钢筋机械连接常见的质量问题及对策
2017-09-06 08:50钱玲
世界家苑 2017年3期
关键词:解决对策
钱玲

摘要:虽然直螺纹钢筋套筒连接在施工实践中广泛采用并推广,但对于具体的质量问题的预防和解决还需要引起足够重视,具体在中安联合煤化工项目施工中出现问题,通过我们观察、分析、总结,结合多种预防措施,尽量避免质量问题的产生。
关键词:直螺纹钢筋机械连接;丝扣质量;原因分析;解决对策
直螺纹钢筋机械连接因其施工方便、连接可靠、节省用料等优点,在钢筋混凝土工程施工中得到越来越广泛的应用,但因钢筋接头加工和连接操作都在施工现场进行,不同于工厂化操作,所以质量状况不稳定。本文从原因分析人手,找出钢筋机械连接质量通病并提出相应的质量控制对策。
1.现行所涉及的相关规范及标准…
1.1滚轧直螺纹连接的施工工艺主要包括钢筋丝头加工和钢筋连接施工。目前所涉及的规范及标准主要有《钢筋机械连接技术规程》(JGJ 107-2016)和《滚轧直螺纹钢筋连接接头》建筑工业行业标准(JG163-2013)。其中,JGJ 107-2016第3.0.5条为强制性条文,必须严格执行。
2.现场钢筋机械连接常出现的质量问题
2.1丝头加工质量差
施工现场经常出现丝头加工质量差的现象,用卡规检查套丝质量,发现有的丝扣被损坏,秃牙、丝口断牙、端头不平;有的丝扣完整性不满足要求。
2.2钢筋机械连接丝头长度控制不利
按《钢筋机械连接技术规程》JGJ107-2016第6.2.1条要求,钢筋丝头宜满足6f级精度要求,极限偏差应为0~2.0p。现场施工时宜出现丝头加工长度控制不好,长短不一,不能拧到套筒中央部位的情况,会出现露丝太多或不露丝的现象。
2.3钢筋机械连接扭力值不满足规范要求
现场钢筋机械连接接头未用扳手上紧,或两端钢筋中心线偏位,导致进入套筒内的有效长度不够;或施工方质检员未用扭力效验扳手进行校验,监理人员也未对钢筋机械连接扭力值进行现场抽检,从而现场实际钢筋连接扭矩力是否满足规范要求未得到有效监管;甚至有现场发现未配备钢筋机械连接扭矩力效验扳手。
3分析产生质量问题的原因
3.1丝头加工质量差的原因分析
3.1.1原因一,工地上多数钢筋丝头加工设备陈旧,零部件磨损严重,主要表现为旧:①夹具不能夹牢钢筋,导致钢筋轴线偏移;②攻丝刀盘行程控制不准,导致丝头有效螺纹长度不一;③刀头未及时更换,残留的金属屑未及时清理,加工出的丝头粗糙、有毛刺。
3.1.2原因二,每批新进钢筋材料进场,钢筋端头有翘曲、变形情况,不平直、有缩痕等。
3.2丝扣长度控制不利的原因分析
3.2.1原因一,对丝头长度控制的部件精确不够,未掌握机械设备控制丝头长度的规律。
3.2.2原因二,施工操作人员不固定,换班替班,使控制丝头长度的数据和方法不能贯彻;替班工人对钢筋套筒挤压连接技术不熟悉,对出现的不良状况无法判断,不会处理。
3.3实际钢筋连接扭力值不满足要求的原因分析
3.3.1原因一,现场监理人员缺乏经验,认为只要钢筋机械连接接头试件检验合格,用在实体上的钢筋机械连接就没问题。以试件合格为判断依据,而疏忽对实际现场安装的钢筋机械连接进行校核。
3.3.2原因二,现场以单独加工钢筋机械连接接头,代替原位取样的机械连接接头。往往单独加工取样送检的试件接头经试验能满足扭力值的要求,但实际现场套丝的钢筋机械连接扭力值并不能达到设计或规范要求的数值。
4.对策
4.1丝头加工质量差的解决对策
4.1.1对策一,做好外形及外观质量检查,加工的钢筋丝头应用专门检测工具逐个自检,螺纹不完整扣的累计长度不得超过2个螺纹周长。自检合格的丝头,应随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。
4.1.2对策二,定期更换新剥肋、套丝刀具。发现剥肋、套丝刀具磨损严重时,立即更换新剥肋、套丝刀具,确保丝头符合规范要求。
4.1.3對策三,《钢筋机械连接技术规程》JGJ107-2016第6.1.1条要求,加工钢筋
接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定。
4.2钢筋丝头长度控制不利的解决对策
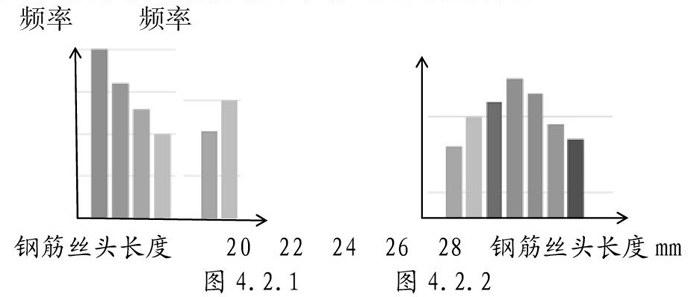
监理工程师收集了一批现场同规格钢筋丝头加工资料,根据机床控制丝头长度的数据对应画出如下两个直方图:
图4.2.1和图4.2.2分别为正式加工钢筋丝头前,根据机床反复调试得出两组不同控制数据,记录画出的直方图。
已知套管长度为42mm,确定的试配长度为24mm,公差保证0-2.01)(p为螺距)。通过该批丝扣加工直方图的分析,监理工程师对工序所处的状态得出以下结论:
1)图5.4.1直方图分布不均,经分析是由于不熟练工人临时替班所造成;
2)图5.4.2直方图钢筋机械连接丝头加工工序基本状态稳定;
3)同时图5.4.2直方图显示丝头试配长度不当,应适当提高试配长度使其处于公差带中心;当试配长度向下限波动时,会出现丝头偏短的不合格品;
通过对丝头加工工序的分析、控制,现场反复实践做出标准样板,待精度稳定后开始批量加工,加工出在规定的螺纹有效长度内,钢筋丝头加工长度为套筒连接件长度的一半,从而保证了丝头长度控制精度。
4.3钢筋机械连接扭力值不满足要求的解决对策
4.3.1对策一,加强试件取样管理,应在现场工程实体上随机截取抽样试件送检,原接头位置的钢筋可采用同等规格的钢筋进行搭接焊的方法补接。
4.3.2对策二,安装用检定合格的效验扳手校核扭矩,拧紧扭矩值应符合表4.3.2规定。螺纹接头安装后按检验批抽取其中10%的接头进行拧紧扭矩校核,拧紧扭矩值不合格数超过被校核接头数的5%时,重新拧紧全部接头,直到合格为止。表4。3.2直螺纹接头安装时的最小拧紧扭矩值
5.总结
以上对直螺纹钢筋套筒连接存在的质量问题及解决对策进行了分析与探讨,提出直螺纹钢筋机械连接各工序的现场质量控制要点,并提议将其纳入项目上相应的操作标准,以确保钢筋机械连接的实体质量,最大程度的减少因人为因素带来的误差积累,避免留下质量隐患。
(作者身份证号码:320112196807091648)
猜你喜欢
人间(2016年27期)2016-11-11
戏剧之家(2016年20期)2016-11-09
时代金融(2016年23期)2016-10-31
商场现代化(2016年22期)2016-10-18
商场现代化(2016年22期)2016-10-18
商(2016年27期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14