
并条机牵伸罗拉同步性检测方法
2016-06-06 11:58宋栓军
纺织学报 2016年9期
宋栓军
(西安工程大学 机电工程学院, 陕西 西安 710048)
并条机牵伸罗拉同步性检测方法
宋栓军
(西安工程大学 机电工程学院, 陕西 西安 710048)
为能给判定和调试并条机整体性能提供有效的定量参考数据,开发了一种基于虚拟仪器技术的罗拉同步性检测系统。该系统由采集卡、个人PC机和罗拉转速曲线测试仪组成。给出了基于M/T法的罗拉转速计算方法。利用该方法在LabVIEW平台上设计了罗拉转速检测仪,并将检测系统用于FA1382高速并条机的罗拉转速同步性检测。结果表明:该检测系统可实时检测并条机的各罗拉转速波动情况,获取数据准确,对数据的分析方便、直观且数据通用性较强。通过数据分析发现,这种机型的牵伸性能较好,但其在正常停车时的非线性降速和急停时的降速时间控制有待进一步改进。
并条机; 罗拉同步性; 转速; 检测系统; 虚拟仪器
并条作为棉纺工艺的重要环节,其主要任务是提高生条纤维伸直度与平行度,改善条子的长短片段条干均匀度以及纤维的混和均匀度[1]。随着出条速度由原来的40 m/min提高到现在单眼的800~1 000 m/min,并条机目前都采用加装自调匀整装置和改进的牵伸装置来控制由于高速带来的并条质量的波动[2]。并条过程中,条子被拉长拉细的过程主要是由主牵伸区和后牵伸区中的牵伸罗拉完成的[3]。由此看,牵伸区中牵伸罗拉转速的同步性会影响牵伸的牵伸比,若牵伸区牵伸罗拉的同步性好,则条子受牵伸后的均匀度好;若同步性差,则会出现粗细节,直接影响出条质量,因此,对牵伸罗拉的转速进行实时同步性检测是非常必要的。通过对牵伸罗拉的转速同步性检测,一方面可以检验并条机的性能,另一方面还可以为调节并条机参数、死区长度提供必要的定量数据[4]。从理论上分析,并条机并条性能的好坏有2方面原因:在正常开车时,是否能够及时匀整粗节和细节;启动、停止阶段,并条机的牵伸性能是否稳定。这2方面因素都与罗拉转速的同步性相关。目前对并条机牵伸罗拉转速同步性能检测的方法还不多见。在长期进行在线检测[5]的实践基础上,本文设计了一套专门针对并条机牵伸罗拉转速同步性能检测的虚拟测试仪,并在FA1382高速并条机上成功应用,为改善并条机质量提供了有效的定量化数据。
1 检测原理
罗拉转速检测系统组成如图1所示。硬件由装在各个罗拉上的编码器(一般并条机上都自带)、数据采集器、个人PC机组成;软件是基于LabVIEW或Lab Windows/CVI等其他上位机编程环境下自行开发的虚拟转速测试仪[6]。数据采集器一般选用同步性能和采样率较高的NI USB X系列多功能数据采集卡[7],其基本特点是:1)具有BNC连接端子;2)具有8路同步模拟输入,单通道采样率1.25 MS/s, 16位分辨率;3)具有2路输出范围为±10 V的模拟输出,同时该采集卡采用NI-STC3的同步技术,可实现高级定时和触发。这样的高速同步采集器可确保牵伸罗拉转速信号无任何漏采。

图1 检测系统组成
当开启检测系统后,牵伸罗拉的转速信号首先接到数据采集卡的模拟输入端,各罗拉的转速信号同时被数据采集卡多路同步采集经A/D转换后通过USB总线送到上位机中。上位机软件利用事先设计好的转速算法,对各通道的原始数据进行运算,并将运算的结果以曲线图的形式输出。这样通过多路转速曲线在同一时刻的速度对比就很容易看出牵伸罗拉速度曲线的变化和牵伸效果的好坏。
2 检测系统设计
2.1 功能设计
此检测系统依据检测需要,主要有数据采集参数设置、定时设置、记录设置、触发设置、转速曲线绘制、牵伸比曲线绘制6项基本功能。数据采集参数设置功能主要完成对检测基本参数的设置,如编码器的基本分辨率设置、几组罗拉转速信号接入的采集卡物理通道设置、接线端配置、信号的最大最小电压范围设置等;定时设置主要设置采集卡的采样频率、采样时间、采样时钟源等;记录设置主要控制采集的原始数据是否需要存储、存储位置和存储格式等,以便在离线时进行数据的分析和处理;触发设置控制采集卡采集方式(自动触发或者手动触发)、触发源的信号类型及接线端口,可依据需要进行不同的采集方式选择;转速曲线绘制主要完成信号经转速算法后的转速结果输出,可绘制出不同罗拉转速的对比曲线;牵伸比曲线绘制主要绘制直观的并条机主牵伸区、后牵伸区等的牵伸比变化情况,为分析并条机性能提供直观依据。绘制的转速曲线和牵伸比曲线可进行局部放大,以便观察分析,并且可方便导出图像、Excel数据报表等。
检测系统功能采用可视化编程环境LabVIEW实现。LabVIEW采用图形化编程语言设计程序,不需要编写语言代码,且LabVIEW拥有丰富的函数资源库,可方便调用实现数据采集、数据分析、数据显示、数据存储、数字滤波、曲线拟合等功能。此外LabVIEW编写的程序,界面符合测试仪器的设计规范,存储的数据可以为多种格式,便于后期其他分析软件的调用[5],因此,其语言适合于工程检测系统的上位机检测软件的快速开发。
2.2 转速算法设计
常见的转速测量方法有M法、T法和M/T法[8]。M 法也称频率法,它是通过在固定时间内测量编码器脉冲数来计算转速的一种方法,适用于高速范围[9];T 法则相反,它是通过测量编码器2个脉冲之间的时间间隔来计算转速的;M/T法结合了M法和T法,它通过同时检测编码器的脉冲数和此脉冲数对应的时间来确定被测对象的转速,是一种适用范围较广的转速测定方法[10]。
转速的算法结合了M/T法的原理,图2示出转速的算法流程。

图2 转速算法流程图
转速计算原理及其实现过程如下:
1)首先对编码器信号进行处理。由于从采集卡获得的编码器信号为脉冲信号,为便于计算相邻2个脉冲的时间间隔,首先对脉冲信号进行0/1处理。即高电平为1,低电平为0,处理前后的信号变化如图3所示。
2)由于采集卡开始采集的时间具有一定的随机性,所以有可能刚开始采集到的是信号高电平处,也有可能是信号低电平处,为了减小计算误差,当为高电平时,计算信号下降沿时间间隔,否则计算信号上升沿时间间隔。
3)对处理后的0/1信号做进一步处理,使上升沿或下降沿处只出现1个1,这样即确定了上升沿或下降沿对应的时点,处理前后的结果如图4所示。
4)根据脉冲上升沿或下降沿的间隔时间和转过的角度,即可计算该时段内的速度。由于只是计算了上升沿或下降沿对应的瞬时转速,这样在编程过程中会导致计算后的数组尺寸减小。为了与实际测量的时间对应,还需进行一次插值算法处理[11],以便获得与原始信号同样的信号长度。插值前后的速度曲线如图5所示。

图3 转速脉冲信号处理前后的变化对比
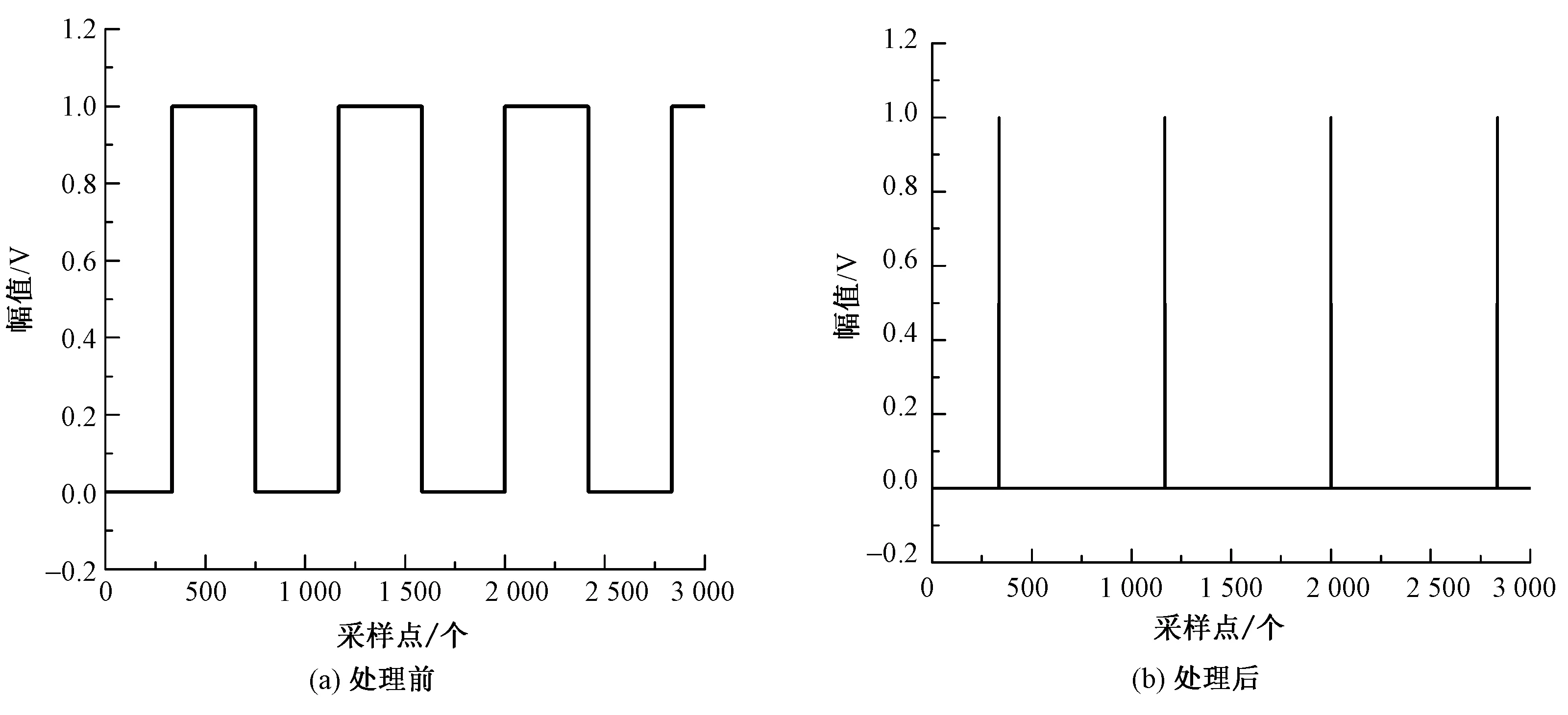
图4 对0/1信号处理前后的结果

图5 插值前后速度曲线对比
3 应 用
利用该检测系统对FA1382型高速并条机罗拉1、2、3的转速曲线进行检测,共检测了正常开车、正常启动、正常停车、急停停车4种情况下的转速同步情况。罗拉1、2、3的转速信号由安装在其上的光电编码器发出,光电编码器每转产生20个脉冲信号。采集卡采用美国NI公司的USB 6356,其共有8通道模拟输入端口,单通道最高采样率达1.25 MS/s。图6示出4种情况下的测试结果。
由图6可看出,该机型在正常开车时罗拉1、2、3转速非常稳定,罗拉转速的同步性较好。正常启动时,罗拉1的升速过程经过了2个阶段,先经过0.1 s左右升速至低速400 r/min维持了近1.1 s,随后在2 s后转速迅速升至正常1 990 r/min左右。在此期间罗拉2、3以同样的升速时间间隔完成速度的变化,因此,可以看出该机型启动时同步性较好。正常停车时,该机型从正常转速降至完全停转需要大概6.2 s,而急停停车时需要2 s左右。正常停车时,罗拉速度的下降先快后慢,并非完全线性。急停停车时,罗拉的转速经过2次降速过程,罗拉1先是在0.2 s左右迅速降速至400 r/min,然后在1.8 s内降速至零。急停停车2个阶段的降速过程基本是线性的。急停停车和正常停车时罗拉的同步性较好。

图6 测试结果
图7示出急停停车和正常停车时该种机型的总牵伸比随时间的变化曲线。可以看出,由于正常停车时,罗拉1在6.5~7.7 s为非线性降速,使并条机的总牵伸比出现下降波动。急停停车时,由于罗拉1、2的降速时间不一致及降速的非线性,使并条机的总牵伸比波动更为明显。

图7 急停停车和正常停车时的总牵伸比
通过用这种方法对罗拉同步性检测,发现该并条机型的牵伸性能较好,但其在正常停车时的非线性降速和急停时的降速时间控制有待进一步改进。利用本检测系统得到的定量检测结果为改进此种机型的电机特性和工艺参数提供了有效的参考。
4 结 语
本文所设计的检测系统基于虚拟仪器技术,是目前广为流行的快速高性能检测平台。从硬件组成看,硬件组成简单,只需1块高性能数据采集卡,不需要附加任何额外的硬件处理和二次仪表,就可快速搭建检测系统,与并条机上的各种标准信号对接,完成罗拉转速的同步性检测任务。从软件组成来看,采用无代码的图形化编程语言LabVIEW作为开发平台,编程速度快,检测任务的定制非常灵活,数据容易存储为txt文本、二进制文件、Excel文件格式等,数据的可移植性性较强,方便对检测数据的全方位多角度分析。基于LabVIEW开发的罗拉转速测试仪可运行在目前的Winxp、Win7、Win8等Windows操作系统平台上,可安装在笔记本电脑上通过USB接口与采集卡通信,携带方便。从算法设计来看,系统的转速算法灵活性较强,是M/T法的一种变形形式,可依据不同检测任务的需要,灵活转为M法或T法。该同步性检测系统搭建方案及其软件算法还可适当变化,用于其他并条机、纺织机械、电动机等转速同步性的测量。从检测系统的应用情况看,系统搭建迅速,携带方便,数据存储方便,测量数据准确,系统可扩展性强。
FZXB
[1] 尚红卫.实现并条机高速与高质的途径[J].棉纺织技术,2013,41(1): 41-43. SHANG Hongwei. Method on realizing higher speed and higher quality of drawing frame[J]. Cotton Textile Technology, 2013, 41(1): 41-43.
[2] 李宏亮,周武能,王新厚.并条机自调匀整双开环控制系统[J].纺织学报,2010,31(2):106-114. LI Hongliang, ZHOU Wuneng, WANG Xinhou. Dual open-loop control system on auto leveler of drawing frame[J]. Journal of Textile Research,2010,31(2):106-114.
[3] 宋育红.并条机牵伸机构优化设计[J].陕西理工学院学报(自然科学版),2012,28(1):5-10. SONG Yuhong. Optimized design of the drafting system in drawing frame[J]. Journal of Shaanxi University of Technology (Natural Science Edition), 2012,28(1):5-10.
[4] 周锁林. 并条机棉条质量的控制与研究[J].上海纺织科技,2009,37(5):51-53. ZHOU Suolin. Control of sliver quality on drawing frame[J].Shanghai Textile Science & Technology, 2009,37(5):51-53.
[5] 宋栓军,曹丽娟,王贯超,等. 基于PXI总线的织机经纱张力测试系统[J].棉纺织技术,2007,35(11):661-663. SONG Shuanjun, CAO Lijuan, WANG Guanchao, et al. Test system of loom warp tension based on PXI bus[J]. Cotton Textile Technology, 2007, 35(11):661-663.
[6] 霍铖宇,华强,卢达,等. 基于虚拟仪器的针织机械用高速电磁阀测试系统[J]. 纺织学报,2011,32(10):134-139. HUO Chengyu, HUA Qiang, LU Da, et al. Testing system for high-speed solenoid valve of knitting machinery based on virtual instrument[J]. Journal of Textile Research,2011,32(10):134-139.
[7] 贾高鹏,来侃,孙润军.基于LabVIEW的纤维集合体微电流测试仪的研制[J].纺织学报,2010,31(3):119-122. JIA Gaopeng,LAI Kan,SUN Runjun.Development of fiber assembly weak current tester based on LabVIEW[J].Journal of Textile Research,2010,31(3):119-122.
[8] 鲁进军,梅志千,刘向红,等.电动机的高精度宽范围转速测量方法[J].中国电机工程学报,2011,31(24):118-123. LU Jinjun, MEI Zhiqian, LIU Xianghong, et al. Investigation of precision wide-range velocity
measurement method for motor[J]. Proceedings of the CSEE, 2011, 31(24):118-123.
[9] 周正干,李然,李和平.高精度数字式转速测量系统的研究[J].测控技术,2000,15(5):60-61. ZHOU Zhenggan,LI Ran,LI Heping.Research on high precision measurement system of rotation rate[J].Measurement & Control Technology, 2000,15(5):60-61.
[10] RICHARD C Kavanagh. Performance analysis of M/T-type digital tachometer[C]//IEEE Instrumentation and Measurement Technology Conference. Ireland: Department of Electrical Engineering and Electronic Engineering, 2000:447-452.
[11] 孙云岭,朴甲哲,张永祥. 插值算法在内燃机瞬时转速测量中的应用研究[J].内燃机学报,2002,20(4):335-338. SUN Yunling, PIAO Jiazhe, ZHANG Yongxiang. Investigation on interpolation method in transient speed measurement for internal combustion engines [J]. Transactions of CSICE, 2002, 20(4):335-338.
Detection method for speed synchronization of drawing frame rollers
SONG Shuanjun
(CollegeofMechatronicsEngineering,Xi′anPolytechnicUniversity,Xi′an,Shaanxi710048,China)
A roller synchronization detecting system based on virtual instrument technology is proposed to detect the speed synchronization of rollers of a drawing frame. The system is composted of DAQ cards, PCs and roller speed curve testers. The speed calculation method based on M/T is proposed and the roller speed tester is designed in LabVIEW environment. The detection system has been successfully used on detecting performance of the drawing frame FA1382. The results show that the detection system can acquire accurate data and data is highly versatile and intuitive. Data analysis show that the drawing frame has good draft performance, but it has also some aspects to be further improved such as nonlinear speed down in normal stop and time control of slowdown in emergency stop. This detection system provides more effective quantitative reference data for judging the performance of drawing frame and improving drawing frame.
drawing frame; roller synchronization; speed; detecting system; virtual instrument
10.13475/j.fzxb.20150904806
2015-09-22
2016-06-01
陕西省教育厅科研基金项目(15JK1311);西安工程大学博士基金项目(BS1301)
宋栓军(1974—),男,副教授,博士。主要研究方向为虚拟仪器开发、在线监测及计算机集成制造。E-mail: songshuanjun@126.com。
TS 101.2
A
猜你喜欢
火炸药学报(2021年5期)2021-12-06
廊坊师范学院学报(自然科学版)(2021年2期)2021-09-10
小哥白尼·野生动物画报(2021年6期)2021-07-14
上海人大月刊(2020年12期)2020-12-30
数学大王·趣味逻辑(2019年10期)2019-11-06
中国新闻周刊(2019年9期)2019-04-29
广州文艺(2017年8期)2017-09-13
科技视界(2017年5期)2017-06-30
上海管理科学(2015年6期)2015-07-31
河北传媒研究(2015年6期)2015-07-12
