
醋酸仲丁酯合成装置中醋酸精制塔节能降耗改进的新方法
2018-07-17 07:00王勃
天然气化工—C1化学与化工 2018年3期
王 勃
(贵州东华工程股份有限公司 贵阳 550002)
醋酸仲丁酯是一种重要的有机化工原料[1],可广泛用于制作溶剂、涂料、香料和医药等。丁烯-醋酸加成法[2-4]合成醋酸仲丁酯的过程中,C4采用多点进料,醋酸循环使用有效降低了能耗物耗。
加成反应中醋酸的收率约为30%,经过共沸精馏分离醋酸仲丁酯与醋酸后得到粗醋酸,粗醋酸中醋酸的质量分数约为98.7%,其余1.3%为含C12的重质物。回收的醋酸用于酯化反应时需除去含C12的重质物,固在工业设计过程中通常设置醋酸精制塔对粗醋酸进行精制[5-6],使其精醋酸的纯度达到99.9%以上。
以往醋酸精制塔除保证塔顶精醋酸的纯度外,塔底醋酸的质量分数控制也要控制在8%以下,因塔釜重组物中醋酸对后续设备和管道有腐蚀性。本文采用在精馏塔釜采出后增设间歇蒸发罐的方法,蒸发的醋酸再返回精制塔内,釜液C12重质物中醋酸的质量分数控制在30%即可,因此醋酸精制塔以较低的回流比可满足生产要求,从而降低了设备制造费用和公用工程费用。
1 流程对比
1.1 改进前的流程
粗醋酸由塔中部进料,塔顶经冷却水冷凝后部分回流,采出部分精醋酸;塔釜间歇采出C12重质物,根据塔釜液位报警手动开启和关闭送出泵。改进前的流程图见图1。

图1 改进前的流程图
1.2 改进后的流程
粗醋酸由塔中部进料,塔顶经冷却水冷凝后部分回流,采出部分精醋酸;塔釜增设蒸发罐,间歇蒸发后采出C12重质物,通过蒸发罐间歇蒸发回收塔釜中的醋酸。塔釜液位与蒸发罐进料开关闭联锁控制,蒸发罐的液位同时与加热蒸汽和送出泵进行联锁控制。改进后的流程图见图2:

图2 改进后的流程图
改进前的流程简单,通过塔釜液位报警,手动操作泵间歇采出C12重质物,醋酸质量分数8%对后续碱洗过程口碱液的消耗量较大。改进后间歇蒸发回收醋酸后,C12重质物中醋酸的质量分数可小于1%,从而减小了后续碱洗过程碱液的消耗。并通过设置液位联锁,可实现操作自动化。
2 塔设计参数的比较
某厂10万t/a醋酸仲丁酯生产装置中,送至醋酸精制塔的粗醋酸的量约为15.3t/h。用ASPEN PLUS模拟软件[7-8],对改进前后回流比随理论塔板数变化分析如图3。
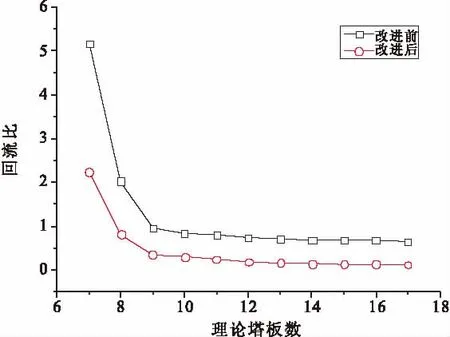
图3 改进前后回流比随理论塔板数的变化图
由图3可知,改进前当塔釜醋酸质量分数要求为8%时,简捷计算模块下当理论板在9块左右时,回流比无明显变化,通过严格计算确定改进后理论板为9,回流比为0.9;改进后当塔釜醋酸质量分数要求为30%时,简捷计算模块下当理论板在9块左右时,回流比无明显变化,通过严格计算确定改进后理论板为9,回流比为0.3。结合此塔现场运行经验,此塔板效率取0.6,并通过水力水计算得到塔径,对改进前后的醋酸精制塔的主设计参数比较见表1。

表1 改进前后醋酸精制塔的主设计参数的比较表
3 经技分析
醋酸精制塔回流比的降低的同时,塔顶冷凝量和塔釜再沸量也相应的降低,因此对应的设备和公用工程消耗也降低了。对于本工艺过程中,醋酸在较高温度(165~130℃)下操作,设备的主要制造材质是纯钛,对本醋酸精制系统内改进前后的设备制造费用进行比较见表2。
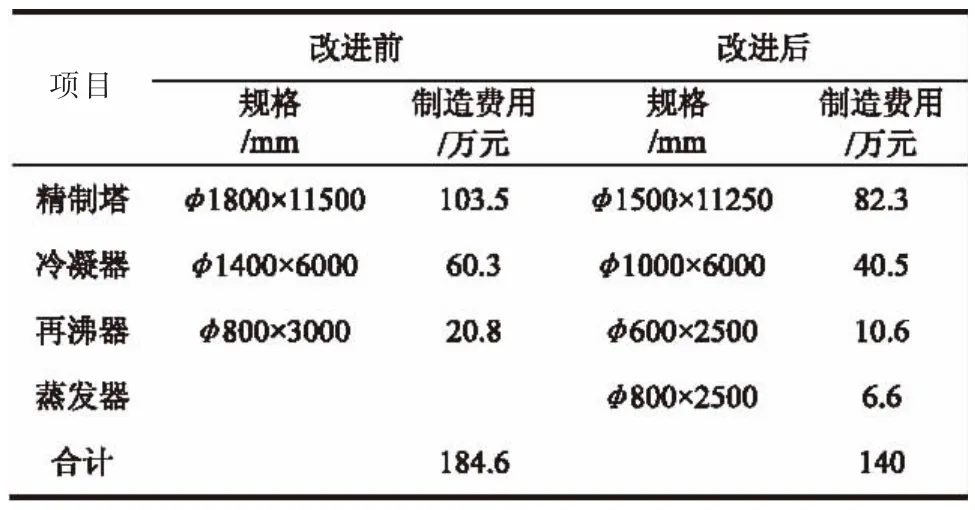
表2 改进前后的设备制造费用对比表
由表2可知,改进后可减少制造费用约184.6-140=44.6万元,即节约24.16%。
某工厂的中压蒸汽的压力为2.5MPa、温度为240℃,循环水的上水温度为33℃,回水温度为41℃。对醋酸精制系统改进前后的公用工程消耗及费用进行比较见表3。

表3 改进前后的公用工程消耗及费用对比表
由表3可知,改进后可减少公用工程费用约2035-1285=750万元/年,即节约36.9%。
4 结论
(1)醋酸精制塔塔釜采出增设蒸发罐后,虽然流程较改进前复杂,但是通过设置联锁控制提高了装置自动化程度,同时降低了后续碱洗过程中碱液的消耗。
(2)通过模拟计算最终确定的精馏塔设计参数为,理论塔板数为9块,回流比为0.3,塔径为1.5m,相对与改进前减小了塔径。
(3)通过经技对比分析,醋酸精馏系统共减少设备制造费用约44.6万元,节约24.16%;减少公用工程费用627万元/年,节约31.2%,达到了较好的节能降耗目的。
猜你喜欢
矿产综合利用(2021年3期)2021-07-14
广东教育·职教版(2021年2期)2021-03-28
山西农业科学(2020年5期)2020-12-17
中国非金属矿工业导刊(2020年2期)2020-04-30
天然气化工—C1化学与化工(2019年5期)2019-12-06
绿色中国(2019年17期)2019-11-26
江苏农业学报(2019年1期)2019-09-10
浙江化工(2019年4期)2019-05-13
商业会计(2015年23期)2015-09-18
商业会计(2015年16期)2015-09-17
