
汽车车身制造过程中质量控制研究
2017-05-31 22:32张柳明
科学与财富 2017年13期
张柳明
摘 要:在整车制造中,汽车车身制造是一项非常重要的内容。良好的车身质量能够显著提升汽车的安全性、舒适度、美观性及动力性,但在车身制造过程中不可避免的会产生吃尺寸偏差,因此,采取有效方法加强车身制造过程的质量控制至关重要。
关键词:汽车车身;制造过程;质量控制
1 汽车车身制造过程中尺寸偏差分析
1.1 汽车车身制造过程中尺寸偏差的来源
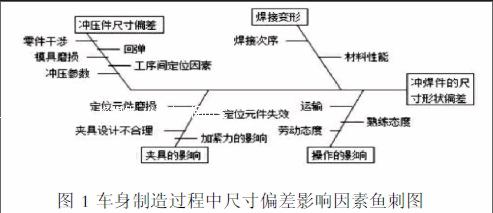
汽车车身一般是由大量的薄板冲压零件在生产线上经快节奏、大批量的焊装而成,而且车体装配又分为多个步骤、多个层次。总而言之,汽车车身制造工艺极为复杂,通常会涉及到众多的中间环节,极大的增加了车身制造过程中尺寸偏差的控制难度。经分析,尺寸偏差的产生原因主要有以下几点:冲压件尺寸偏差、焊接变形、夹具定位不稳定以及操作工艺的影响。具体偏差来源,如图1所示。
此外,新产品车身的制造过程阶段包括试生产阶段、启动生产阶段、单班生产阶段以及翻班生产阶段。一般来讲,阶段不同,制造特点就会有所不同,因而车身质量的影响因素也会有所差异。
1.2 汽车车身制造过程中尺寸偏差的影响
一般来讲,汽车车身制造过程中不可避免的会产生尺寸偏差,其影响主要体现在以下几个方面:
①降低车身密封性与舒适度,比如车窗尺寸偏差引发的风噪声;
②降低车身的操作性能,比如玻璃升降不顺畅、两盖四门闭合困难;
③底盘、发动机、内饰及配套件等装配不良;
④油漆、门窗、灯等表面质量及缝隙平整度下降,比如车身前灯缝隙不均匀。
2 汽车车身制造过程的质量控制方法
2.1 采用先进的车身制造工艺
2.1.1 提高模具设计质量
模具设计质量与整车开发周期及车身质量之间有着直接紧密的关联。一般来讲,对于成功的模具设计而言,其基础保障在于计算机辅助手段的应用。汽车车身模具设计主要从工艺及结构两方面入手,在工艺设计中,首先要分析产品图及相应的数学模型,在此基础上确定整形模与成形模的关系、拉延筋位置及数量、工艺补充面、冲压方向等相关工艺参数,从而使零件冲压时产生的表面损伤、起皱、拉裂、回弹、压边力等问题得到有效解决。
2.1.2 改进车身组装工艺
钢板是汽车车身零件的主要构成材料,因而传统的车身组装大都会采取点焊工艺。但随着科技的进步,铝合金已逐步应用到车身材料中,此时点焊工艺已不再适合,基于这一点,汽车制造企业开始应用一些新的车身组装工艺,比如溶融焊接、机械联接、压接、摩擦搅拌联接等。实践证明,这些新型组装工艺能够产生与点焊工艺相当甚至高于点焊工艺的联接强度,车身组装效果良好。
以机械联接工艺下的自穿铆接工艺为例,该工艺能够对材质不同的金属板件进行联接,而且不会对零件表面产生任何破坏,作业环境好,能够产生较高的联接强度,不會产生热辐射、火焰及飞溅的火花;当然,该工艺也存在一些缺陷及不足之处,比如对设备专业性要求较高、联接件表面不平整、铆钉尾部比零件表面高、铆钉输送不方便等问题。
2.1.3 加强车身表面分块的合理化
合理的车身分块对车身质量的影响也是非常大的。条件允许的情况下,尽可能选用大体积甚至一体化的零件。
现阶段,汽车整体顶盖以及整体侧围在车身制造过程中都得到了普遍的应用,所谓整体侧围是集成了传统意义上分散制造的A、B、C柱,门槛、顶盖边梁及后翼子板,实现了零件的一体化。而对于车身其它部位的零件,也应尽量采取一体化的设计方式。相比分块组装工艺,一体化结构的零件设计与组装工艺能够节省设计图纸与相关费用成本、提高车身焊装尺寸及表面精度、提高管理效率,确保汽车车身质量得到有效的控制。
2.1.4 完善车身本体组装工艺
现阶段,我国大多数汽车制造业的车身焊装线已实现全自动的运作模式,线上全部作业由机器人来操作,这种运作模式提高了作业效率及质量,提高了生产的安全性。特别是结合在线激光检测系统,能够显著提高车身焊接的速度与精度,从而实现对车身制造质量的有效控制。
此外,随着科技的快速发展,电动工具会逐步取代原有的气动工具,相比气动工具,电动工具噪音污染小,而且电动工具受计算机系统的控制,能够实时动态监控生产线作业状况,提高车身组装的准确率,从而使车身制造质量得到有效保障。
2.2 应用以持续提高质量为中心思想的“2 mm”工程
汽车车身上的测点结果在固定的公差范围之外时,车身系统就会发出报警提示。而统计过程控制原理是以检测量历史数据为依据对当前控制界限进行计算,以此来判断系统的运行状态。比如,以汽车车身测点历史测量数据为依据绘制相应的控制图,以此查看系统状态。通常情况下,这两类过程控制法能够发挥明显的功效,但是汽车车身制造工艺复杂程度极高,往往会产生上百个车身零件过程监测点,在很大程度上增加了车身制造过程状态判定的难度。
基于此,上海通用结合车身制造特点,在汲取两类过程控制法优势的基础之上提出了“2 mm”工程过程控制方法,并取得了显著的应用效果。
“2 mm”工程的中心思想是车身尺寸质量的持续改善,它要求车身尺寸关键测点的波动范围在2 mm以内,该技术主要利用关键测点(单个测点及整车测点)的6 σ值来评定车身尺寸的质量,而且从持续质量改进指数的曲线图中可看出车身尺寸质量的变化趋势。
一般来讲,车身测点数据的采集工作是由三坐标测量机负责完成的,但由于我国一些车企硬件设施条件受限,无法开展频次较高的采样作业,因此,对于车身尺寸质量稳定性评价工作而言,统计过程控制方法并不适合。
目前,我国车身制造车间内的车身尺寸质量评价方法及指标主要是“2 mm”工程。实践证明,“2 mm”工程的应用有助于车身制造过程中尺寸质量问题的发现及改进,实现了车身制造过程中良好的质量控制。
3 结 语
总而言之,我国汽车生产与制造企业应转变汽车车身技术含量低这一传统落后观念,重视车身技术的引进与研发,不断改进与完善车身制造与组装工艺,加强汽车车身制造过程的质量控制,最大程度的避免车身制造缺陷,增强车身安全性能及整车质量,提升汽车品牌形象及消费者满意度,从而推动我国汽车行业的健康高效可持续发展。
参考文献:
[1] 韩双,石磊.汽车车身制造过程质量控制分析[J].科技致富导向,2015,(1).
猜你喜欢
科技创新与应用(2017年3期)2017-02-18
科技创新与应用(2017年2期)2017-02-09
东方教育(2016年9期)2017-01-17
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
中国高新技术企业(2015年12期)2015-03-31
中国高新技术企业(2014年6期)2014-03-31
