岸桥大车机构直线度尺寸控制与分析
2018-05-23 10:10朱海关张靖黄金玲
中国设备工程 2018年9期
朱海关,张靖,黄金玲
(上海振华重工(集团)股份有限公司长兴分公司,上海 201913)
岸桥大车机构部分,为整个岸桥承重构件,大车运行的状况好坏直接影响桥吊的寿命,若大车直线度超差严重,必然会在码头发生车轮啃轨现象,造成恶劣的影响也会制约整个交机进度的推进。因此,大车车轮安装精度无法满足设计或规范要求时,一方面,要花费大量人力物力重新调节返工,方面严重影响后续大车安全平稳运行,甚至损坏码头现场的轨道和基建,对岸桥的成本目标和交机进度目标造成严重影响和损失,所以很有必要研究此问题发生的原因以及后续生产制造过程中的注意要点。
1 大车直线度尺寸偏差原因分析及控制
大车直线度尺寸偏差原因分析。
一是预拼装过程偏差。二是总装过程中尺寸偏差影响。三是装船或卸船过程中尺寸偏差的影响。四是海运过程的影响。五是大车机构试车完后的影响。
2 大车直线度尺寸制作过程中的控制
(1)预拼装过程直线度尺寸控制
a.大车行走机构轨道排装待车轮装配好后,按照大车行走机构装配总图及排装工艺编码图,分为A、B、C、D四组进行排装。b.吊装:根据装配总图,根据走轮踏面宽度及轮距,在每个车轮与轨道着地点铺上调整垫块,然后将台车放置于调整垫块上,注意要将各走轮的基准面放置于轨道的同一侧,根据台车轮距来调整台车间距,随后依次吊装小平衡梁、中平衡梁、大平衡梁,各铰点处穿入铰轴或工艺轴连接。c.排装:调整车轮基准面与水平面的垂直度。通过放置在每个台车底部断轴保护块的千斤顶来调节车轮基准面的垂直度,可以用线锤或激光来测量。注意只能用一侧的千斤顶顶升,使它和两个走轮着地点形成一个平面,另一侧的千斤顶只能假接触,起到防倾覆的保护作用。调整各车轮基准面的直线度以及测量车轮轴线的水平偏差。d.要求:同一组中的所有车轮基准面直线度的偏差不超过±1mm。车轮孔中心线同理论中心线之间在水平面内的角度偏差不得大于±0.07%,应符合F.E.M规范。调整:先调整每组的第一个台车,使其前后两车轮中心线与轨道中心线重合,然后其余各车轮均以第一个车轮基准面为基准排直,调整各车轮基准面的直线度。重新确定平衡梁与台车的装配中心线及对中度用0.05mm塞片测量每个铰轴孔间隙,比较两侧卡止位置的角度差≤20°为合格。可通过适当调整平衡梁一端中心位置来达到要求,否则应拆下平衡梁或车架进行平行度复测并纠正加工偏差。调整好平衡梁后,根据台车中心,用激光重新开平衡梁中心,并在两端打样冲中心标记;点焊定位抗剪块,在相应部位打上钢印编号。e.总装过程大车直线度尺寸控制。f.大车行走机构分组原则,若大车蓝图中已标出ABCD分组,则按蓝图分组,若蓝图中无ABCD分组,按大车总图所示位置,上侧(海侧)左边定为A组,右边定为C组,下侧(陆侧)左边定为B组,右边定为D组,如图1所示。

图1 大车行走机构布置

图2 大车行走安装示意图
g.编码顺序水平方向顺序:从缓冲器一端开始编号,自左向右编号。垂直方向顺序:从车架到小平衡梁一直到大平衡梁,自下而上是车架→小平衡梁→中平衡梁→大平衡梁。如图2所 示。h.大 车 行走机构拼装大车行走机构台车布置:根据图纸要求,将大车台车按照钢印编码进行拼装,钢印编号必须一一对应不得混用,一般从左到右排序大车台车以及平衡梁。大车行走机构台车纵向样冲布置:大车行走台车、小平横梁、中平衡梁、大平衡梁洋冲要求对中,偏差要求≤1mm,如图3所示。

图3 大车垂直度检测示意图
(2)装船和卸船过程中的影响。装船和卸船过程中的质量控制保证大车直线度是非常关键,装船和卸船时意外因素较多,不可控关键点较为突出,除了需要优良的设备进行配合外,工装件也需及时准备到位,因此合理的卸船工艺和管控是保证大车直线度的前提,此项可具体参考项目的装船和卸船工艺,进行严格把关,否则后期大车运行造成啃轨再进行调节,必然造成人力和物力的损失。
(3)海运过程中大车直线度尺寸控制;整机上船后,大车直线度已达到完工状态,为使大车在海运过程中应力或使大车直线度产生变化,除要严格遵循海绑工艺,按照海绑工艺质量管控外,还要格外注意大车行走支座调节螺栓与大平衡梁的间隙,保证在0.3~0.5mm之间。
(4)交机前大车直线度控制。码头现场运行大车时,若发生大车啃轨,小车后停车位运行大车,观察车轮状态,通过往复的来回运行,使得在测量位置车轮和轨道至少基本都有间隙,如果轨距明显偏大或偏小,无法让大车运行至自由状态,则通过调节螺栓调整轨距。如若此时已然无法达到预期目标,这时要停机进行检查大车直线度。
①将莱卡放置于大车行走机构的一端,位置能够测量到全部车轮,与轨道距离尽可能和测量杆平行,确保莱卡与第一个车轮测量杆的平行距离L1与直线距离L2小于1:10,如图4所示。
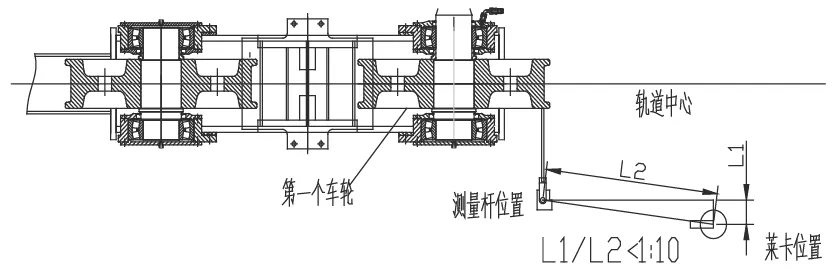
图4
②数据分析。根据莱卡测量数据计算出每个车轮的角偏差,并算出每组大车角偏差的算术平均值。③调整大车车轮的角度偏差。由于调整前的岸桥直线度较差,不利于准确测量和调整,并导致鞍梁存在较大内应力,故需重新落轨来粗调和释放应力。松法兰螺栓,保留每侧两端的第二个螺栓紧固不松。按照需要的调整方向,在法兰对角位置安装调整工装,并且将工装拧紧。安放百分表,将百分表吸铁座吸在鞍梁腹板上,百分表指针顶在下法兰端面,两个百分表的间距是1m,注意指针垂直于法兰端面,将百分表调到零位,来调节大车角度偏差的角偏差。
(5)岸边集装箱起重机制造过程中大车直线度控制质量效果。全速运行大车,观察大车跑向会有明显改善,这时应能达到大车运行时虽有轮缘贴住轨道,但是从有间隙到贴住轨道是一个缓慢均匀变化过程的状态,而且不会有啃轨现象,车轮只会正常磨损。
3 结语
岸边集装箱起重机(岸桥)生产制造过程中,大车直线度尺寸的控制不仅仅是为了保证大车直线度符合标准和规范要求,更是为后续整机机构运行的良好保证,所以一旦大车直线度的安装尺寸出现问题,会严重影响后道工序的推进以及整个产品的交机进度目标与成本目标的实现。另外,岸桥主体由钢结构组成,大车部分部件大而重,是整机的承重部分,在现场调整大车部分的直线度存在较大的安全隐患,还受到现场设备、工装和人员的严重影响,所以一旦在车间、总装厂地或装卸船过程中出现问题时,在现场大车运行时,将发生严重的啃轨现象,对整机结构有着严重的伤害,调整过程将要花费成倍的人力物力。因此,大车直线度尺寸控制的研究与分析非常重要。
参考文献:
[1]F.E.M欧洲起重机械设计规范.
[2]岸边集装箱起重机制造标准检验流程.
[3]GT-001大车行走排装工艺.
[4]港口设备安装工程技术规范JTI 280.
[5]大车直线度调整工艺.
猜你喜欢
计量学报(2022年7期)2022-08-23
农业装备与车辆工程(2021年8期)2021-08-28
中国核电(2021年6期)2021-06-29
南方农机(2021年1期)2021-01-20
中国化工贸易·中旬刊(2020年5期)2020-11-06
价值工程(2019年30期)2019-12-02
科技创新与应用(2019年24期)2019-10-24
现代营销·理论(2019年10期)2019-09-10
科技创新导报(2019年6期)2019-06-11
制造技术与机床(2017年6期)2018-01-19