫液浓度为99.84 %,脱水后干天然气水露点为-56.44 ℃,脱水过程中的三甘醇损失为0.002 m3/h,再生塔后经三相分离器排放到大气中的BTEX排放量为0.384 m3/d。结果显示,DRIZO脱水工艺具有提高脱水效率、减少BTEX排放等优点,脱水效果远好于传统三甘醇脱水工艺的脱水效果。
2)吸收塔塔板数、共沸剂循环速率、共沸剂的种类都会对DRIZO脱水工艺的脱水效果产生影响。一定范围内,塔板数越多、共沸剂质量流量越大,则脱水效果越好,脱水后干天然气的水含量越低。天然气处理量为750×104m3/d,吸收塔操作压力为11.7 MPa(a),吸收塔塔板数为6块,三甘醇贫液循环量为4.5 m3/h,共沸剂质量流量为5 kg/h,可使处理后的气体含水量满足管输要求。分别采用正庚烷、异辛烷作为共沸剂进行模拟,结果显示,操作参数相同时,采用正庚烷作为共沸剂得到的脱水后干天然气含水量最低。
3)DRIZO脱水工艺虽具有提高脱水效率、减少BTEX排放等优点,但其前期投资较大,需视天然气处理规模和是否含有BTEX气体等综合考虑是否选用DRIZO脱水工艺脱水。
[1] 巩 艳,林 宇,汝欣欣,等.天然气水合物储运天然气技术[J].天然气与石油,2010,28(2):4-7. Gong Yan, Lin Yu, Ru Xinxin, et al. Natural Gas Hydrate Storage and Transportation Technology [J]. Natural Gas and Oil, 2010, 28 (2): 4-7
[2] Arubi I M T, Duru U I. Optimizing Glycol Dehydration System for Maximum Efficiency: A Case Study of a Gas Plant in Nigeria [J]. SPE Journal, 2008, (7): 18-23.
[3] Ditl P, Netušil M. Dehydration of Natural Gas Stored in Underground Gas Storages [J]. Czasopismo Techniczne. Mechanika, 2012, 109.
[4] Rueter C O, Ogle L D, Reif D L, et al. Development of Sampling and Analytical Methods for Measuring BTEX and VOC from Glycol Dehydration Units [C]//Paper 25944 Presented at the SPE/EPA Exploration & Production Environmental Conference, 7-10 March 1993, San Antonio, Texas, USA. New York: SPE, 1993.
[5] Rahimpour M R, Saidi M, Seifi M. Improvement of Natural Gas Dehydration Performance by Optimization of Operating Conditions: A Case Study in Sarkhun Gas Processing Plant [J]. Journal of Natural Gas Science & Engineering, 2013, 15 (6): 118-126.
[6] Ebeling H O, Lyddon L G, Covington K K, et al. Reduce Emissions and Operating Costs with Appropriate Glycol Selection [C]//Bryan Research & Engineering, Inc. Proceedings of the Seventy-Seventh GPA Annual Convention. Texas: Bryan Research & Engineering, Inc., 1998.
[7] Hlavinka M W, Hernandez-Valencia V N, Bullin J A, et al. Influence of Process Operations on VOC and BTEX Emissions from Glycol Dehydration Units [C]//Bryan Research & Engineering, Inc. Proceedings of the Seventy-Second GPA Annual Convention. Texas: Bryan Research & Engineering, Inc., 1993: 100-106.
[8] Braek A M, Almehaideb R A, Darwish N, et al. Optimization of Process Parameters for Glycol Unit to Mitigate the Emission of BTEX/VOCs [J]. Process Safety and Environmental Protection, 2001, 79 (4): 218-232.
[9] Gearhart. New Glycol-Unit Design Achieves VOC, BTEX Reductions [J]. Oil & Gas Journal, 1998, 96: 61-64.
[10] Paymooni K, Rahimpour M R, Raeissi S, et al. Enhancementin Triethylene Glycol (TEG) Purity via Hydrocarbon Solvent Injection to a TEG+ Water System in a Batch Distillation Column [J]. Energy Fuels, 2011, 25 (11): 5126-5137.
[11] Isa M A, Eldemerdash U, Nasrifar K. Evaluation of Potassium Formate as a Potential Modifier of TEG for High Performance Natural Gas Dehydration Process [J]. Chemical Engineering Research and Design, 2013, 91 (9): 1731-1738.
[12] Saidi M, Parhoudeh M, Rahimpour M R. Mitigation of BTEX Emission from Gas Dehydration Unit by Application of Drizo Process: A Case Study in Farashband Gas Processing Plant, Iran [J]. Journal of Natural Gas Science and Engineering, 2014, (19): 32-45.
[13] 郝 蕴.三甘醇脱水工艺探讨[J].中国海上油气:工程,2001,13(3):22-29. Hao Yun. Discuss of the TEG Dehydration Process [J]. China Offshore Oil and Gas, 2001, 13 (3): 22-29.
[14] 刘家洪,周 平.浅析HYSYS软件在三甘醇脱水工艺设计中的应用[J].天然气与石油,2000,18(1):18-20. Liu Jiahong, Zhou Ping. Elementary Analysis of Application of HYSYS Software in TEG Dehydration Processing Design [J]. Natural Gas and Oil, 2000, 18 (1): 18-20.
[15] Netusil M, Ditl P. Comparison of Three Methods for Natural Gas Dehydration [J]. Journal of Natural Gas Chemistry, 2011, 20 (5): 471-476.
[16] Darwish N A, Al-Mehaideb R A, Braek A M, et al. Computer Simulation of BTEX Emission in Natural Gas Dehydration Using PR and RKS Equations of State with Different Predictive Mixing Rules [J]. Environmental Modelling & Software, 2004, 19 (10): 957-965.
[17] Rouzbahani A N, Bahmani M, Shariati J, et al. Simulation, Optimization, and Sensitivity Analysis of A Natural Gas Dehydration Unit [J]. Journal of Natural Gas Science and Engineering, 2014, 21: 159-169.
[18] 陈 曦,邓道明,万宇飞.CO2的三甘醇脱水分析[J].石油与天然气化工,2014,43(6):585-589. Chen Xi, Deng Daoming, Wan Yufei. Analysis of Dehydration from CO2by TEG [J]. Chemical Engineering of Oil and Gas, 2014, 43 (6): 585-589.
[19] 雷宝刚,李学坤,范 峥,等.天然气脱水系统模拟及主要设备优化[J].化学工程,2013,41(2):74-78. Lei Baogang, Li Xuekun, Fan Zheng, et al. Simulation of Natural Gas Dehydration System and Optimization of Main Equipment [J]. Chemical Engineering, 2013, 41 (2): 74-78.
[20] 袁宗明,王 勇,贺 三,等.三甘醇脱水的计算机模拟分析[J].天然气与石油,2012,30(3):21-26. Yuan Zongming, Wang Yong, He San, et al. Analysis on Computer Simulation of TEG Dehydration [J]. Natural Gas and Oil, 2012, 30 (3): 21-26.
2015-06-21
贺 三(1975-),男,四川成都人,副教授,博士,主要从事油气储运方面的研究。
10.3969/j.issn.1006-5539.2016.01.010
猜你喜欢
天然气化工—C1化学与化工(2022年5期)2022-10-28
石油与天然气化工(2022年4期)2022-08-18
氯碱工业(2022年5期)2022-08-01
广州化工(2022年11期)2022-06-29
水泵技术(2021年3期)2021-08-14
安徽化工(2020年5期)2020-10-16
石油学报(石油加工)(2020年4期)2020-09-27
化工管理(2020年19期)2020-07-28
化工技术与开发(2020年6期)2020-06-24
化工进展(2020年3期)2020-04-01
