
基于PLC的双环缝焊机控制系统设计
2016-10-18 02:16邬玉晶
湖南邮电职业技术学院学报 2016年3期
邬玉晶
(无锡开放大学机电工程系,江苏无锡214011)
基于PLC的双环缝焊机控制系统设计
邬玉晶
(无锡开放大学机电工程系,江苏无锡214011)
文章分析了汽车尾气净化器的结构特点和常用的加工方式,设计了双环缝焊接专机的电气控制系统。以西门子PLC为控制中心,驱动变频器控制电机运转进行烧焊,协调控制本焊机的其他执行机构的动作。实验测试表明:基于PLC控制的焊接专机在保证焊缝质量的同时,焊接速度比焊接机器人提高了2倍多,并大幅度降低了生产成本。
PLC;控制系统;双环缝;焊机;汽车尾气净化器
汽车尾气净化器的生产过程主要是管状结构尾气排气管的焊接生产,所使用的主要生产设备为自动化焊接机器人。自动化焊接机器人生产线具有高的生产效率,好的产品一致性,质量状态稳定等优势,但设备的投入较大、占地面积也较大,生产维护成本较高,同时对焊材的性能要求也较高。为降低企业的生产成本,进一步提高生产效率,笔者根据多年从事焊接技术的经验,对净化器零部件环缝的焊接开发了专用高性能焊机,本焊机能够同时焊接两个环缝,在保证焊缝质量的前提下,提高了生产效率,降低了生产成本。本文基于PLC设计了电气控制系统。
1 双环缝焊机的组成及工作过程
根据设计的要求,焊接专机需要控制的动作分别是顶头的前伸/缩回、托架的上/下、焊枪的前/后、电机正转的启动/停止、电机反转的启动/停止、定位销子的前伸/缩回。焊接专机的初始状态:顶头缩回、托架缩回、电机停止不动、两个焊枪的支架缩回、定位销子前伸。
顶头的前伸夹紧和缩回松开用双作用汽缸来控制,两个电磁阀分别控制伸出和缩回。当控制前伸的电磁阀得电,汽缸前伸夹紧工件;当缩回的电磁阀得电,汽缸缩回,工件松开。托架的上下运动也是用一个双作用汽缸来实现的。用两个电磁阀分别控制汽缸伸出和缩回,通过控制电磁阀电路的通断来控制托架气缸活塞的上升和下降运动,从而实现托架的上升和下降。焊枪的升降也是通过双作用气缸来实现的。电机正转、反转的控制是用变频器来控制的,利用PLC的输出线圈来控制变频器的信号端子从而来控制电机的正反转。
2 系统硬件设计
双环缝焊机控制系统主要由PLC、交流电机、变频器、磁性传感器、接近开关、常用低压电器等组成。
2.1PLC选型
PLC作为控制系统的核心,其CPU必须满足系统控制的要求。选用西门子S7-200系列的CPU226模块化的紧凑型PLC。PLC的所有I/O(输入/输出)信号均采用光电隔离,各模块均采用屏蔽措施,使其具有高可靠性。PLC还针对不同的输入信号,有相应的I/O模块与这些元器件直接连接。
2.2输入、输出组件
系统的输入组件主要由按键开关、磁性传感器、接近开关等组成;输出组件主要由指示灯、变频器、电磁铁线圈等组成。各输入输出地址见表1。
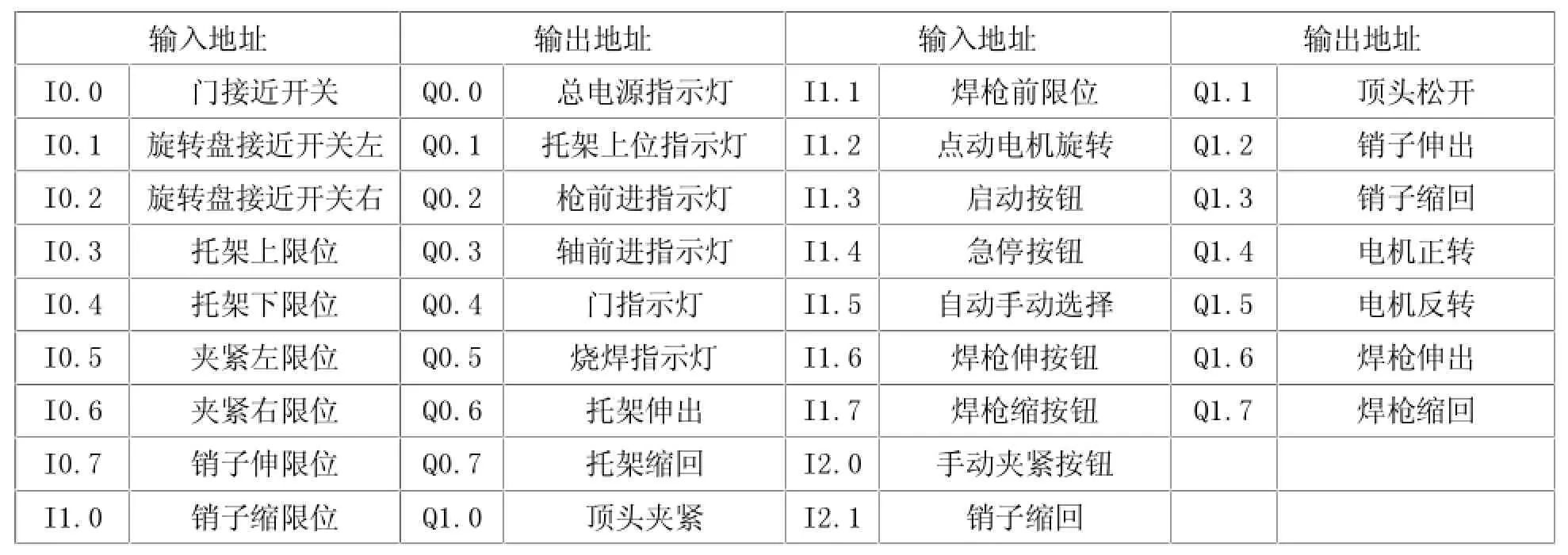
表1 PLC输入输出地址分配表
2.3控制面板的设计
用六个指示灯来表示焊机的工作状态:总电源、焊枪前进、关门、托架上升、夹紧和焊接,这些指示灯可以让工人了解焊机的工作状态,方便工人控制焊机。两个焊机的电流、电压调整旋钮也放在操作面板上,方便工人微调焊接参数。控制工件旋转速度的旋钮也设计放置在控制面板上,方便微调焊接速度。设计手动和自动选择开关,方便控制焊机。在手动工作状态,可以通过手动转开关按钮调节前伸轴旋转至原位。设计了枪前进开关,在手动工作状态可以通过该按扭让焊枪前进,来调整焊枪和工件之间的距离。在自动工作状态,按下启动按钮,所有汽缸在原位的前提下,按照设定的程序自动加工工件,万一在加工过程中遇到不正常的现象可以按下急停按钮。急停按钮立即切断电源,焊接停止工作。起到保护焊机的功能。设计的电气控制操作面板如图1所示。
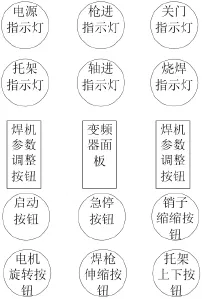
图1 电气控制操作面板图
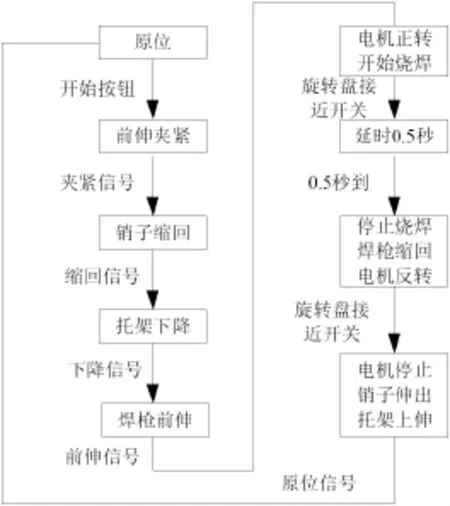
图2 PLC控制程序流程图
3 系统软件设计
本专机的控制要求为:控制分两种模式,一种是手动运行,一种是自动运行。手动运行模式可以通过一个按钮或者开关让前伸轴恢复起点位置,测试各种运动是否正常。一种是自动运行。首先在原始放置,放置工件后,按下启动按钮后,焊枪前伸,前伸到位后,销子缩回,托架汽缸缩回,缩回到位后,电机正转焊枪烧焊,烧焊360+α°后停止烧焊,焊枪退回,电机反转α°回到原位。托架上伸,到位置后夹紧装置松开,一个运动周期完成。根据控制要求绘制出PLC控制程序流程图,如图2所示。在焊接的过程中,可以手动调节焊接电流、电压,焊接速度等焊接参数。各个运动的逻辑关系可以通过PLC来控制,电机旋转的速度可以通过变频器来控制调速电机。根据上述分析,在计算机上采用西门子软件编写程序,编好后,进行运行监控。使用通讯电缆连接PLC的通信接口与计算机接口,设置好通信参数,将梯形图下载到PLC,运行程序。PLC程序如下:
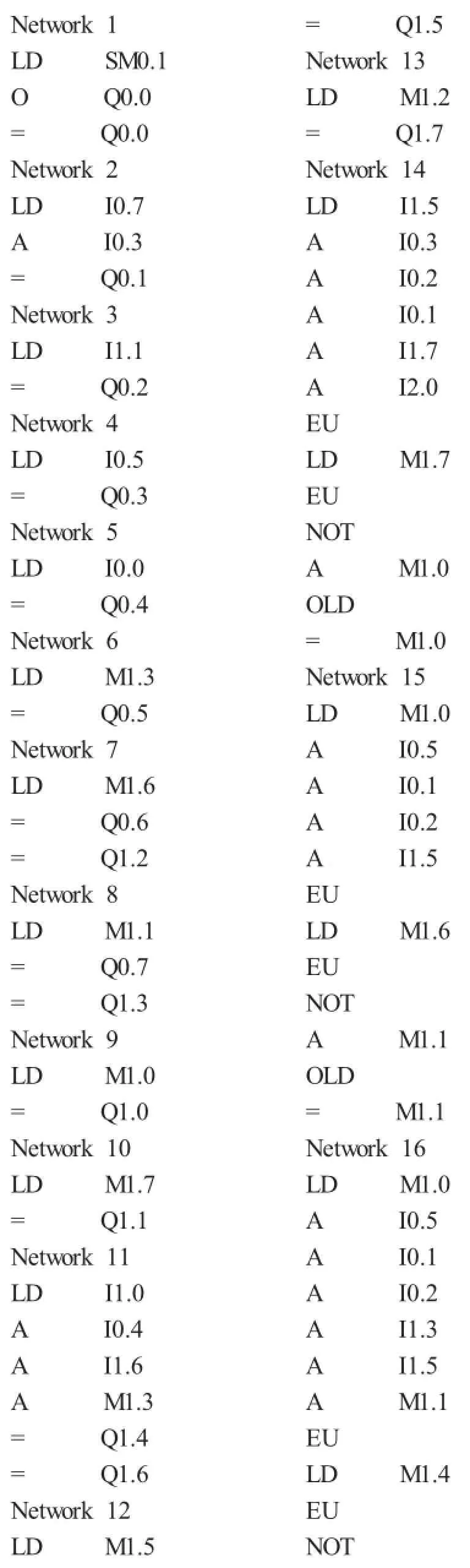
Network 1 LD SM0.1 O Q0.0 =Q0.0 Network 2 LD I0.7 A I0.3 =Q0.1 Network 3 LD I1.1 =Q0.2 Network 4 LD I0.5 =Q0.3 Network 5 LD I0.0 =Q0.4 Network 6 LD M1.3 =Q0.5 Network 7 LD M1.6 =Q0.6 =Q1.2 Network 8 LD M1.1 =Q0.7 =Q1.3 Network 9 LD M1.0 =Q1.0 Network 10 LD M1.7 =Q1.1 Network 11 LD I1.0 A I0.4 A I1.6 A M1.3 =Q1.4 Network 1 LD SM0.1 O Q0.0 =Q0.0 Network 2 LD I0.7 A I0.3 =Q0.1 Network 3 LD I1.1 =Q0.2 Network 4 LD I0.5 =Q0.3 Network 5 LD I0.0 =Q0.4 Network 6 LD M1.3 =Q0.5 Network 7 LD M1.6 =Q0.6 =Q1.2 Network 8 LD M1.1 =Q0.7 =Q1.3 Network 9 LD M1.0 =Q1.0 Network 10 LD M1.7 =Q1.1 Network 11 LD I1.0 A I0.4 A I1.6 A M1.3 =Q1.4 =Q1.6 Network 12 LD M1.5 =Q1.5 Network 13 LD M1.2 =Q1.7 Network 14 LD I1.5 A I0.3 A I0.2 A I0.1 A I1.7 A I2.0 EU LD M1.7 EU NOT A M1.0 OLD =M1.0 Network 15 LD M1.0 A I0.5 A I0.1 A I0.2 A I1.5 EU LD M1.6 EU NOT A M1.1 OLD =M1.1 Network 16 LD M1.0 A I0.5 A I0.1 A I0.2 A I1.3 A I1.5 A M1.1 EU LD M1.4 EU NOT
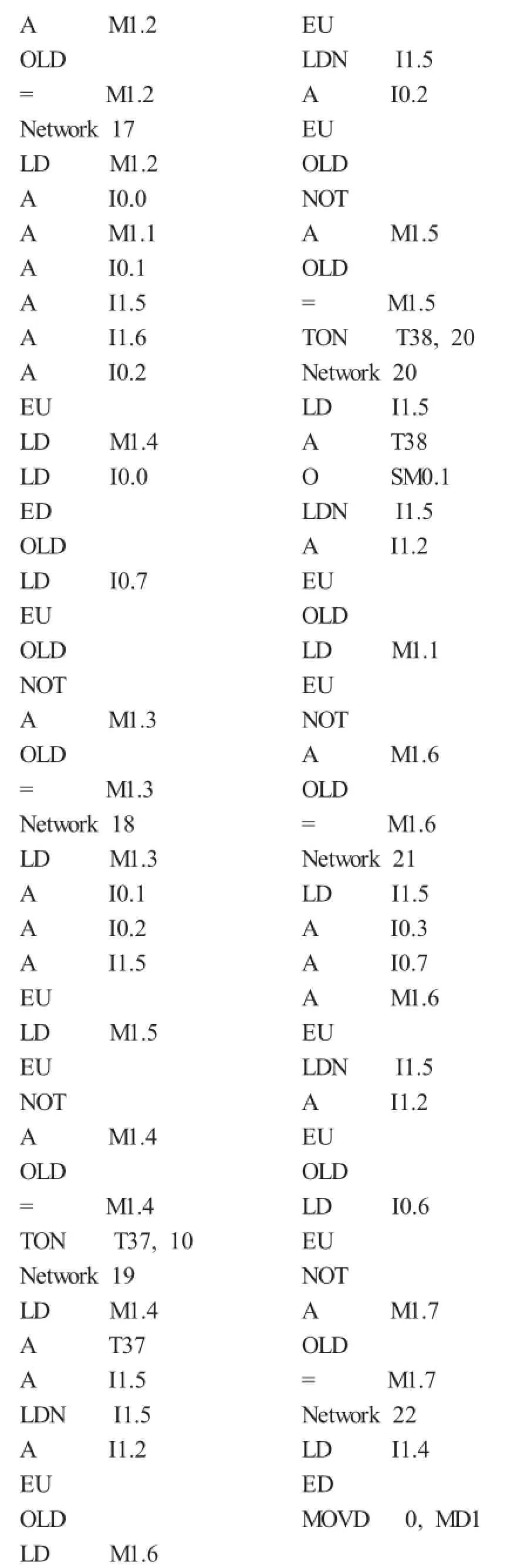
=Q1.6 Network 12 LD M1.5 =Q1.5 Network 13 LD M1.2 =Q1.7 Network 14 LD I1.5 A I0.3 A I0.2 A I0.1 A I1.7 A I2.0 EU LD M1.7 EU NOT A M1.0 OLD =M1.0 Network 15 LD M1.0 A I0.5 A I0.1 A I0.2 A I1.5 EU LD M1.6 EU NOT A M1.1 OLD =M1.1 Network 16 LD M1.0 A I0.5 A I0.1 A I0. A M1.2 OLD =M1.2 Network 17 LD M1.2 A I0.0 A M1.1 A I0.1 A I1.5 A I1.6 A I0.2 EU LD M1.4 LD I0.0 ED OLD LD I0.7 EU OLD NOT A M1.3 OLD =M1.3 Network 18 LD M1.3 A I0.1 A I0.2 A I1.5 EU LD M1.5 EU NOT A M1.4 OLD =M1.4 TON T37,10 Network 19 LD M1.4 A T37 A I1.5 LDN I1.5 A I1.2 EU OLD LD M1.6 EU LDN I1.5 A I0.2 EU OLD NOT A M1.5 OLD =M1.5 TON T38,20 Network 20 LD I1.5 A T38 O SM0.1 LDN I1.5 A I1.2 EU OLD LD M1.1 EU NOT A M1.6 OLD =M1.6 Network 21 LD I1.5 A I0.3 A I0.7 A M1.6 EU LDN I1.5 A I1.2 EU OLD LD I0.6 EU NOT A M1.7 OLD =M1.7 Network 22 LD I1.4 ED MOVD 0,MD1 2
4 实验测试结果及分析
4.1焊接试验
用本焊机焊接φ118mm外圆、409碳钢双环缝。焊接参数如表2所示。焊缝外观图片如图3所示。

表2 焊接参数

图3 专机焊接焊缝图
4.2与机器人焊接工艺参数对比
机器人焊接和本焊机焊接比较,焊接同一种尺寸和材料的工件。零件为直径118mm的409低碳钢。焊接参数对比如表3所示。焊接机器人焊接焊缝外观图如图4所示。
将图3与图4对比分析,可以看出焊接专机和焊机机器人的焊接外观质量基本相同。专机一次焊接可以完成两条焊缝,而焊接机器人一次焊接只能完成一条焊缝。焊接专机具有投资实用成本低,效率高的特点,在大批量生产过程中优势明显。

图4 机器人焊接焊缝图

表3 焊接参数对照表
5 结论
1)基于PLC控制的双环缝焊机能够同时自动焊接两条环缝。且经过检测试验本专机焊接的焊缝质量符合工厂的焊接要求。
2)实践表明:PLC系统控制下的焊机可靠性高,工人操作方便,提高了生产效率,降低了生产成本。
3)设备维护方便,维护成本低。
[1]周敏.机器人在汽车净化器壳体柔性化焊接中的应用[J].焊工之友,2007(4):77-78.
[2]毕庆.数控多排钻PLC控制系统应用研究[J].机械设计与制造,2014(5):142-146.
[3]康思闻.基于PLC的硬币包卷机控制系统设计[J].机械设计与制造,2013(5):167-169.
[4]侯宁.基于任务引领的S7-200应用实例[M].北京:机械工业出版社,2015.
[5]粱新平.基于PLC的自动线机械手位置控制系统设计[J].电子设计工程,2014(7):86-89.
[6]王雷.工业送料机构设计、建模与PLC控制[J].重庆理工大学学报,2015(7):24-28.
Dualcircular seam weldingmachine controlsystem design based on PLC
WU Yu-jing
(DepartmentofElectromechanicalEngineering,WuxiOpen University,Wuxi,Jiangsu,China214011)
Thisarticle analyzes the structure characteristic and common processingmethod of automobileexhaust purifier,and also designs dual circular seam weldingmachine'selectrical control system.W ith Siemens PLC as control center,drive inverter controlmotor to dowelding,itcoordinatesotheractuator'smovementwhich controls thisweldingmachine.Experimental test indicates that thisspecial weldingmachine based on PLC control can not only guarantee welding quality but also increase welding speed to twice as fast as a welding robot,which reducesproduction costgreatly.
PLC;controlsystem;dualcircular seam;weldingmachine;automobile exhaustpurifier
10.3969/j.issn.2095-7661.2016.03.027】
TG409
A
2095-7661(2016)03-0092-04
2016-06-20
邬玉晶(1980-),男,江苏南通人,无锡开放大学机电工程系讲师,硕士,研究方向:机械设计、电气自动化。
猜你喜欢
车主之友(2022年6期)2023-01-30
设备管理与维修(2022年21期)2022-12-28
机电安全(2022年4期)2022-08-27
安徽农学通报(2022年8期)2022-05-06
制造技术与机床(2019年6期)2019-06-25
环球时报(2019-05-15)2019-05-15
家用汽车(2016年12期)2017-02-09
哈尔滨医药(2016年3期)2016-12-01
电子制作(2016年1期)2016-11-07
焊接(2016年1期)2016-02-27
